Многопозиционные штампы для изготовления различных металлических изделий путем вытяжки заготовок из ленты с последующей формовкой заготовок известны во многих модификациях- Эти штамшы обычно имеют опорную плиту с последовательно расположенными матрицами для вытяжки заготовок, движковый подающий механизм, подпружиненный вытал киватель и прессующую плиту, совершающую возвратно-поступательное движение и несущую расположенные соответственно матрицам пуансоны.
Недостаток таких штампов заключается в том, что они не приспособлены для бокового обжатия заготовок при вертикальном движении пре|Ссующей плиты.
Эту операцию приходится производить на отдельных устройствах.
В описываемом многопозиционном штампе этот недостаток устранен благодаря тому, что в нем применены :подвижнь е в горизонтальном направлении матрицы, взаимодействующие с конусообразными пуансонами, укрепленными на прессующей плпте.
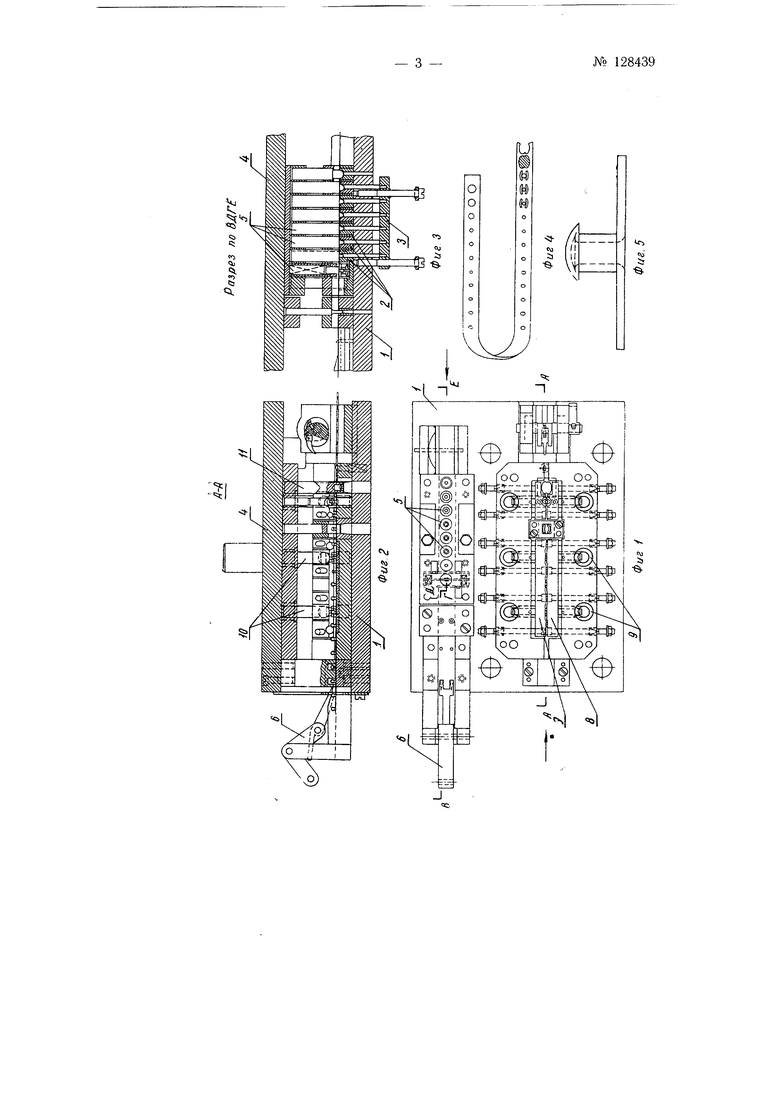
На фиг. 1 изображен многопозиционный штамп в плане (со ;:нятой прессующей плитой); на фиг. 2--разрез по А-А на фиг. 1; «а фиг. 3 - разрез по ВДГЕ фиг- 1; на фиг. 4 - общий вид металлической ленты с последовательными стадиями обработки; на фиг. 5 - общий вид изделияМногопозиционный штамп предназначен для изготовления из металлической ленты, например, держателя, изображенного на фиг. 5. Полное изготовление этой детали осуществляется на двух спаренных 1птампах, расположенных на одной опорной плите / и имеющих самостоятельную автоматическую подачу ленты. На первом штампе производится вытяжка заготовки из ленты- Штамп и.меет расположенные на опорной плите 1 матрицы 2, подпружиненный выталкиватель 3 и прессующую
№ 128439- 1 -
плиту 4, несущую ряд пуансонов 5, соответствующих матрицам 2. Подача.ленты осуществляется движковым механизмом 6. Второй щтамп осуществляет боковое обжатие заготовок, окончательную формовку и вырубку изделия из ленты. Боковое обжатие заготовок осуществляется при помощи матриц 7 и 5, монтированных на опорной плите / подвижно в горизонтальном направлении. Вьютупающие скощенные части матриц 7 и 8 входят в отверстия 9, служащие направляющими для конусообразных пуандонов 10. При опускании прессующей плиты 4 пуансоны 10 входят :в отверстия 9 и сжимают матрицы 7 и 5, которые произ водят соответствующее боковое обжатие заготовок. Затем, пуансоно-м // производится окончательная вырубка детали из ленты. Таким образом, цри одном вертикальном перемещении прессующей плиты производится и вертикальная обработка и боковое обжатие заготовок.
Предмет изобретения
Многоиозиционный щтамп, состоящий из опорной илиты с пос тедовательно ра1сположенными матрицами для вытяжки заготовок, движкового подающего механизма, подпружиненного выталкивателя, прессующей плиты, соверщающей возвратно-поступательное движение и несущей расположенные соответственно матрицам пуансоны, отличающийся тем, что, с целью осуществления бокового обжатия заготовок при вертикальном движении пре1осующей плиты, применены подвижные в горизонтальном направлении матрицы, взаимодействующие с конусообразными пуансонами, укрепленными на прессующей плите
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вырубки-вытяжки-вырубкивытяжки | 1977 |
|
SU677791A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |