Изобретение относится к комбинированию или агрегатированию станков, вчастно- сти устройств для вырубки заготовок из рулонного материала с устройствами для их последующей обработки, и более конкретно, к автоматическим роторно-конвейерным линиям, в которых исходным для изделия или его компонентов является рулонный материал.
Известна роторная линия для изготовления крышек, в которой заготовки вырубаются из рулонного материала. Такая линия содержит четыре одинаковые цепочки, в каждой из которых имеется механизм подачи рулонного материала, ротор штамповки,
а также ряд других технологических и вспомогательных роторов.
Однако в действительности такая линия является псевдороторной, поскольку в ней ротор штамповки, а следовательно, и все последующие роторы, представляют собой устройства прерывистого действия. В самом деле, в роторе штамповки транспортное движение рулонного материала и технологическое движение штамповочного инструмента прерывают друг друга т е не реализуется основное преимущество роторных линий - независимость транспортного и технологических движений Вследствие этого ротор штамповки и. естественно ос
2 3
х|
СА)
тальные роторы каждой цепочки указанной линии имеют весьма ограниченную производительность. Кроме того, заготовки в такой линии вырубаются в один ряд из узкой ленты, что требует дополнительных затрат на рубку рулонов на ленту и приводит к большим отходам материала при вырубке круглых заготовок,
Известна более производительная и действительно роторная машина для сбор- ки изделия, один из компонентов которого вырубается из рулонного материала. Каждая позиция ротора этой машины оснащена катушкой ленточного материала, установленной сверху на самом роторе. Поэтому вырубка заготовок в этой машине осуществляется в процессе вращения ротора без его остановок. Такая конструкция обеспечивает более высокую производительность машины, но увеличивает ее габариты, главным образом ее высоту, и значительно усложняет ее конструкцию Кроме того, такую машину можно использовать лишь для вырубки заготовок из тонких или мягких материалов, поскольку усилие вырубки в ней обеспечи- вается пазовым кулаком и не превышает 5 кН. Стоимость материала для этой машины и его отходы также велики, поскольку вырубка заготовок происходит аналогично в один ряд из узкой ленты.
Известна также роторно-конвейерная линия, хотя и не предназначенная для вырубки заготовок из рулонного материала, но позволяющая, в принципе, выполнять эту операцию (о чем подробнее сообщено ниже) и последующую обработку вырубленных заготовок. Эта линия наиболее близкая к заявляемой и поэтому выбранная в- качестве прототипа, содержит технологические и вспомогательные роторы, обогнутые замк- нутым цепным конвейером с носителями заготовок. Конвейер имеет непрерывно и прерывно перемещаемый участок. Последний выполнен в виде петли с параллельными встречно направленными ветвями. Одна из ветвей этой петли во время ее остановки используется для загрузки заготовок из многорядной кассеты, расположенной поперек этой ветви конвейера, в носители конвейера. Загруженные заготовки, достигнув непрерывно перемещаемого участка конвейера, подвергаются обработке в процессе транспортирования
Такую линию можно преобразовать для изготовления изделий из рулонного матери- ала. Для этого достаточно разместить над прерывисто перемещаемой ветвью конвейера механизм подачи рулонного материала - поперек нее (чтобы материал располагался и перемещался аналогично
многорядной кассете в прототипе) и пресс с многопозиционным однорядным штампом для вырубки заготовок вдоль нее. Во время остановки указанной ветки конвейера вырубаемые штампом из рулонного материала заготовки передавались бы в носители конвейера, а затем - направлялись на последующую обработку Использование материала в такой линии будет более рациональным за счет экономического многорядного раскроя Однако отходы материала при вырубке круглых заготовок даже в этой значительно пре- вышают минимально возможные - получаемые при шахматном способе раскроя. Кроме того, при каждой остановке прерывисто перемещаемой петли конвейера в этой линии заготовки будут загружены лишь несколько носителей этой петли а медленная загрузка конвейера ограничит производительность линии в целом
Цель изобретении - увеличение производительности при изготовлении фильтров с одной из тонких металлических сеток
Для достижения этой цели подачу рулонного материала в многопозиционный пресс осуществляют на шаг раскроя, а прерывистое перемещение участков цепного конвейер а на позиции штампов пресса осуществляют поперек оси рулонного материала с одновременным перемещением количества носителей заготовок, равного количеству позиций штампов выполненного двухрядным, и с образованием петли цепи конвейера за прессом с числом носителей заготовок, кратным количеству позиций штампов на прессе и расстоянием между ее ветвями, равным полутора шагам раскроя рулонного материала
Эта принципиальная задача решена путем введения ряда конструктивных новшеств (перечисленных ниже) в известную роторно-конеейерную линию, содержащую технологические и вспомогательные роторы обогнутые цепным конвейером с носителями заготовок, имеющим непрерывно перемещаемый участок и прерывисто перемещаемый участок, который выполнен в виде прерывисто перемещаемой петли с параллельными встречно направленными ветвями, над которыми размещен механизм подачи рулонного материала и пресс с многопозиционным штампом для вырубки заготовок (последний хотя отсутствует в прототипе, известен из других решений в данной области техники)
Кроме того, с целью повышения качества фильтров путем исключения травмирования сетки, она снабжена механизмом передачи заготовок в их носители на цепном
конвейере, расположенном под станиной пресса и выполненным в виде штоков, соос- ных пуансонам штампа, связанных общей поперечиной, установленной с возможностью вертикального перемещения и взаимодействующих с выталкивателями, размещенными в пуансонах штампов, выполненных полыми, причем носители заготовок цепного конвейера выполнены также полыми,
Помимо этого, также для повышения надежности работы линии, но уже за счет обеспечения соосности носителей конвейера позициями штампа и штокам механизма передачи заготовок, в линии выполнено следующее:
линия снабжена механизмом фиксации ветвей цепного конвейера расположенным между станиной пресса и механизмом передачи заготовок, и выполненными в виде призматических гребенок, подвижных в направлении, перпендикулярным ветвям цепного конвейера и жесткой вставки, расположенной между ними.
Предлагаемая роторно-конвейерная линия раскрыта более подробно на примере ее варианта для сборки фильтров для фреона, используемых в холодильниках.
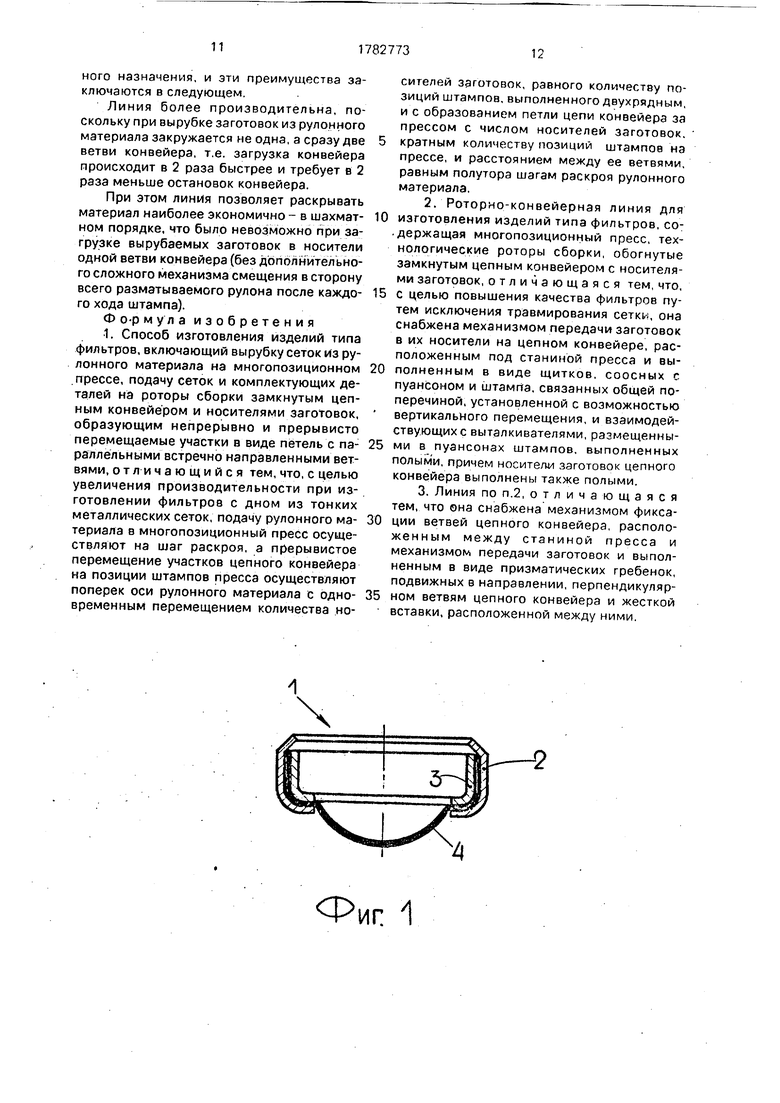
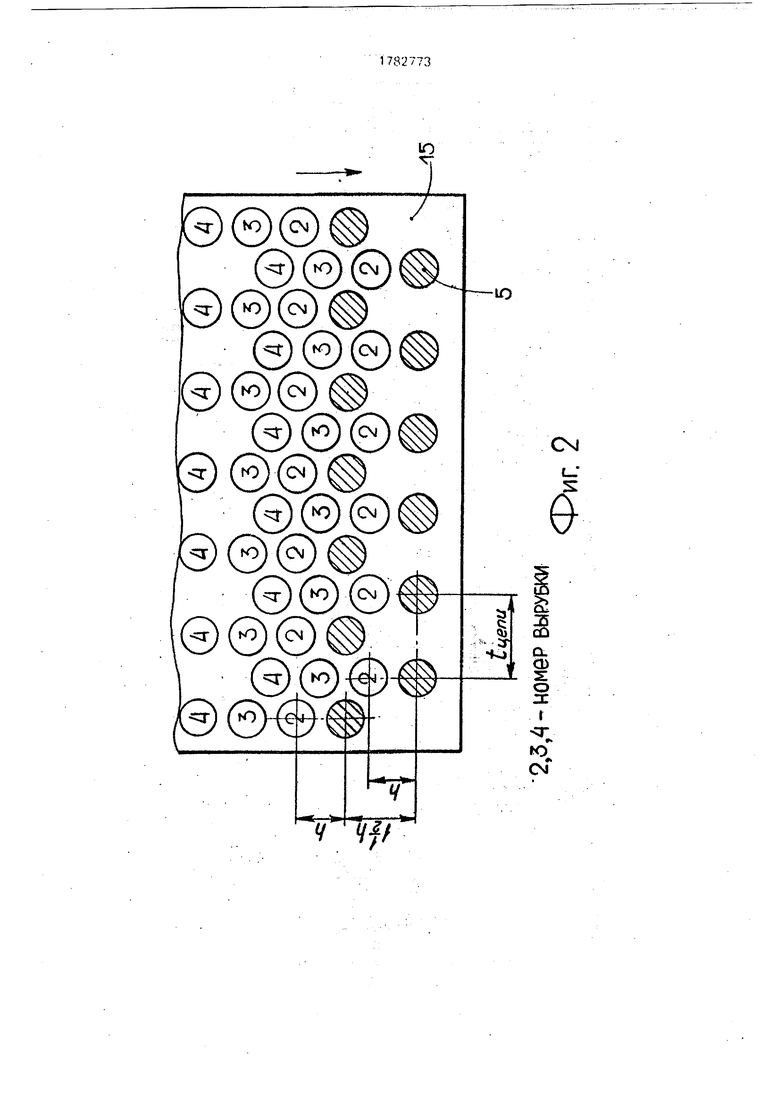
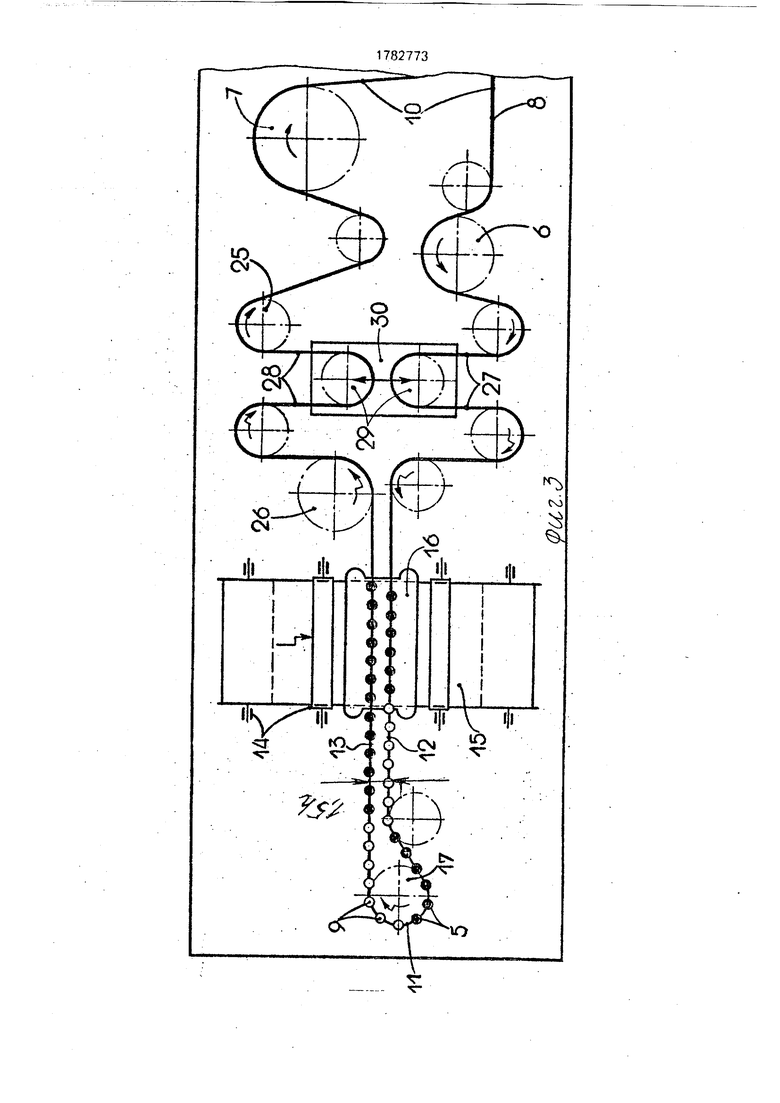
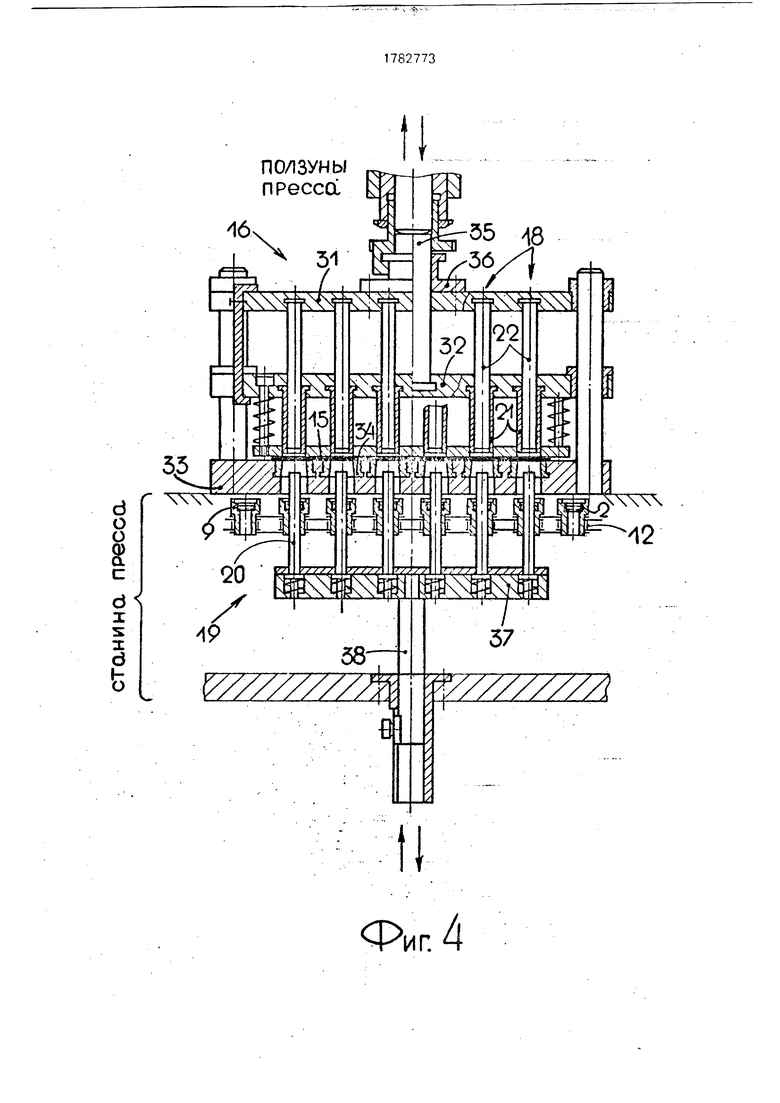
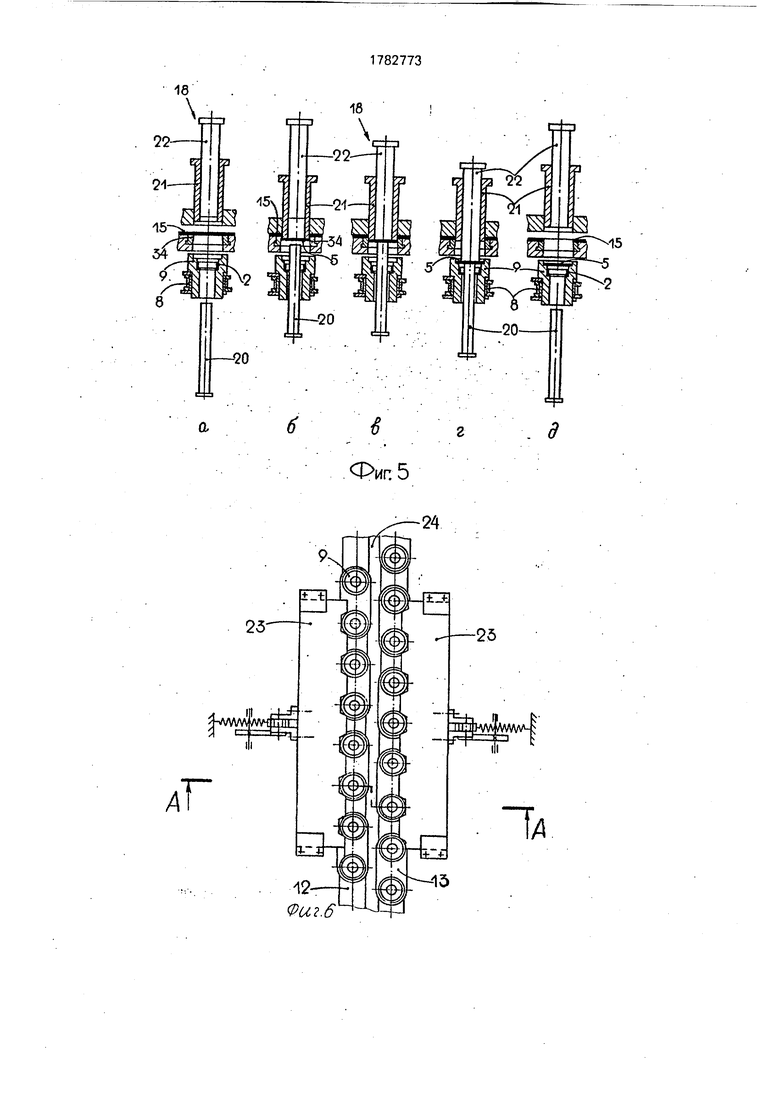
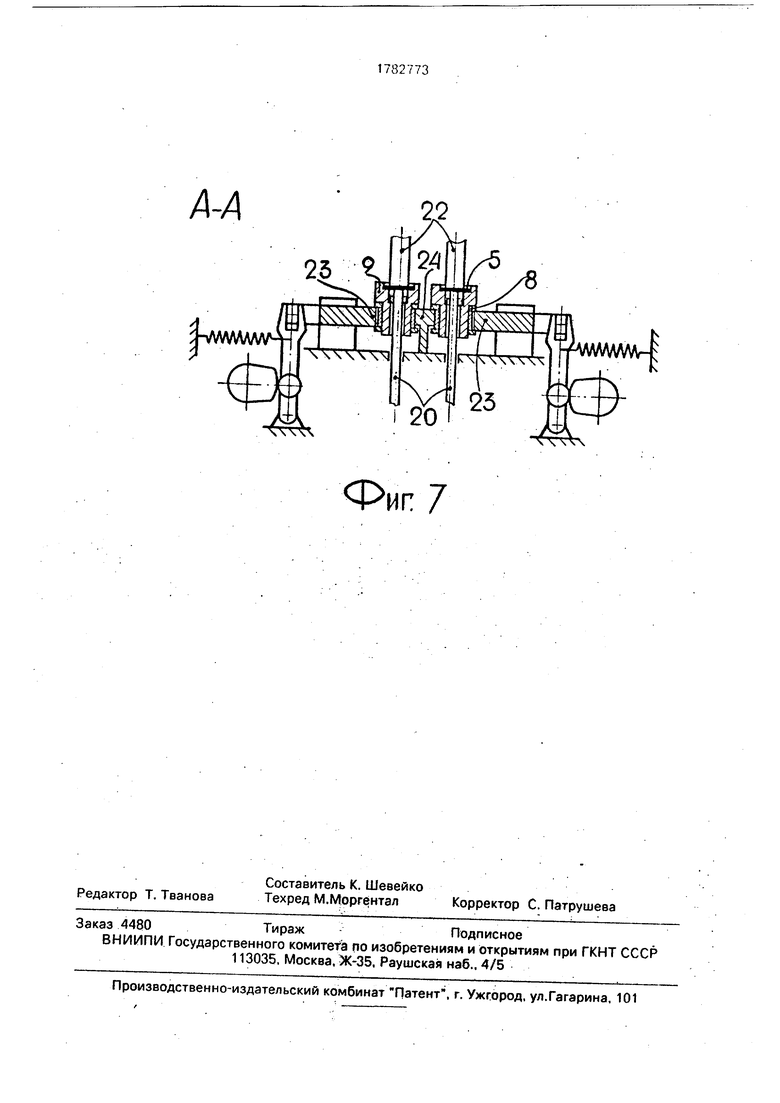
На фиг.1 изображен собранный фильтр в увеличенном масштабе, разрез; на фиг.2 - план раскроя при вырубке заготовок дна фильтра из рулонной фильтрующей сетки; на фиг.З - упрощенная схема основной части предлагаемой роторно-конвейерной линии; на фиг.4 - штамп для вырубки заготовок для фильтра из рулонной фильтрующей сетки; на фиг,5 - циклограмма работы одной позиции штампа; на фиг 6 - призматические гребенки, фиксирующие ветви конвейера под штампом; на фиг.7 - разрез А-А на фиг.б.
Чтобы конструкция линии в дальнейшем была более понятна, следует пояснить, что изготавливаемый фильтр 1 (см.фиг.1) состоит из 3-х элементов: круглых наружной и внутренней металлических обойм 2 и 3 и закрепленного между ними дна 4 из металлической фильтрующей сетки Обоймы 2 и 3 поступают в линию в готовом виде, а вырубка круглых заготовок 5 дна 4 фильтра 1 из сетки (см.фиг.2) происходит непосредственно в линии.
Описание предлагаемой роторно-конвейерной линии изложено сначала в общих чертах, соответствующих ее существенным признакам, а затем конструкционные особенности этой линии рассмотрены подробнее, чтобы дать полное представление об ее устройстве и работе
Роторно-конвейерная линия для сборки фильтров (см.фиг.З) содержит ротор 6 подачи наружной обоймы 2. ротор 7 подачи внутренней обоймы 3, а также роторы конт- роля комплектности элементов, роторы сборки и обжима фильтра и ротор сброса готовых фильтров (не показаны), обогнутые замкнутым цепным конвейером 8 с носителями 9 указанных элементов фильтра 1. Кон
вейер имеет непрерывно перемещаемый участок 10 и прерывисто перемрщаемый участок 11. Последний выполнен в виде прерывисто перемещаемой петли 11с парал- лельн-ыми встречно направленными
ветвями 12 и 13, над которыми размещен механизм 14 подачи рулонной фильтрующей сетки 15 и процесс (не показан) с тринадцати- позиционным штампом 16(см.фиг.3,4) для вырубки заготовок 5 дна 4 из этой сетки 15
(именно такое количество рядов при многорядной вырубке из рулонной ленты в шахматном порядке заготовок дна фильтра обеспечивает наиболее высокий коэффициент использования материала).
Расстояние параллельными ветвями 12 и 13 прерывисто перемещаемой петли 11 конвейера 8 (см.фиг.З) равно полутора шагам h раскроя (шаг h раскроя - сумма диаметра заготовки и величины перемычки
между заготовками), и носители 9 ветви 12 расположены в шахматном порядке относительно носителей 9 ветви 13 (см.фиг.З) (за счет выбора определенного месторасположения звездочки 17).
Штамп 16 выполнен двухрядным, и его позиции 18 (см.фиг.4) соосны носителям 9 ветвей 12 и 13 конвейера 7, т.е. размещены в том же шахматном порядке. Механизм 14 подачи рулонной сетки 15 выполнен прерывисто подающим сетку 15 поперек ветвей 12 и 13 конвейера 8 на шаг h раскроя (см.фиг.3,2). Величины прерывисто перемещаемой петли 11 конвейера 8 кратно количеству позиций 18 штампа 16. В данном
примере на указанной петле 11 за штампом 16 размещаются 26 носителей 9, а штамп 16 имеет 13 позиций 18.
Оппозитно штампу 16 (см.фиг.4) под конвейером 8 размещен механизм 19 передачи заготовок 5 из позиций 18 штампа 16 в носители 9 конвейера 8 в виде штоков 20 соосных пуансонам 21 штампа 16 и выполненных с возможностью прохождения сквозь носители 9 конвейера 8. Каждый пуансон21 штампа 16 выполнен полым, и вето полости размещен выталкиватель 22 (см.фиг.4,5), взаимодействующий с оппозит- ным штоком 20 механизма 19 передачи заготовок 5.
Под штампом 16 по обе стороны прерывисто перемещаемой петли 11 конвейера 8 (см.б,7) размещены фиксирующие призматические гребенки 23, выполненные с возможностью вхождения в зацепление (и выхода из него) с ветвями 12 и 13 этой петли 11 конвейера 8 при его остановках. Между указанными ветвями 12 и 13 конвейера 8 под штампом 16 размещена неподвижная жесткая вставка - направляющая 24 этих ветвей 12 и 13.
Ниже основные (в том числе известные) конструктивные элементы заявляемой линии показаны более подробно.
Первый в предлагаемой линии ротор 6 подачи наружной обоймы 2 (см.фиг. 1) в носители 9 конвейера 8 (см.фиг.З) представляет собой традиционный роторный автомат питания (8) с бункером и расположенными равномерно по окружности его днища захватными трубками, под которыми размещены механизмы ориентации обоймы 2 (на чертеже не показано).
Ротор 7 (см.фиг.З) аналогичен ротору 6 и предназначен для подачи внутренней обоймы 3 (см.фиг. 1) в носители 9 конвейера 8, когда в них уже подана наружная обойма 2 и заготовка 5 дна 4 фильтра 1. За ротором 7 в линии расположены еще несколько упомянутых выше роторов, обогнутых непрерывно перемещаемым . участком 10 конвейера 8 (поскольку эти роторы не являются непосредственным предметом изобретения, на чертежах они не показаны).
Привод конвейера 8 (не показан) выполнен непрерывно действующим и через звез- дочку 25 непосредственно связан с непрерывно перемещаемым участком 10 конвейера 8 (см.фиг.З).
Перемещениями и выстоями прерывисто перемещаемого участка (петли) 11 конвейера 8 управляет звездочка 26 (см.фиг.З). Привод звездочки 26 выполнен также, как в прототипе (6) - через кулачково-храповой механизм от привода кон вейера 8 (на чертежах все это не показано).
На границе непрерывно и прерывисто перемещаемых участков 10 и 11 конвейер 8 имеет еще две петли 27 и 28 (см.фиг.З), которые огибают две звездочки 29, установленные на каретке 30. Для согласования работы этих участков 10 и 11 конвейера 8 каретка 30 выполнена возвратно-поступательно перемещаемой поперек заявляемой роторно-конвейе|Ьной линии. Привод каретки 30 (не показан) выполнен также, как и прототипе (6) и согласован с приводом звездочки 26, управляющей прерывисто перемещаемым участком 11 конвейера 8.
Штамп 16 (см.фиг.З) имеет 13 позиций 18, расположенных в два ряда в шахматном порядке, и содержит (см.фиг.4) вертикально возвратно-поступательно перемещаемые
верхнюю и среднюю плиты 31 и 32 и неподвижную нижнюю плиту 33. Каждая позиция 18 штампа 16 (см.фиг.4, 5) оснащена полым пуансоном 21. матрицей 34 и выталкивателем 22. Матрицы 34 установлены на непод0 вижной нижней плите 33, пуансоны 21 -- в средней плите 32, а выталкиватели 22 - в верхней плите 31. Плиты 31 и 32 штампа 16 имеют согласованный, но независимый привод (на чертежах не показан): средняя плита
5 32 связана с прессом через хвостовик 35. а верхняя плита 31 - через фланец 36. Гресс согласован с приводом прерывисто перемещаемого участка 11 конвейера 8. механизмом 14 подачи сетки 15 и механизмом 19
0 передачи заготовок 5.
Механизм 19 передачи заготовок 5 (см,фиг.4) содержит поперечину 37, на которой соосно позициям 18 штампа 16 закреплены подпружиненные штоки 20
5 Поперечина 37 жестко установлена нз вертикально возвратно-поступательно перемещаемом ползуне 38.
Линия работает следующим образом. При йключении привода линии звездоч0 ка 25 (фиг.З) начинает равномерно вращаться, что вызывает равномерное движение участка 10 конвейера 8. Ротор 6 подает наружную обойму 2 в каждый носитель 9 конвейера 8.
5При этом петля 11 конвейера 8 остается
неподвижной, поскольку звездочка 26. управляющая ее перемещением, застопорена упомянутым выше кулачково-храповым механизмом. В связи с этим петля 27 конвейе0 ра 8 удлиняется, а петля 28 укорачивается,
увлекая за собой каретку 30 (вверх на фиг.З).
Пока петля 11 конвейера 8 и ее ветви 12
и 13 остановлены, срабатывает штамп 16.
Это происходит следующим образом. Сна5 чала сдвигаются навстречу друг другу призматические гребенки 23 (фиг.6,7), входя в зацепление со звеньями цепи остановленных ветвей 12 и 13 конвейера 8 и прижимая их к жесткой вставке - направляющей 24.
0 При этом призматические гребенки 23 фиксируют носители 9 этих ветвей 12 и 13 строго соосно позициям 18 штампа 16 и штокам 20 механизма 19 передачи заготовок 5. Тем временем начинает спускаться средняя
5 плита 32 штампа 16 и подниматься поперечина 37 механизма 19 передачи заготовок 5 (см.фиг,4, 5а). Когда штоки 20 механизма 19, пройдя сквозь носители 9 ветвей 12 и 13 конвейера 8, входят внутрь сквозных матриц 34 штампа 16 (см фиг 56). пуансоны 21
вырубают тринадцать круглых заготовок 5 из сетки 15 и останавливаются. Затем опускается верхняя плита 31 штампа 16 и вместе с ней - выталкиватели 22. Встретившись, выталкиватели 22 и штоки 20 (см.фиг.5в) зажимают вырубленные заготовки 5, и начинают совместное движение вниз, опуская эти заготовки 5 в соответствующие углубления носителей 9 ветвей 12 и 13 конвейера 8. Такая надежная передача вырубленных заготовок 5 в носители 9 конвейера 8 обеспечивает правильное размещение этих заготовок 5 в углублениях носителей 8 и, следовательно, качество собранных фильтров 1. В самом начале работы линии заготовки 5 поступают в пустые носители 9, и перед сборкой эти заготовки 5 приходится удалять из-за отсутствия в комплекте наружной обоймы 2. Однако, очень быстро устанавливается нормальный режим работы линии, при котором заготовки 6 дна 4 фильтра 1 поступают в очередные носители 9, когда там уже находятся наружные обоймы 2 фильтра 1 (см.фиг.1), поданные ротором 6 (см.фиг.З). Поскольку в указанных двух случаях линия работает одинаково, в дальнейшем для упрощения будем считать, что в описанном примере сетчатая заготовка 5 дна А фильтра 1 поступает в носитель 9 конвейера 8, когда там уже есть наружная обойма 2.
Итак, опустив заготовки 5 в соответствующие углубления носителей 9 ветвей 12 и 13 конвейера 8 (см.фиг.5г), выталкиватели 22 и штоки 20 расходятся (см.фиг.Бд), возвращаясь в исходное положение. Одновременно с выталкивателями 22 возвращаются в исходное положение пуансоны 21, и выходят из зацепления с ветвями 12 и 13 конвейера 8 призматические гребенки 23 (см.фиг.6, 7)
Сразу после этого (см.фиг.З) вступает в действие привод каретки 30 (не показан), и она перемещается в обратную сторону (на фиг.З вниз). В то же время включается привод звездочки 26, и ветви 12 и 13 петли 11 конвейера 8 приводятся в движение с увеличенной скоростью по сравнению с участком 10 конвейера 8 При этом петля 28 конвейера 8 удлиняется, а петля 27 -укорачивается. Звездочка 26 останавливается, переместив петлю 11 конвейера 8 ровно на тринадцать шагов, что соответствует количеству позиций 18 штампа 16. После такого перемещения семь носителей 9 ветви 12 за штампом 16 остаются без заготовок 5, а шесть предыдущей - загружены заготовками 5. Поскольку петли 11 конвейера 8 за штампом 16 вмещает 26 носителей 9 и перемещается каждый раз на 13 шагом, то при ее последующих перемещениях носители 9
без заготовок 5 останавливаются под вторым рядом позиций 18 штампа 16 (и будут загружены заготовками 5 при очередном срабатывании штампа 16), и носители 9 с заготовками 5 на этот рач проходят мимо штампа 16
Одновременно с перемещением петли 11 конвейера 8 происходит псдача сетки 15 из рулона (см.фиг.З, 2). Для обеспечения оптимального раскроя заготовок 5 в шахматном порядке (см.фиг,2) одновременную вырубку двух рядов заготовок 5 на двухрядном штампе 16 приходится осуществлять, оставляя между вырубленными рядами ряд
невырубленных заготовок 5. Это объясняется тем, что слишком плотное расположение заготовок 5 в смежных рядах не дает возможности соответствующим образом закрепить пуансоны 21 штампа 16 и настолько
близко друг к другу расположить две параллельные принимающие ветви 12 и 13 KOHL вейера 8. Поэтому расстояние между двумя одновременно вырубленными рядами заготовок равно 1,5 шагам h раскроя, Чтобы
вырубить пропущенный ряд заготовок при следующем ходе штампа 16, механизм 14 подачи сетки (см.фиг.З) перемещает сетку 15 каждый раз на один шаг h раскроя (см.фиг.2) Таким образом в линии осуществляется наиболее экономичный раскрой рулонной сетки.
Сменяющие друг друга периодические остановки и ускоренные перемещения петли 11 конвейера 8 (см.фиг.З). аналогичные
указанным выше, продолжаются пока включен привод линии. В результате носители 9 конвейера 8 при переходе с прерывисто перемещаемой петли 11 на непрерывно перемещаемой участок 10 уже несут наружную
о )ойму 2 (. 1) и заготовку 5 дна 4 фильтра 1. Далее, непрерывно перемещаясь, эти носители 9 огибают ротор 7 (см.фиг 3), где в каждый из них подается внутренняя обойма 3 фильтра 1 (см.фиг.1). После этого (не показано) контролируется наличие всех трех элементов фильтра 1 в каждом носителе 9 (неполные комплекты срабатываются), а затем носители поступают последовательно в роторы сборки и обжима фильтра и в рогор
выдачи готовых фильтров. Затем пустые носители 9 вновь поступают в ротор 6 подачи наружной обоймы 2 (см.фиг.З), и весь цикл работы линии повторяется.
Из всего этого видно, что заявляемые способ изготовления изделий типа фильтров, включающий вырубку сеток из рулонного материала и роторно-конвейерная пиния для их изготовлений обладают преимуществами перед известными линиями аналогич
ного назначения, и эти преимущества заключаются в следующем.
Линия более производительна, поскольку при вырубке заготовок из рулонного материала закружается не одна, а сразу две ветви конвейера, т.е. загрузка конвейера происходит в 2 раза быстрее и требует в 2 раза меньше остановок конвейера.
При этом линия позволяет раскрывать материал наиболее экономично - в шахматном порядке, что было невозможно при загрузке вырубаемых заготовок в носители одной ветви конвейера (без дополнительного сложного механизма смещения в сторону всего разматываемого рулона после каждого хода штампа).
Фо-рмула изобретения
1. Способ изготовления изделий типа фильтров, включающий вырубку сеток из рулонного материала на многопозиционном прессе, подачу сеток и комплектующих деталей на роторы сборки замкнутым цепным конвейером и носителями заготовок, образующим непрерывно и прерывисто перемещаемые участки в виде петель с параллельными встречно направленными ветвями, отличающийся тем, что, с целью увеличения производительности при изготовлении фильтров с дном из тонких металлических сеток, подачу рулонного материала в многопозиционный пресс осуществляют на шаг раскроя, а прерывистое перемещение участков цепного конвейера на позиции штампов пресса осуществляют поперек оси рулонного материала с одновременным перемещением количества носителей заготовок, равного количеству позиций штампов, выполненного двухрядным, и с образованием петли цепи конвейера за прессом с числом носителей заготовок. кратным количеству позиций штампов на прессе, и расстоянием между ее ветвями, равным полутора шагам раскроя рулонного материала.
2.Роторно-конвейерная линия для изготовления изделий типа фильтров, со держащая многопозиционный пресс, технологические роторы сборки, обогнутые замкнутым цепным конвейером с носителями заготовок, отличающаяся тем, что,
с целью повышения качества фильтров путем исключения травмирования сеткк она снабжена механизмом передачи заготовок в их носители на цепном конвейере, расположенным под станиной пресса и выполненным в виде щитков, соосных с пуансоном и штампа, связанных общей поперечиной, установленной с возможностью вертикального перемещения, и взаимодействующих с выталкивателями, размещенными в пуансонах штампов, выполненных полыми, причем носители заготовок цепного конвейера выполнены также полыми.
3.Линия по п.2, отличающаяся тем, что она снабжена механизмом фиксации ветвей цепного конвейера, расположенным между станиной пресса и механизмом передачи заготовок и выполненным в виде призматических гребенок, подвижных в направлении, перпендикулярном ветвям цепного конвейера и жесткой вставки, расположенной между ними.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Устройство для передачи заготовок из штампа в носители конвейера | 1972 |
|
SU492334A1 |
| Автоматическая линия для изготовления объемных изделий | 1988 |
|
SU1590340A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ | 1965 |
|
SU169480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
Сущность изобретения- вырубку дна фильтров из сетчатого рулонного материала производят на многопозиционном прессе, имеющем два ряда штампов, а подачу готовых сеток и других комплектующих деталей к роторам сборки проводят замкнутым цепным конвейером. Перемещение конвейера на участке вырубки сеток ведут прерывисто с одновременной подачей носителей заготовок, равной числу штампов с образованием петли за прессом с числом носителей, кратным количеству штампов пресса и расстоянием между ветвями петли, равным полутора шагам раскроя рулонного материала. Роторная линия, реализующая данный способ изготовления изделия, содержит многопозиционный пресс с механизмом передачи заготовок с позицией их выгрузки на носители цепного конвейера, выполненным в виде штоков, проходящих через полые носители заготовок цепного конвейера и взаимодействующих с выталкивателями, проходящими через полые пуансоны штампов. Фиксация ветвей конвейера осуществляются призматическими гребенками, подвижными в поперечном направлении 2 с. и 1 з.п.ф-лы, 7 ил сл с
Фиг 1
Ј
л fcs
23
Фиг. 5
А-А
ч
Фиг 7
| Роторно-конвейерная линия | 1980 |
|
SU952533A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
