Изобретение относится к металлургии в области непрерывного литья и может быть использовано при отливке полых заготовок.
Цель изобретения - повышение стабильности процесса литья.
На чертеже изображено устройство для непрерывного литья полых заготовок.
Устройство содержит корпус 1, на котором расположена несущая рама 2, наружный кристаллизатор 3, внутренний кристалне соответствует тем силам трения, которые заложены в упругих элементах.
При замедленной усадке заготовки пружины развивают постоянно заданное усилие, а заготовка вследствие замедленной усадки создает усилие трения ниже первоначального уровня дорна, что позволяет ему опускаться глубже на нужное расстояние за один цикл качания. В дальнейшем , если усилие не стабилизируется, дорн при кажлизатор (дорн) 4, стакан 5, несущий дорн 4, ю дом цикле качания опускается на нужную глу- упругие элементы 6, направляющий ста-бину, таким образом увеличивается площадь
кан 7, храповик 8, стопор 9, систему 10
возвратно-поступательного перемещения стопора, разливочную воронку 11, слиток 12, затравку 13 и механизм 14 возвратно- поступательного перемещения.
Предлагаемый способ осуществляют следующим образом.
Перед разливкой в полость, образованную наружным и внутренним кристаллиза- торами 3 и 4, вводят затравку 13, с помощью которой сжимают пружины упругих элементов до заданной величины. При этом между стаканами 5 и 7 образуется технологический зазор, позволяющий дорну при необходимости в процессе литья изменять
15
контакта, в результате чего заготовка охлаждается интенсивнее и процесс литья стабилизируется. Необходимым условием при этом является то, что скорость передвижения дорна и кристаллизатора при качании должна опережать скорость вытягивания слитка.
При ускоренной усадке заготовки усилие трения между дорном и заготовкой уже на 20 меньшей глубине компенсирует усилие пружин и дорн опускается в полость заготовки на меньшую глубину. Следовательно, в данном случае необходимо уменьшить плошадь контакта дорна и заготовки и соответственно интенсивность охлаждения завеличину площади контакта с заготовкой, 25 готовки. При этом, в отличие от опи- причем скорость изменения величины пло-санного, когда нужную площадь контакта
щади контакта регулируется частотой и (или) амплитудой возвратно-поступательного движения кристаллизатора и дорна.
После достижения уровнем металла заданной высоты начинают вытягивание слитка с одновременным включением механизма возвратно-поступательного движения 14. В начальный момент усилие срыва велико, но несмотря на зазор между стаканами 5 и 7, благодаря стопору 9, который плотно прижимается к храповику 8, обеспечивают синхронное перемещение кристаллизатора 3 и дорна 4. В дальнейшем при каждом цикле качания, когда кристаллизатор и дорн перемещаются вверх, стопор 9 находится в прижатом состоянии, 40 что и обеспечивает их синхронное перемещение.
В момент движения кристаллизатора 3 и дорна 4 вниз при обратном такте качания система 10 возвратно-поступательного
перемещения стопора выводит стопор 9 из 45 певает пройти большее расстояние, в ре- зацепления с зубьями храповика 8. Следова- зультате чего зазор между стаканами 5 и 7
увеличивается быстрее, т. е. контактная площадь сокращается быстрее. По мере
30
35
устанавливают за один цикл качания, в данном случае изменение глубины опускания дорна ограничено. На каждом цикле качания устройство позволяет уменьшить площадь контакта на величину h-hi, где h - ход кристпллизатора, а hi - ход слитка за время опускания кристаллизатора.
С целью более оперативного изменения площади контакта частоту качания временно до стабилизации процесса увеличивают до максимально допустимого значения (или же, если конструкция механизма позволяет, увеличивают амплитуду возвратно-поступательного движения при постоянной частоте). Независимо от частоты и амплитуды качания при увеличении усилий трения между дорном и заготовкой выше допустимого дорн при опускании кристаллизатора перемещается вместе с заготовкой, а наружный кристаллизатор за единицу времени устельно, пружины упругих .элементов освобождаются и имеют возможность развить в вертикальном направлении усилие, соответствующее заранее установленному оптимальному значению сил трения между дорном и заготовкой.
При аварийной ситуации, когда по какой- либо причине (химический состав и температура металла, интенсивность охлаждения заготовки) нарушаются основные технологические параметры, усадка заготовки происходит с различной интенсивностью, а величина площади контакта дорна и заготовки
50
55
уменьшения контактной площади дорна интенсивность охлаждения резко уменьщается, усадка заготовки происходит медленнее, вследствие чего уменьшаются усилия вытягивания. В результате дорн прекращает перемещение вверх, а в дальнейшем начинает опускаться вниз, до своего первоначального уровня. Как только величина площади контакта достигает оптимального значения, на что указывает положение стопора 9 относительно зубьев храповика 8, часне соответствует тем силам трения, которые заложены в упругих элементах.
При замедленной усадке заготовки пружины развивают постоянно заданное усилие, а заготовка вследствие замедленной усадки создает усилие трения ниже первоначального уровня дорна, что позволяет ему опускаться глубже на нужное расстояние за один цикл качания. В дальнейшем , если усилие не стабилизируется, дорн при каж дом цикле качания опускается на нужную глу- бину, таким образом увеличивается площадь
0
5 певает пройти большее расстояние, в ре- зультате чего зазор между стаканами 5 и 7
0
5
устанавливают за один цикл качания, в данном случае изменение глубины опускания дорна ограничено. На каждом цикле качания устройство позволяет уменьшить площадь контакта на величину h-hi, где h - ход кристпллизатора, а hi - ход слитка за время опускания кристаллизатора.
С целью более оперативного изменения площади контакта частоту качания временно до стабилизации процесса увеличивают до максимально допустимого значения (или же, если конструкция механизма позволяет, увеличивают амплитуду возвратно-поступательного движения при постоянной частоте). Независимо от частоты и амплитуды качания при увеличении усилий трения между дорном и заготовкой выше допустимого дорн при опускании кристаллизатора перемещается вместе с заготовкой, а наружный кристаллизатор за единицу времени ус
уменьшения контактной площади дорна интенсивность охлаждения резко уменьщается, садка заготовки происходит медленнее, вследствие чего уменьшаются усилия вытягивания. В результате дорн прекращает перемещение вверх, а в дальнейшем начинает опускаться вниз, до своего первоначального уровня. Как только величина площади контакта достигает оптимального значения, на что указывает положение стопора 9 относительно зубьев храповика 8, часtory качания уменьшают до рабочего значения и процесс литья стабилизируется.
Предлагаемые способ и устройство позволяют регулировать величину площади контакта дориа и заготовки непосредственно в процессе литья в зависимости от силы трения между полостью заготовки и дор- ном, что позволяет предотвратить охваты- вание дорна металлом и повысить стабильность процесса литья.
Формула изобретения
I. Способ непрерывного литья полых заготовок, включающий подачу расплава в кольцевой зазор между кристаллизатором и дорном, совершающими возвратно-поступательное движение, и вытягивание заготовки, отличающийся тем, что, с целью
Составитель В. Сирота
Техред И. ВересКорректор С. Черни
Тираж. 739Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
повышения стабильности процесса литья, изменяют величину площади контакта дорна и заготовки, причем скорость изменения величины площади контакта регулируют частотой и (или) амплитудой возвратно-поступательного движения.
2. Устройство для непрерывного литья полых заготовок, содержащее кристаллизатор, дорн, механизм их возвратно-поступательного движения и тянущую клеть, отличающееся тем, что, с целью повышения стабильности процесса литья, оно снабжено механизмом дополнительного перемещения дориа.
3. Устройство по п. 2, отличающееся тем, что механизм дополнительного перемещения дорна выполнен в виде направляющего стакана, упругого элемента и храповика, закрепленных на дорне, и стопора установленного на кристаллизаторе.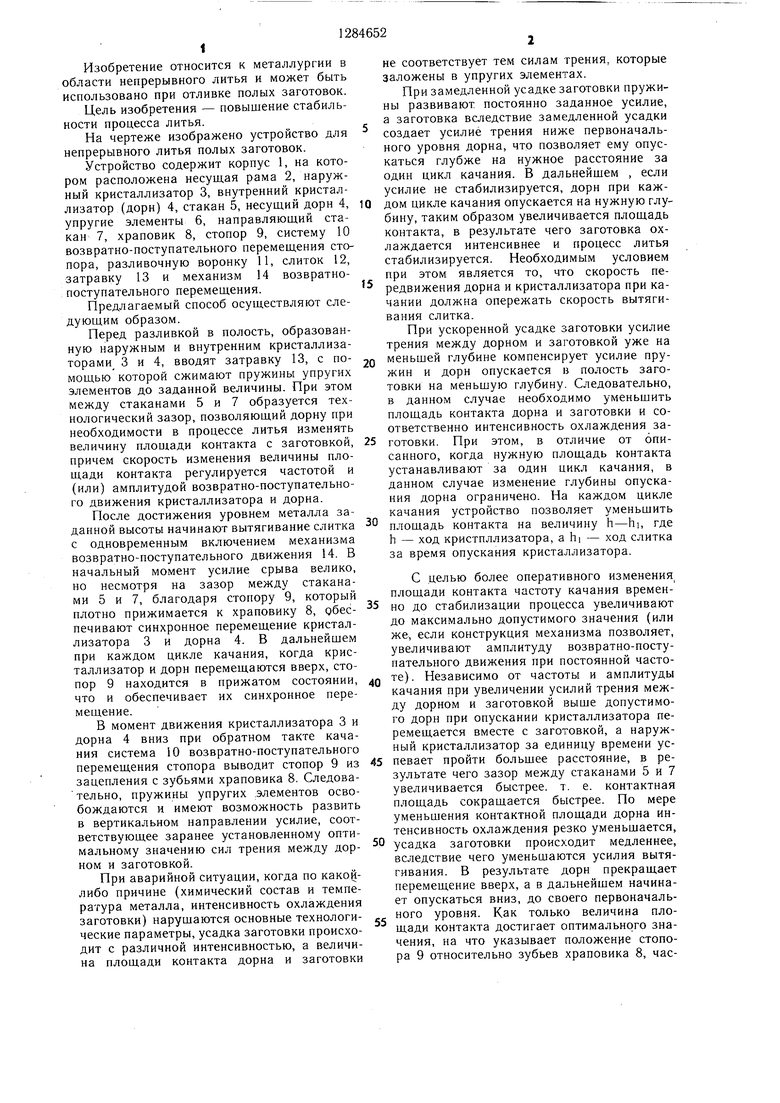
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВКИ С МАЛЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2426621C1 |
| Способ определения усадки полых слитков из металлов и сплавов | 1984 |
|
SU1271636A1 |
| Способ непрерывного горизонтального литья чугунных полых заготовок | 1985 |
|
SU1292908A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2378083C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2378084C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2063296C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2700979C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОДАЧИ ПОРОШКООБРАЗНЫХ И ГРАНУЛИРОВАННЫХ МАТЕРИАЛОВ В КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2514745C2 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
Изобретение относится к металлургии в области непрерывного литья и может быть использовано при отливке полых заготовок. Цель изобретения - повышение стабильности литья, которая достигается за счет регулирования площади контакта дор- на и заготовки в процессе литья. Устройство содержит кристаллизатор 3, дорн 4, механизм их возвратно-поступательного движения 14, а также механизм дополнительного перемещения дорна, выполненный в виде направляющего стакана 5, упругого элемента 6 и храповика 8, закрепленных на дорне 4, и стопора 9, установленного на кристаллизаторе 3. В процессе литья полых заготовок изменяют величину площади контакта дорна 4 и заготовки 13, при этом скорость ее изменения регулируют частотой и (или) амплитудой возвратно-поступательного движения дорна 4 и кристаллизатора 3. 2 с. и 1 з. п. ф-лы, 1 ил. с (Л N5 00 « О5 сл ю 
| Баранов О | |||
| А | |||
| и др | |||
| Непрерывное литье чугуна | |||
| - М.: Металлургия, 1968, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Устройство для непрерывного литья полых слитков | 1980 |
|
SU944763A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
