1
(21)4218611/32-02
(22)04.01.87
(46) 23.06.89. Бюл. № 23
(71)Всесоюзньй научно-исследовательский и кокструкторско-технологи- ческий институт трубной промышпен- ности
(72)А.С. Коба, А.И. Довгаль,
А.И. Нечипоренко, 10.И. Пустовойчен- ко, А.Г. Ратнер, В.Я. Кармазин, И.З. Шифрин, С.И. Ивченков, В.К. Кисиль, А,А. Семичев,
М.Б. Милич и В.П. Мазунин
(53)621.774.72 (088.8)
(56)Заявка ФРГ № 2450224, кл. В 21 В 17/14, 1976.
Патент СССР № 462326,/ кл. В 21 В 17/14, 1967.
(54)СПОСОБ РЕДУЦИРОВАНИЯ ТРУБ С НАТЯЖЕНИЕМ
(57)Изобретение относится к обработке металлов давлением и может
быть использовано на редукционных или калибровочных станах при ной прокатке труб. Цель изобретения с нижение себестоимости труб. Редуцирование труб осуществляют в стане с индивидуальным приводом клетей. Деформацию заготовки производят в ряде последовательно уменьшающихся валковых калибров. Число оборотов валков первых четырех калибров в процессе прокатки изменяют соответ- , ственно отклонению от заданного значения толщины стенки заготовки, которую непрерывно замеряют. Число оборотов валков уменьшают при отклонении толщины стенки заготовки от заданного значения в плюс и увеличивают при отклонении толщины стенки заготовки от заданного значения в минус. На каждый процент отклонения толщины стенки число оборотов валков изменяют на 2-10%. 1 табл.
i
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки редукционно-растяжного стана | 1979 |
|
SU997864A1 |
| Способ редуцирования труб с натяжением | 1980 |
|
SU908433A1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| Способ прокатки труб на редукционном стане и технологический инструмент для его осуществления | 1988 |
|
SU1523201A1 |
| Способ бесконечной безоправочной прокатки труб с натяжением | 1975 |
|
SU602246A1 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
| Способ прокатки труб на редукционном стане с натяжением | 1967 |
|
SU462326A3 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Способ прокатки труб на редукционном стане | 1972 |
|
SU486819A1 |
Изобретение относится к обработке металлов давлением и может быть использовано на редукционных или калибровочных станах при поштучной прокатке труб. Цель изобретения - снижение себестоимости труб. Редуцирование труб осуществляют в стане с индивидуальным приводом клетей. Деформацию заготовки производят в ряде последовательно уменьшающихся валковых калибров. Число оборотов валков первых четырех калибров в процессе прокатки изменяют соответственно отклонению от заданного значения толщины стенки заготовки, которую непрерывно замеряют. Число оборотов валков уменьшают при отклонении толщины стенки заготовки от заданного значения в плюс и увеличивают при отклонении толщины стенки заготовки от заданного значения в минус. На каждый процент отклонения толщины стенки число оборотов валков изменяют на 2-10%.1 табл.
Изобретение относится к обработке металлов давлением и может быть использовано на редукционных или калибровочных станах при поштучной прокатке труб.
Цель изобретения - снижение себестоимости труб. ,
Прокатку труб осуществляют в непрерывном безоправочном стане с индивидуальным приводом клетей. Заготовку подвергают деформации в ряде последовательно уменьшающихся валковых калибров.Число оборотов валков в процессе прокатки изменяют соответственно отклонению от заданного
значения толщины стенки заготовки jTOJibKo в нескольких первых (от одного до четырех) калибрах, уменьшая их при отклонении толщины стенки заготовки в плюс (выще заданного значения) и увеличивая в случае отклонения толщины стенки заготовки в минус (ниже заданного значения). При этом на каждый процент отклонения толщины стенки заготовки от заданного значения число оборотов валков изменяют на 2-10%.
Возможность требуемого изменения толщины стенки редуцируемых (калибруемых) труб за счет изменения
4
00 00
о 4;
4;:.
числа оборотов валков только нескольких первых калибров установлена расчетным и экспериментальным путями.
На практике отклонение средней в сечении толщины стенки заготовки от заданного значения находится в пределах от 0,10 до 0,50 мм практически для всего диапазона толщин стенок редуцируемых труб (меньшие значения отклонения относятся к меньщим толщинам стенки).
Для иллюстрации возможности управления изменением средней в сечении толщины стенки в указанных пределах путем регулирования частот вращения валков нескольких (одного-четырех) первых калибров проводят моделирование процесса редуцирования с помощью
ЭВМ применительно.к прокатке насосно- 20 мальком изменении числа оборотов
валков (на 8 об/мин) изменение ко нечной толщины стенки составляет 0,52 мм.
компрессорных труб номинальных размеров 73it5,5 мм из исходной заготовки черновой трубы 130i 6 мм по используемому в настоящее время режиму на двухвалковом редукционном стане трубопрокатного агрегата (ТПА) 140.
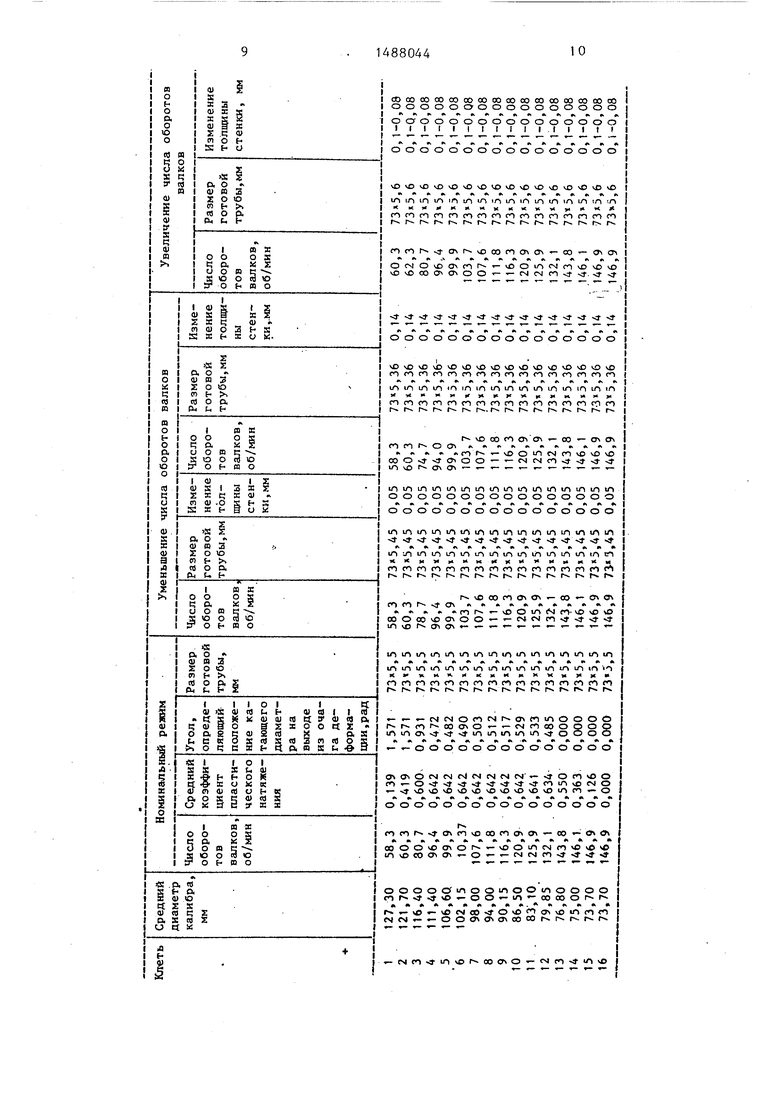
Основные технологические параметры, характеризующие режим редуцирования труб (1 ,,5 мм на ТПА 140), приведены в таблице.
Как следует из таблицы, в первьгх двух калибрах угол, определяющий положение катающего диаметра, равен 1,57, что свидетельствует о полном проволакивании трубы. Поэтому уменьшение чисел оборотов их валков приводит к еще большему проволахсиванию, и трубе не сообщаются при этом дополнительные растягивающие усилия, т.е. не происходит изменения толщины стенки. Наоборот, увеличение числа оборотов валков первьгх двух калибро в выводит их из режима полного проволакивания, приводит к уменьшению натяжения в стане и к увеличению конеч- ной толщины стенки.
Для уменьшения толщины стенки снижают при моделировании число оборотов валков третьего калибра (который, обладает запасом тормозных усилий) на 2,4,6 и 8 об/мин, а для увеличения ее повышают число оборотов перво- го и второго калибров на 2,4,6 и 8 об/мин. Уменьшение числа оборотов валков третьего калибра на каждые 2 об/мин приводит к уменьшению толши- ны стенки трубы на 0,05 мм, а увеличение числа оборотов валков первого
и второго калибров на 2 об/мин - к увеличению ее на 0,09 мм.
При моделировании процесса прокат- ки труб по марщруту 1 30 , мм с малым натяжением установлено , что проволакивания трубы в первых калибрах нет.
В этом случае изменяют числа обоQ ротов валков первых двух калибров, уменьщая и увеличивая их на 2,4,6 и 8 об/мин относительно номинальных значений. Изменение числа оборотов валков этих калибров на 2 об/мин ,.
5 приводит к изменению конечной толщины стенки на 0,13 мм.,Уменьшение чисел оборотов приводит к уменьшению конечной толщины стенки, а увеличение - к возрастанию ее. При макси мальком изменении числа оборотов
валков (на 8 об/мин) изменение конечной толщины стенки составляет 0,52 мм.
5
0
5
Для экспериментальной проверки результатов моделирования на редукционном стане ТПА 140 прокатывают трубы 1 ,,0 мм с малым натяжением. Прокатку труб осуществляют на пяти скоростных режимах.Первый режим соответствует номинальному, а каждый следуюш;ий отличается от него тем, что число оборотов валков первого и второго калибров уменьща- ют на 2,4,6 и 8 об/мин и не изменяют в течение всего времени прокатки трубы. На каждом из режимов прокатывают по 4-5 труб. При прокатке фиксируют длину труб до и после реду- 0 цирования для определения коэффициентов вытяжки. При прокатке труб, на каждом из режимов достигают приращение коэффициентов вытяжки труб. Пересчет конечной толщины стенки через коэффициент -вытяжки свидетельствует, что уменьшение числа оборотов валков первого и второго калибров на 2.об/мин приводит.к уменьшению конечной толщины стенки на 0,11-0,14 мм. Это подтверждает практическую возможность управления изменением конечной толщины стенки в необходимых пределах путем изменения числа оборотов валков первых калибров.
Количество калибров, а также приращение чисел оборотов валков, необходимое для изменения толщины стенки на требуемую величину, зависит от
5
5
общей и частных деформаций, размеро труб, величины натяжения, количеств валков образующих калибр и характера распределения по калиб.рам номинальных чисел оборотов валков. Определяется оно расчетным путем с использованием методики, по которой осуществляют моделирование процесса редуцирования труб.
При частной деформации по диаметру в калибре не менее 3% и отношении площади опережения к площади отставания. 0,6-1,0 достаточно одного калибра для изменения не менее,чем на О,1 мм толщины стенки редуцированных труб всего сложившегося на практике сортамента.
В том случае, когда 2-3 первых калибра работают в режиме,- близком к полному проволакиванию трубы в калибре, необходимое для практики изменение стенки можно осуществить с помощью четырех калибров. Применят большее количество калибров не требуется, так как указанньй диапазон изменения толщины стенки по длине труб-заготовок перед станом находится в пределах 0,10-0,50 мм и может быть полностью.компенсирован изменением чисел оборотов валков только в первых четьфех калибрах.
Величина приращения чисел оборотов валков первых калибров, .требуемая для изменения толщины стенки на один процент, зависит в основном от о.б- щей и частных деформаций в стане.
Если общая деформация трубы по диаметру (при имеющих место на практике частных деформациях) составляет не менее 50%, достаточно изменить число оборотов валков первых калибров примерно на 2%, а если общая деформация менее 15%, то на 10%.
Из приведенных расчетов и исследований следует, что для предотвращения отклонений толщины стенки готовых труб от заданного значения при увеличении толщины стенки трубы-заготовки на каждый процент число оборотов следует уменьшить на 2-10%, а при уменьшении толщины стенки трубы-заготовки число оборотов необходимо увеличивать.
Для осуществления прокатки труб по предлагаемому способу необходимо использование следуюиц х устройств: измерителя толщины стенки по длине
10
15
0
трубы-заготовки, устройства хранения информации о толщине стенки заготовки в функции длины трубы и выработки команд управления (например, программируемые контролеры), блок связи с электроприводами первых че- тьгрех клетей, датчиков положения трубы на входной стороне стана и в зоне первых четырех клетей.
Прокатку труб по предлагаемому способу осуществляют следующим образом.
После прокатки черновую трубу нагревают в подогревательной печи, после чего она поступает к редукционному стану.
До входа трубы в стан ведут непрерывный замер толщины стенки в функции длины трубы с помощью автоматического устройства контроля толщины стенки и измерителя длины.
Отклонение толщины стенки от заданного значения в функции длины 5 трубы-заготовки вводится в устройство управления.
Перед подходом переднего конца трубы к первому калибру по команде датчика положения трубы блок управления вьщает сигнал на формирование величины изменения напряжения возбуждения двигателей для управления изменением частоты вращения двигателей (числа бборотов валков) одного или нескольких первых калибров стана.
С определенной задержкой времени блок управления осуществляет уменьшение или увеличение числа оборотов валков первых калибров на величину, определяемую отклонением толщины стенки трубы-заготовки от заданного значения.
В последующих калибрах стана осу- 5 ществляется редуцирование трубы-с натяжением без изменения в процессе прокатки числа оборотов валков. В конечном итоге на выходе из редукционного стана труба имеет более равномерную по длине толщину стенки,
Сравнение результатов моделирования процесса редуцирования труб одних размеров по предлагаемому и известному способам показывает,что g в первом обеспечивается более высокая точность труб за счет снижения их продольной разностенности с 0,45 до 0,20 мм, т.е. на 55,6%. Это достигается компенсацией ее линейной
0
5
0
0
и высокочастотной составляющих.Кроме того, создается возможность для редуцирования труб в поле минусовьпс допусков, благодаря чему достигается экономия металла, снижается стоимость труб. Формула изобретения
Способ редуцирования труб с натяжением, включающий деформацию заготовки в ряде последовательно уменьшающихся по периметру валковых калибров и изменение числа оборотов
валков в процессе прокатки в зависимости от отклонения от заданного значения толщины стенки заготовки, постоянно замеряемой на входе, о т- личающийся тем, что, с целью снижения себестоимости труб, изменение числа оборотов валков осуществляют в первых четырех калибрах, с увеличением на 2-10% на каждый процент отклонения толщины стенки заготовки в минус и с уменьшением при отклонении толщины стенки заготовки в плюс.
