Изобретение относится к металлургии, а именно к разливке металла в изложницы.
Цель изобретения - повышение срока службы изложниц и облегчение извлечения из них слитков путем самопроизвольного разрушения участка литниковой системы.
На фиг. 1 показана литниковая система, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 1.
Литниковая система набрана в пазах поддона 1 из сифонных кирпичей, обра- зуюш,их пролетный 2 и концевой 3 участки металлоподводящего канала 4. В промежуточном участке 5 выполнены продольные пазы 6. В поперечном сечении оси симметрии продольных пазов совмещены с направленным от центра к нижнему основанию поддона полудиагоналями сифонного кирпича.
Указанное размещение пазов относитель- но диагоналей сифонного кирпича приводит к минимальному уменьшению его прочности, не допускается его разрушение и уход металла при разливке. Кроме того, это размещение пазов наиболее удобно для их выполнения.
Размещение пазов в нижней части сифонного кирпича обусловлено тем, что вследствие усадки пазы, расположенные в верхней части кирпича, оказались бы заполнены не полностью и достаточные для трещи- нообразования напряжения не возникли бы.
Отношение глубины и ширины пазов к диаметру канала соответственно 0,18-0,22 и 0,20-0,28. При размерах паза меньше нижнего значения не обеспечивается напряжение в основном сечении, при котором возникают горячие трещины. Сверху размеры пазов ограничиваются конструктивными пределами и обеспечением достаточной прочности самого кирпича.
Выбор места разрыва металла, заполнившего литниковую систему, обусловлен тем, что пролетный сифон с косым стыком полностью расположен под телом слитка. Остальные сифоны, также расположенные полностью под телом слитка, имеют более сложную конфигурацию металлоподводяще- го канала.
Устройство работает следующим образом.
Металл, заливаемый в литниковую систему, заполняет металлоподводящий канал 4
и продольные пазы 6. Металл в пазах застывает и охлаждается быстрее, чем в основном сечении канала. При этом, возникающие в основном сечении термические напряжения, приводят к образованию горячих трещин, снижающих прочность закристаллизовавшегося металла литниковой системы и облегчающих извлечение слитка из изложницы.
В индукционной печи проведены выплавка коррозионно-стойкой стали и разливка
ее в литниковые системы для сифонной отливки слитков, состоящих из сифонных кирпичей, образующих металлоподводящий канал круглого сечения и имеющих в пролетном сифоне с косым стыком продольные пазы.
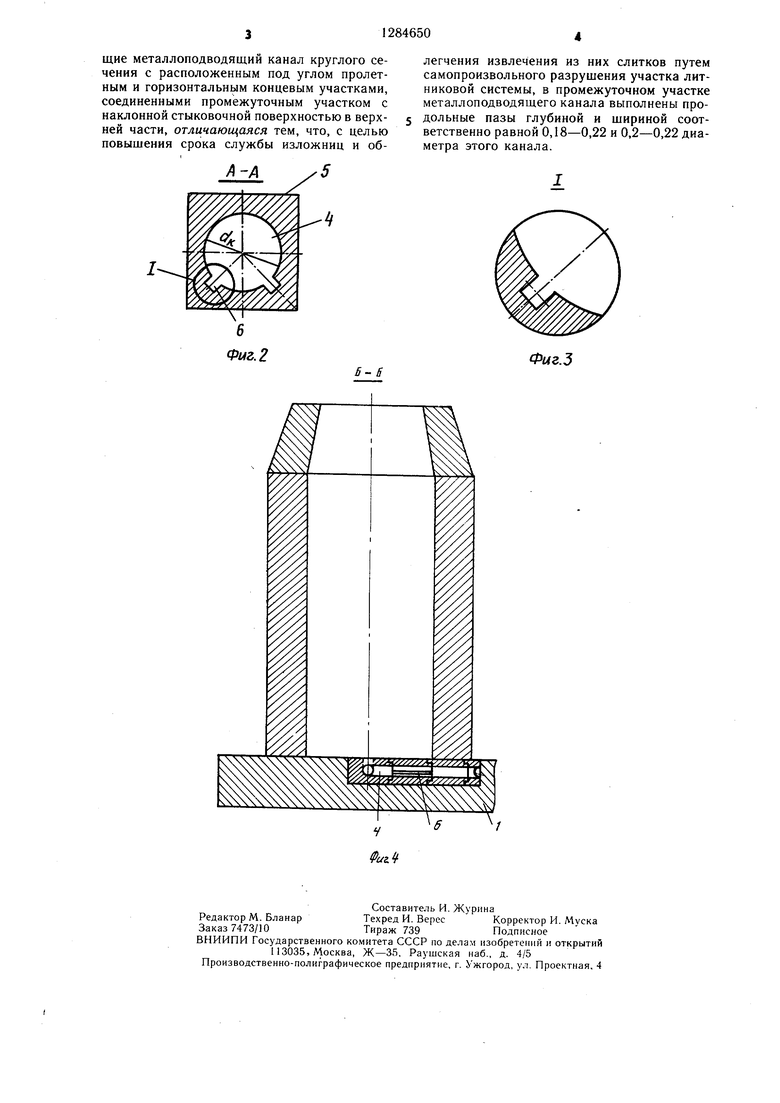
Данные, полученные в результате испытаний, приведены в таблице.
5
0
0
0,20
0,22 0,23 0,20
0,20
0,20
0,20
0,22
0,22 0,22 0,18
0,19
0,22
0,23
60% его се- 1ения, легко разрушается
Сквозная трещина попереч- }1ого сечения
То же
По углам трещина
Целый, трещи- Целый на в приливе
Трещина на - - 50-60% его сечения, легко разрушается
Сквозная тре- - - щина поперечного сечения
Целый -
Как следует из таблицы, глубина паза, равная 0,17 диаметра канала, недостаточна для обеспечения саморазрущения литника, а при глубине паза размером 0,23 диаметра канала вместе с литником разрушается сифонный кирпич. Ширина литника, равная 0,18 диаметра канала, не обеспечивает саморазрущения литника вследствие недостаточной прочности прилива, а при ширине паза, равной 0,23 диаметра;Литник не разрушается из-за малого перепада температур.
Глубина паза в пределах 0,18-0,22 диаметра канала и ширина паза в пределах 0,19-0,22 диаметра канала обеспечивают условия, способствующие появлению термических трещин, разупрочнению и саморазрушению литника.
- Таким образом, извлекаемый слиток легко отделяется от литниковой системы, что обеспечивает уменьшение износа изложницы и увеличение срока ее службы на 10-15%.
Формула изобретения
Литниковая система для сифонной отливки слитков, содержащая размещенные в пазах поддона сифонные кирпичи, образующие металлоподводящий канал круглого сечения с расположенным под углом пролетным и горизонтальным концевым участками, соединенными промежуточным участком с наклонной стыковочной поверхностью в верхней части, отличающаяся тем, что, с целью повышения срока службы изложниц и облегчения извлечения из них слитков путем самопроизвольного разрушения участка литниковой системы, в промежуточном участке металлоподводящего канала выполнены продольные пазы глубиной и шириной соответственно равной 0,18-0,22 и 0,2-0,22 диаметра этого канала.
Фиг. 5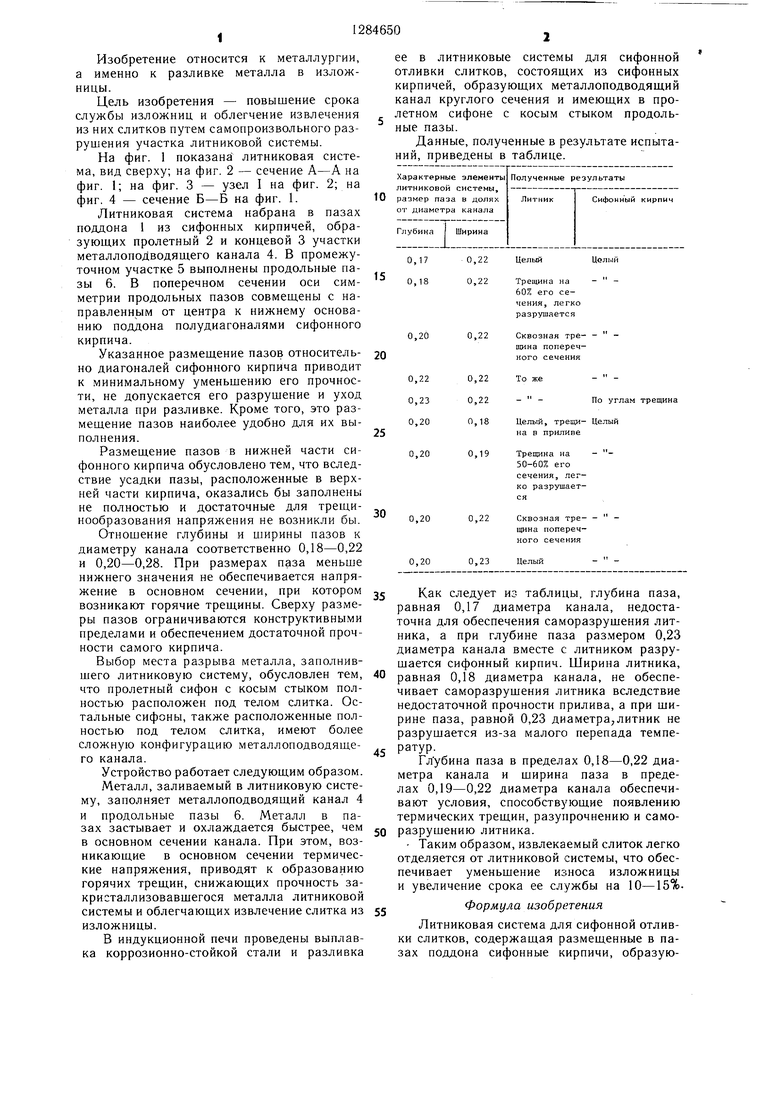
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для сифонной отливки слитков | 1988 |
|
SU1616762A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА В ИЗЛОЖНИЦЫ И ФОРМЫ | 1991 |
|
RU2020032C1 |
| Двойной поддон для сифонной разливки стали | 1936 |
|
SU51626A1 |
| Способ изготовления футеровки | 1976 |
|
SU574274A1 |
| Устройство для сифонной разливки стали | 1988 |
|
SU1662742A1 |
| Устройство для сифонной разливки стали | 1990 |
|
SU1740116A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| Устройство для сифонной разливки стали | 1990 |
|
SU1770043A1 |
| Поддон для сифонной разливки металла | 1983 |
|
SU1126361A1 |
Изобретение относится к области металлургии, к разливке металла в изложницы. Цель изобретения - повышение срока службы изложниц и облегчение извлечения из ни.х слитков путем самопроизвольного разрушения участка литниковой системы. Литниковая система включает размещенные в паза: но;1дона 1 сифонные кирпичи, образующие пролетный 2, концевой 3 и промежуточный участок 5 металлопод- водя дего канала 4. В иромежуточиом участке .а таллоподв()дяп1его канала 4 выполнены продольные пазы 6 глубиной и шириной соответственно 0,18-0,22 и 0,2-0,22 диаметра этого канала. Металл в пазах застывает и охлаждается быстрее, чем в основном сечении канала. Извлекаемый слиток легко отделяется от литниковой системы, что обеспечивает уменьшение износа из- ложпипы и увеличение срока ее службы на 10-15%. 1 табл., 4 ил. so L ТТТг ч 7 3 to 00 4 О5 СП О г 7 3 . i Фиг.1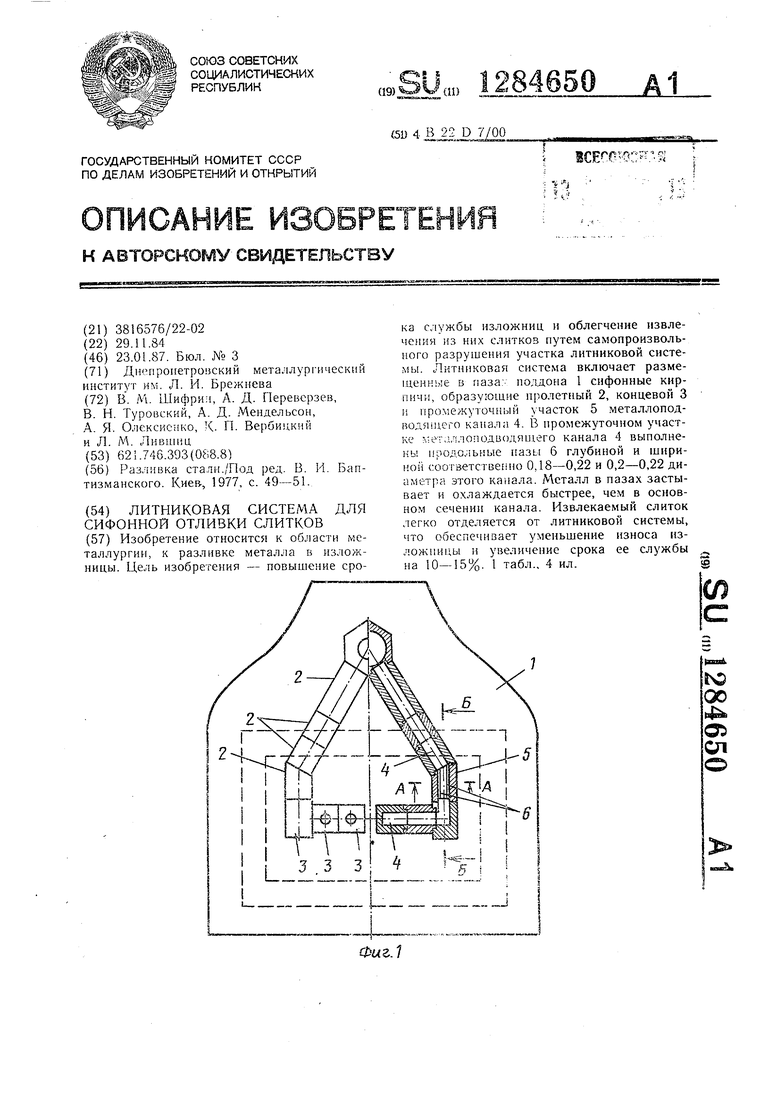
Составитель И. Журнна
Редактор М. БланарТехред И. ВересКорректор И. Муска
Заказ 7473/10Тираж 739Подписное
ВНИИПИ Государственного комитета СССР по делам изобретеппй н открытий
113035, Москва, Ж-35. Раушская наб., д. 4/5 Производственно-полиграфнческое предприятие, г. Ужгород, ул. Проектная, 4
| азливка стали./Под ред | |||
| В | |||
| И | |||
| Бап- тизманского | |||
| Киев-, 1977, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
