11
Изобретение относится к металлургии, а именно к непрерывному литью, и предназначено для получения чугу- ных полых заготовок на горизонтальных машинах непрерывного литья.
Цель изобретения - обеспечение стабильности процесса.
На фиг.1-4 показаны устройство н схема получения полых заготовок непрерывным методом по-предлагаемому способу.
Устройство состоит из водоохлаж- даемого кристаллизатора 1, формирующего наружную полость 2 отливки, совершающего продольные возвратно-пос тупательные движения дорна 3, который формирует внутреннюю полость отливки и металлоприемника 4, позвоххяю щего регулировать температурный режим металла и фронта кристаллизации полой заготовки.
Положение конического дорна 3 перед началом очередного цикла вытягивания заготовки 2 представлено на фиг.1. В этот период заготовка обжимает дорн, что затрудняет вытягивание ее из кристаллизатора 1. Кроме
,
того, вытягивание ее в период, когда металл имеет низкие прочностные свойства, может привести к надрывам и образованию трещин.
На фиг.2 изображено начало очередного цикла вытягивания. В это время конический дорн смещен в крайнее левое положение для создания зазора (8), обеспечивающего свободную усадку заготовки. Положение заготовки с фронтом кристаллизации 5 после очередного
При уменьшении величины смещения дорна менее чем на 0,03 или увеличения более чем на 0,12 внутреннего диаметра заготовки не достигается компенсация возникающих напряжений в полой заготовке. При этом усилия вытягивания заготовки из кристаллизато ра увеличиваются и появляется опасность прорыва жидкого металла в полость заготовки. Вытягивание заготов ки из кристаллизатора и смещение дор на в противоположную сторону произво дят при 1073-1373 К, т.е..при температурах, когда в чугуне развиваются пластические деформации, разгружающие отливку от напряжений. Движение дорна при температуре более 1373 К ведет к разрув1ению сплошности полой заготовки, при этом также возможны прорывы жидкого чугуна через внутрен нюю поверхность заготовки, а при более низких температурах, чем 1073 К, пластические свойства чугуна снижаются, металл начинает переходить в упругое состояние. Это способствует появлению напряжений в заготовке и затруднению вытягивания ее из крис- 35 таллизатора.
Возвращение, дорна в исходное положение к моменту окончания цикла вытягивания заготовки необходимо для расширения зоны кристаллизации и пре30
цикла вытягивания и дорна после воз- дотвращения прорывов жидкого чугуна
вращения его в исходное положение полость заготовки.
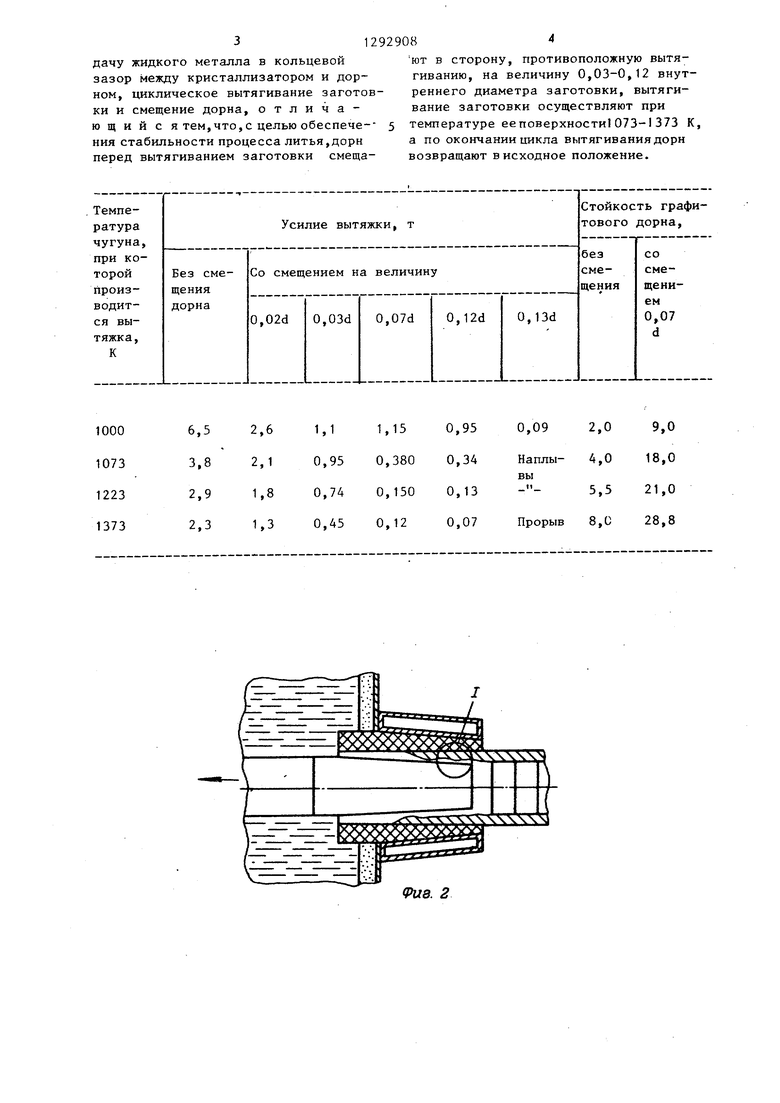
представлено на фиг.З. После очеред- Опережение цикла возврата дорна
может привести к устранению искусственного зазора, снижающего напряже- 45 ния в заготовке
ного цикла вытяжки фронт кристаллизации перемещается вдоль заготовки в- сторону металлоприемника.
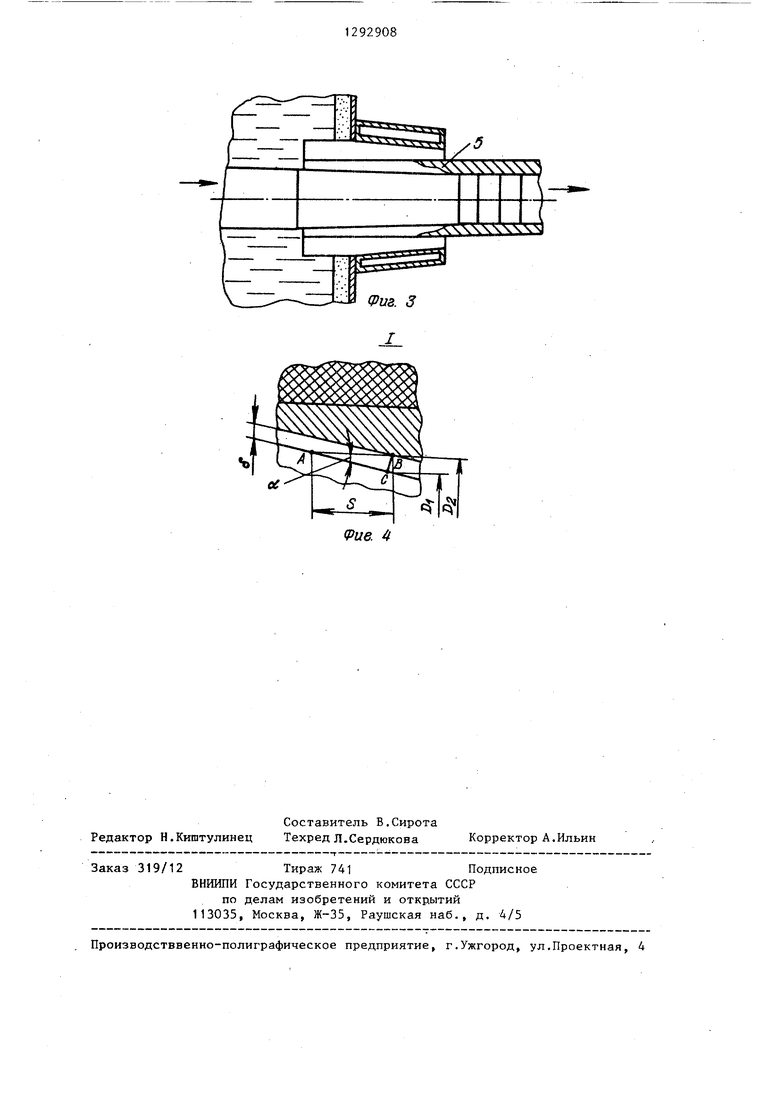
Для компенсации имеющего место при затвердевании напряжения или натяга необходимо обеспечить свободную усадку полой заготовки в радиальном направлении, т.е. необходимо сместить дорн, конусность которого 2-3°, в сторону, противоположную движению заготовки при вытяжке для создания зазора S (фиг.4). Для отливаемых полых заготовок величина зазора находится в пределах 0,15-0,4 мм.
Смещение дорна S определяется из треугольника ABC (фиг.4)
, или к разрушению дорна.
Сравнительные данные по отливке полых заготовок внутренним диаметром 120 мм из чугуна марки В460-2 при- 50 ведены в таблице.
Использование изобретения позво- ляеу повысить стабильность процесса литья путем снижения усилий вытягивания заготовки, предотвращения об- 55 рыва заготовки и разрушения дорна. Формула изобретения
Способ непрерывного литья чугунных полых заготовок, включающий поS
0
5
Для применяемых конусных дорнов величина смещения дорна находится в пределах величины 0,03-0,12 внутреннего диаметра заготовки.
При уменьшении величины смещения дорна менее чем на 0,03 или увеличения более чем на 0,12 внутреннего диаметра заготовки не достигается компенсация возникающих напряжений в полой заготовке. При этом усилия вытягивания заготовки из кристаллизатора увеличиваются и появляется опасность прорыва жидкого металла в полость заготовки. Вытягивание заготовки из кристаллизатора и смещение дорна в противоположную сторону производят при 1073-1373 К, т.е..при температурах, когда в чугуне развиваются пластические деформации, разгружающие отливку от напряжений. Движение дорна при температуре более 1373 К ведет к разрув1ению сплошности полой заготовки, при этом также возможны прорывы жидкого чугуна через внутреннюю поверхность заготовки, а при более низких температурах, чем 1073 К, пластические свойства чугуна снижаются, металл начинает переходить в упругое состояние. Это способствует появлению напряжений в заготовке и затруднению вытягивания ее из крис- 35 таллизатора.
Возвращение, дорна в исходное положение к моменту окончания цикла вытягивания заготовки необходимо для расширения зоны кристаллизации и пре5
0
дотвращения прорывов жидкого чугуна
может привести к устранению искусственного зазора, снижающего напряже- 45 ния в заготовке
, или к разрушению дорна.
Сравнительные данные по отливке полых заготовок внутренним диаметром 120 мм из чугуна марки В460-2 при- 50 ведены в таблице.
Использование изобретения позво- ляеу повысить стабильность процесса литья путем снижения усилий вытягивания заготовки, предотвращения об- 55 рыва заготовки и разрушения дорна. Формула изобретения
Способ непрерывного литья чугунных полых заготовок, включающий по312929084
дачу жидкого металла в кольцевой ют в сторону, противоположную вытязазор между кристаллизатором и дор-гиванию, на величину 0,03-0,12 внутном, циклическое вытягивание заготов-реннего диаметра заготовки, вытягики и смещение дорна, о т л и ч а -вание заготовки осуществляют при
ю щ и и с я тем,что,с целью обеспече- 5температуре ееповерхности1073-1 373 К,
ния стабильности процесса литья,дорна по окончании цикла вытягиваниядорн
перед вытягиванием заготовки смеща-возвращают в исходное положение.
PU8. 2
Pue. 4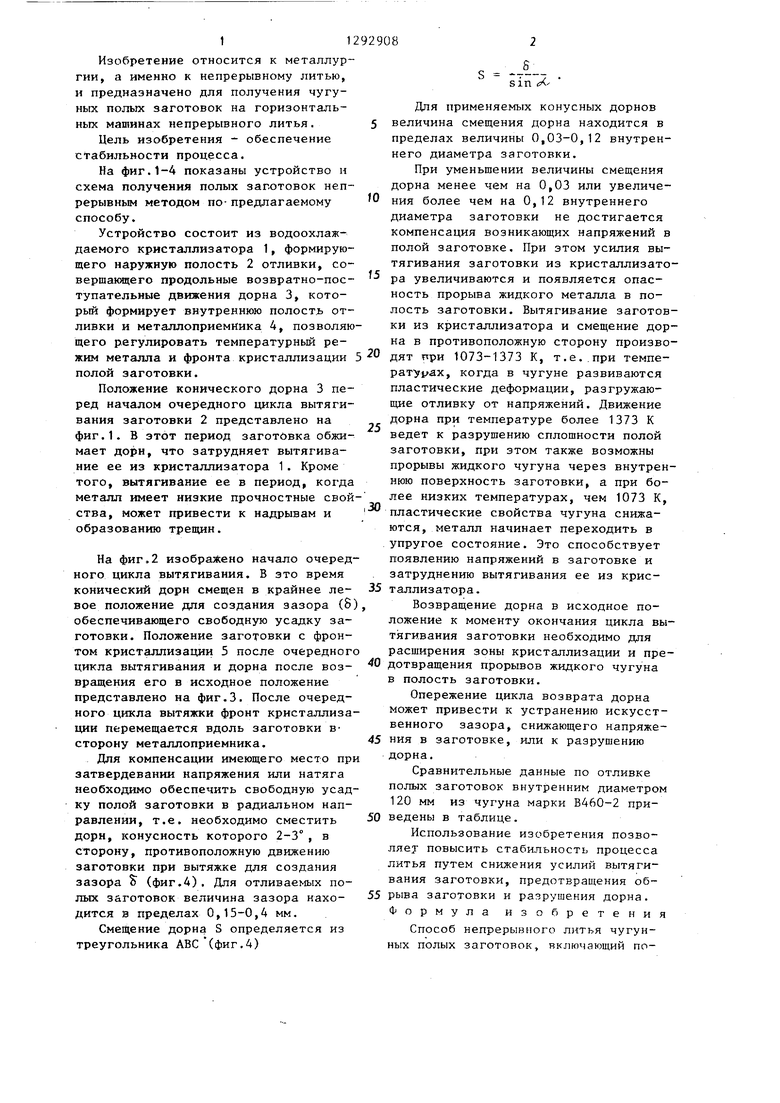
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| Способ непрерывного литья чугунных заготовок | 1981 |
|
SU996071A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| Способ непрерывного горизонтального литья чугунных трубных заготовок | 1981 |
|
SU954155A1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1400768A1 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
| Способ полунепрерывного литья полых заготовок | 1977 |
|
SU667321A1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
Изобретение относится к металлургии, к области непрерывного литья и предназначено для получения чугунных полых заготовок на горизонтальных машинах непрерывного литья. Целью изобретения является обеспечение стабильности процесса, которая достигается за счет снижения усилий вытягивания полой заготовки и повышения стойкости дорна. Для компенсации напряжений, возникающих при затвердевании заготовки, конический дорн 3 перед вытягиванием заготовки 2 смещают в сторону, противоположную вытягиванию, а вытягивание осуществляют при температуре поверхности заготовки 1073-1373 К. 1 табл., 4 ил. (Л иа 1
| Способ непрерывного литья полых заготовок | 1977 |
|
SU725787A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 916060, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
