Изобретение относится к прокатному производству и может быть использовано при продольной безоправочной прокатке труб на калибровочных и редукционных
станах.
Цель изобретения - повышение производительности и снижение энергозатрат.
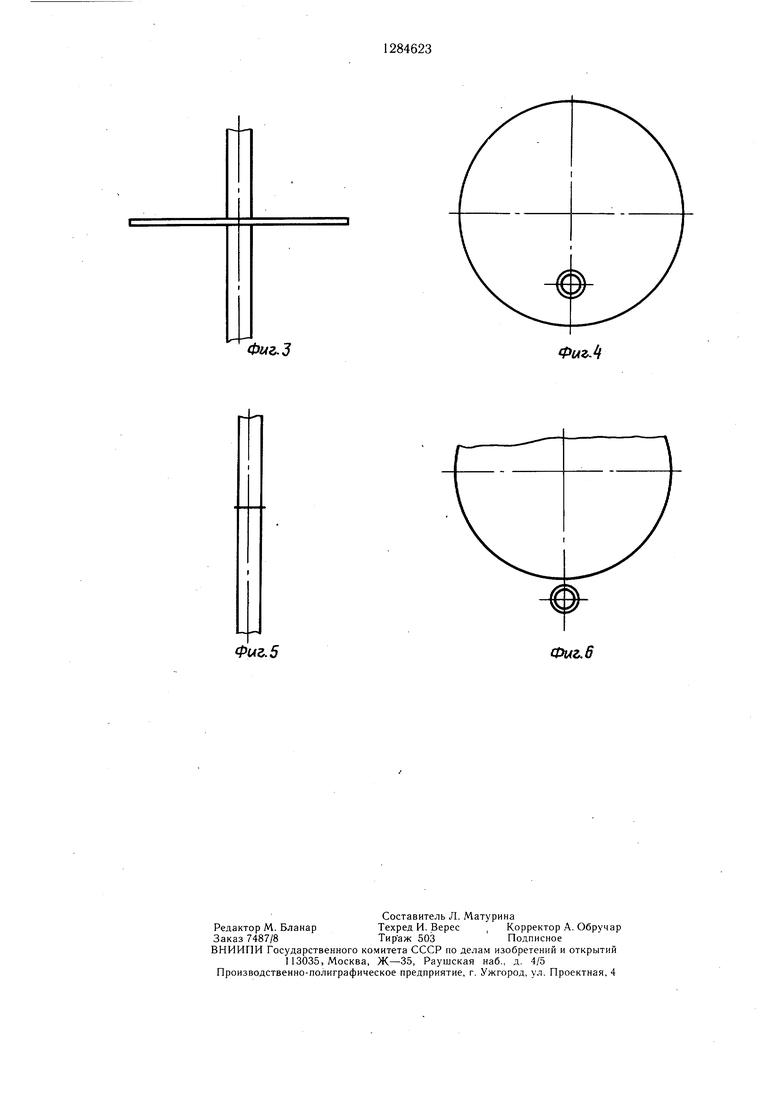
На фиг. 1 показана схема резки диском торцов двух стыкуемых труб; на фиг. 2 - то же, вид сверху; на фиг. 3 - момент соосного размещения двух труб; на фиг. 4 - то же, вид сверху; на фиг. 5 - сваренная заготовка; на фиг. 6 - диск выведен из контакта с трубой.
Способ осуществляют следующим об- разЬм.
Параллельно перемещаемые предыдущая 1 и последующая 2 трубы подвергают обрезке концов одним диском 3 трения, перемещаемым вдоль труб со скоростью входа трубы в редукционный стан и при этом торцы разогреваются до температуры сварки. Соосное расположение труб производят при контакте торцов обоих труб с диском, чтобы поддерживалась температура сварки, затем диск убирают и производят сварку труб стыковкой торцов, имею- щих температуру сварки, с приложением к трубам осевого усилия сжатия. После снятия грата на ходу и в случае необходимости подогрева в индукционной проходной печи бесконечная трубная заготовка поступает на прокатку в редукционный стан. Высокая скорость обрезки концов труб диском трения и совмещение обрезки с разогревом торцов труб до температуры сварки позволяют осуществлять сварку труб в непрерывную плеть на ходу без остановки трубы и петлеобразования.
Пример. Рассматривают способ производства бесщовных труб на установке с непрерывным станом.
Труба с непрерывного стана длиной 30 метров после извлечения оправки переда-
k 2
J
ется по скоростному рольгангу к редукционному стану. Совместив передний конец второй трубы с задним концом передней трубы по линии обрезки, 250-300 мм от конца производят обрезку диском трения. При этом температура торцов труб повышается до 1300-1500°С. Прижимая торцы трубы к диску для поддержания температуры сварки, трубы выставляют по одной оси и, убрав диск, сжимают в осевом направлении с усилием 5-6 тнс, обеспечивающим надежную сварку труб. После снятия грата вращающимися резцами заготовки пропускают через индукционную проходную печь и проредуцируют. Диск трения, захваты труб и механизм прижима находятся на общей платформе, перемещаемой в направлении прокатки во время обрезки и сварки труб со скоростью входа трубы в редукционный стан, и после окончания сварки возвращаются в исходное положение с по- выщенной скоростью.
Предлагаемый способ позволяет производить редуцирование бесконечной заготовки на высокой скорости и, сократив время на сварку, повысить производительность агрегатов, в состав которых входит редукционный (калибровочный) стан.
Формула изобретения
Способ непрерывного редуцирования труб, включающий сварку стыковкой торцов нагретых до температуры сварки заднего конца предществующей и переднего конца последующей труб с приложением к ним осевого усилия сжатия, снятие грата и последующую прокатку, отличающийся тем, что, с целью повыщения производительности и снижения энергозатрат, перед стыковкой осуществляют обрезку одновременно двух стыкуемых концов труб диском трения, нагревая торцы до температуры сварки.
Фиг.1
Фиг,.2
Фи&.3
ФигЛ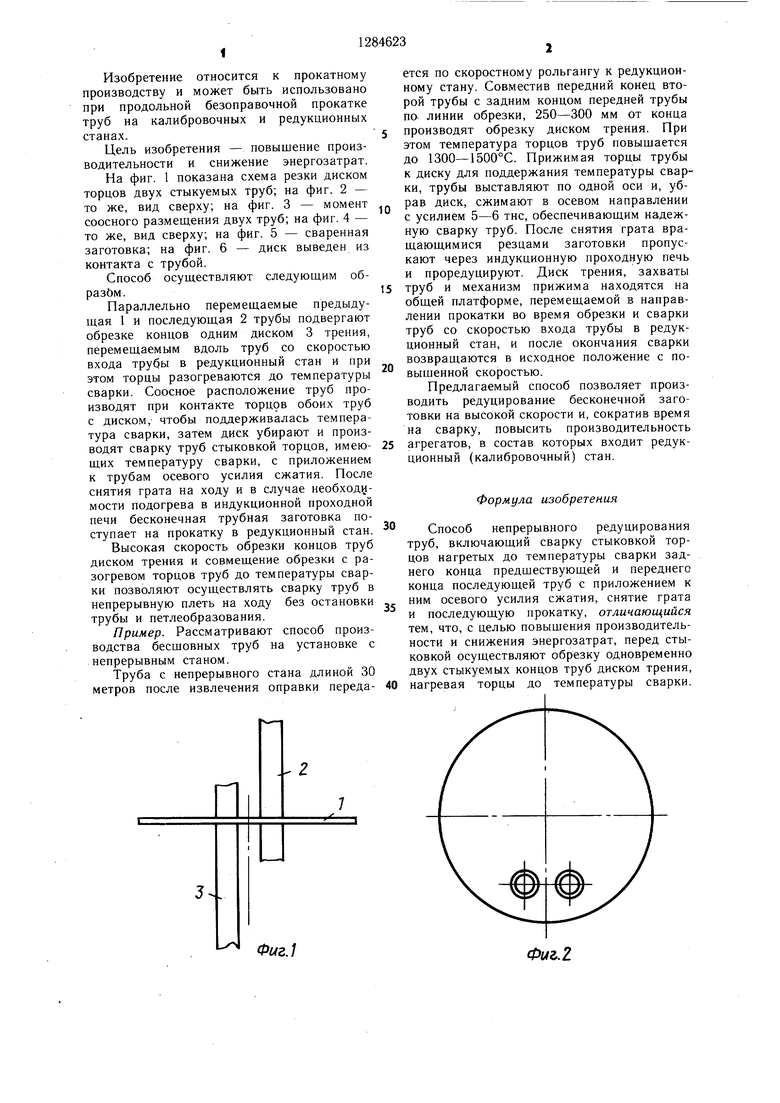
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU831234A1 |
| Способ бесконечного редуцирования стальных бесшовных труб | 1958 |
|
SU119503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Способ редуцирования труб с натяжением | 1980 |
|
SU908433A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| Способ редуцирования труб с натяжением | 1987 |
|
SU1488044A1 |
| Способ производства сварных прямо-шОВНыХ ТРуб | 1979 |
|
SU829246A1 |
| Способ многоклетевой прокатки | 1986 |
|
SU1338909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1992 |
|
RU2028845C1 |
Изобретение может быть использовано при продольной безоправочной прокатке труб на калибровочных и редукционных станах в трубопрокатном производстве. Цель - повышение производительности и снижение энергозатрат. У трубы, находящейся на линии редукционного стана, обрезают задний конец одновременно с обрезкой переднего конца одним диском трения параллельно перемещаемой следующей трубы. При этом отрезанные торцы разогреваются до температуры сварки и их совмещают, располагая трубы сооспо, без нарушения контакта с диском. После удаления диска производят сварку труб стыковкой торцов имеющих температуру сварки, с приложением к трубам осевого усилия сжатия. После снятия грата и в случае необходимости подогрева бесконечную трубную заготовку прокатывают. 6 ил. е (Л N5 00 4 О5 Ю со
Фиг,. 5
Фиг, 6
| Способ бесконечного редуцирования стальных бесшовных труб | 1958 |
|
SU119503A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
