выдержки и перемещения дорна 2 с одновременным измерением усилия трения датчиком 7. Повышение точности измерения достигается за счет определения усадки в процессе остывания слитка при различных температурах. 1 э.п. ф-лы, А ил.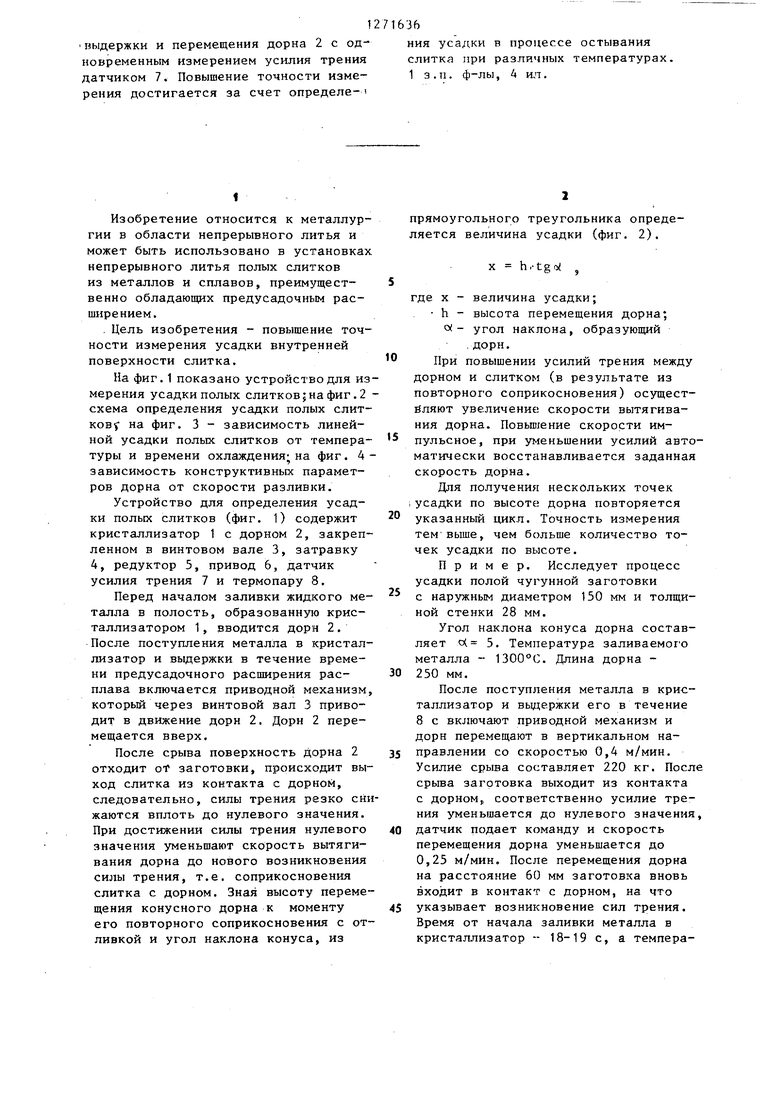
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых заготовок и устройство для его осуществления | 1984 |
|
SU1284652A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
Изобретение относится к металлургии и может быть использовано в установках непрерывного литья полых слитков из металлов и сплавов,- обладающих преимущественно предусадочным расширением. Цель изобретения - повышение точности измерения усадки внутренней поверхности слитка. Способ осуществляется путем подачи расплава в кристаллизатор 1 с дорном .2, (Л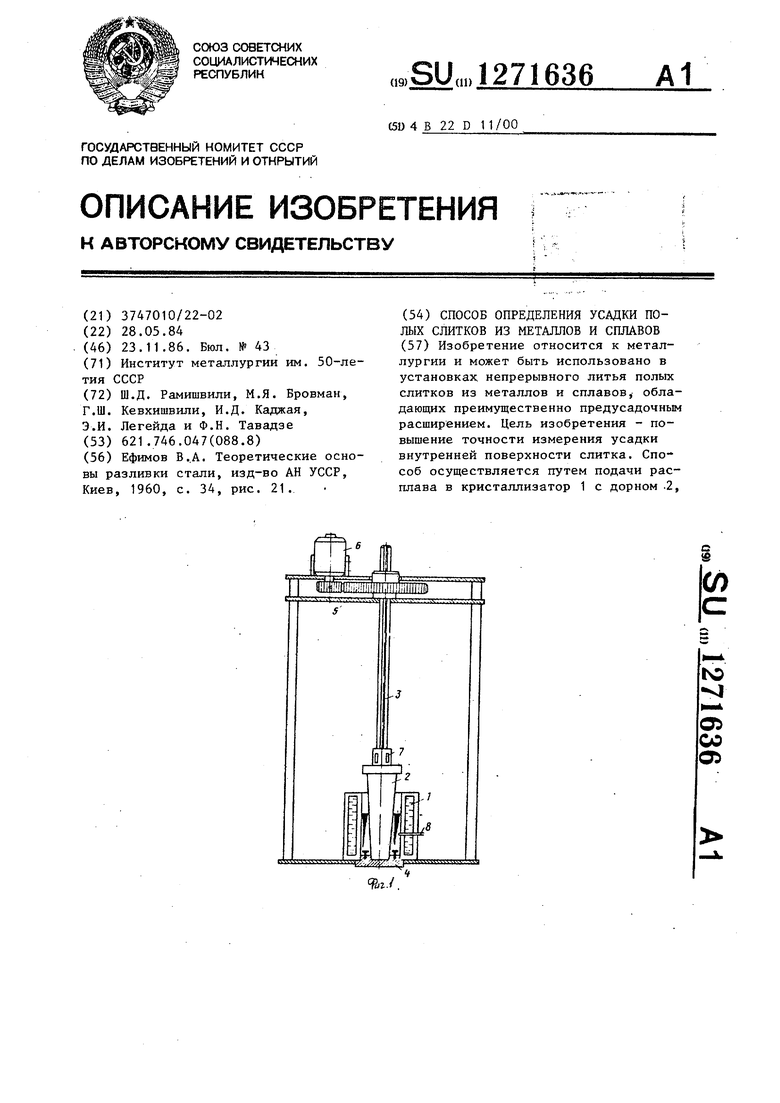
Изобретение относится к металлургии в области непрерывного литья и может быть использовано в установках непрерывного литья полых слитков из металлов и сплавов, преимущественно обладающих предусадочным расширением.
. Цель изобретения - повышение точности измерения усадки внутренней поверхности слитка.
На фиг. 1 показано устройство для измерения усадки полых слитков;на фиг. 2 схема определения усадки полых слитKOBf на фиг. 3 - зависимость линейной усадки полых слитков от температуры и времени охлаждения; на фиг. 4 зависимость конструктивньк параметров дорна от скорости разливки.
Устройство для определения усадки полых слитков (фиг. 1) содержит кристаллизатор 1 с дорном 2, закрепленном в винтовом вале 3, затравку 4, редуктор 5, привод 6, датчик усилия трения 7 и термопару 8.
Перед началом заливки жидкого металла в полость, образованную кристаллизатором 1, вводится дорн 2. После поступления металла в кристаллизатор и выдержки в течение времени предусадочного расширения расплава включается приводной механизм который через винтовой вал 3 приводит в движение дорн 2. Дорн 2 перемещается вверх.
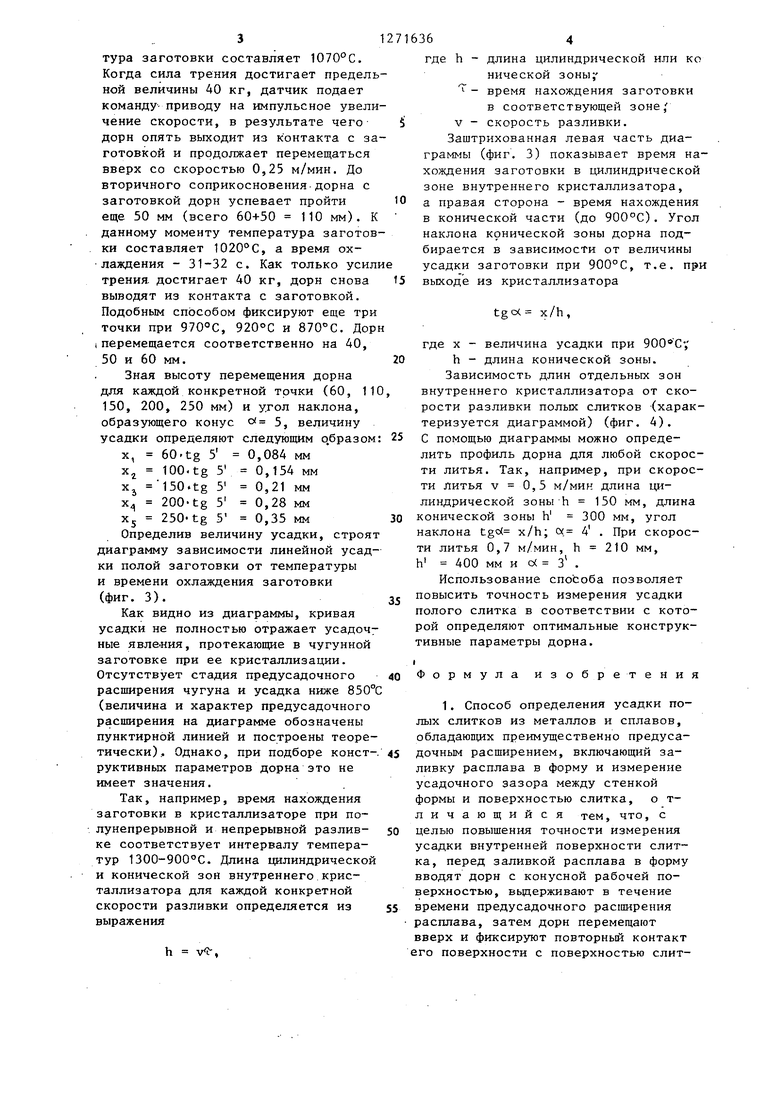
После срыва поверхность дорна 2 отходит of заготовки, происходит выход слитка из контакта с дорном, следовательно, силы трения резко снижаются вплоть до нулевого значения. При достижении силы трения нулевого значения уменьшают скорость вытягивания дорна до нового возникновения силы трения, т.е. соприкосновения слитка с дорном. Зная высоту перемещения конусного дорна к моменту его повторного соприкосновения с отливкой и угол наклона конуса, из
прямоугольного треугольника определяется величина усадки (фиг. 2).
X h,-tgu ,
где X - величина усадки;
h - высота перемещения дорна; о( - угол наклона, образующий
дорн.
При повышении усилий трения между дорном и слитком (в результате из повторного соприкосновения) осущестйляют увеличение скорости вытягивания дорна. Повьшшние скорости импульсное, при уменьшении усилий автоматически восстсшавливается заданная скорость дорна.
Для получения нескольких точек I усадки по высоте дорна повторяется указанный цикл. Точность измерения темвыше, чем больше количество точек усадки по высоте.
Пример. Исследует процесс усадки полой чугунной заготовки с наружным диаметром 150 мм и толщиной стенки 28 мм.
Угол наклона конуса дорна составляет с( 5. Температура заливаемого металла - 1300°С. Длина дорна 250 мм.
После поступления металла в кристаллизатор и вьщержки его в течение 8 с включают приводной механизм и дорн перемещают в вертикальном направлении со скоростью 0,4 м/мин.
Усилие срыва составляет 220 кг. После срьша заготовка выходит из контакта с дорном, соответственно усилие трения уменьшается до нулевого значения, датчик подает команду и скорость перемещения дорна уменьшается до 0,25 м/мин. После перемещения дорна на расстояние 60 мм заготовка вновь входит в контакт с дорном, на что указывает возникновение сил трения. Время от начала заливки металла в кристаллизатор -- 18-19 с, а темпера31271
тура заготовки составляет 1070°С. Когда сила трения достигает предельной величины 40 кг, датчик подает команду- приводу на импульсное увеличение скорости, в результате чего 5i дорн опять выходит из контакта с заготовкой и продолжает перемещаться вверх со скоростью 0,25 м/мин. До вторичного соприкосновения-дорна с заготовкой дорн успевает пройти Ю еще 50 мм (всего 60+50 110 мм). К анному моменту температура заготовки составляет 1020°С, а время охаждения - 31-32 с. Как только усилие трения, достигает 40 кг, дорн снова t5 выводят из контакта с заготовкой. Подобным способом фиксируют еще три точки при 970°С, 920°С и 870°С. Дорн перемещается соответственно на 40, 50 и 60 мм.20
Зная высоту перемещения дорна ля каждой конкретной точки (60, 110, 150, 200, 250 мм) и угол наклона, образующего конус о( 5, величину садки определяют следующим о.бразом: 25 X, 60.tg 5 0,084 мм
х 100.tg 5 0,154 мм
Xj 150.tg 5 0,21 мм
х 200tg 5 0,28 мм
Xj 250-tg 5 0,35 мм
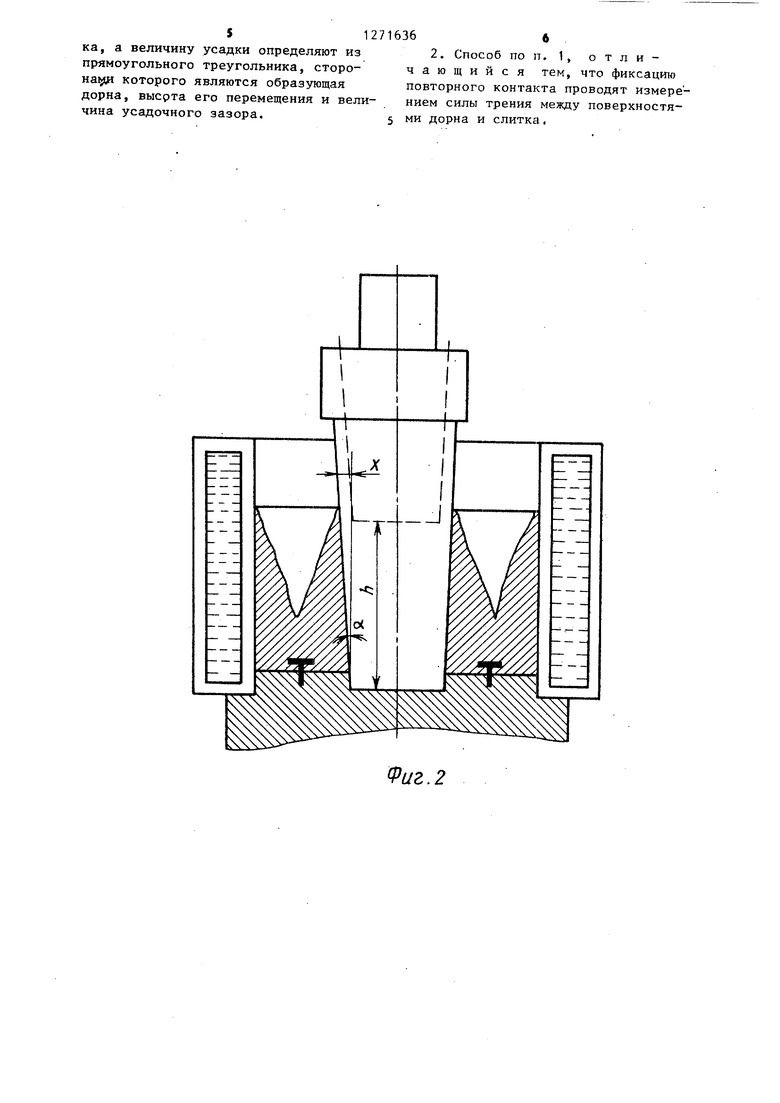
Определив величину усадки, строя диаграмму зависимости линейной усадки полой заготовки от температуры и времени охлаждения заготовки (фиг. 3).
Как видно из диаграммы, кривая усадки не полностью отражает усадочные явле-ния, протекающие в чугунной заготовке при ее кристаллизации. Отсутствует стадия предусадочного расширения чугуна и усадка ниже 850° (величина и характер предусадочного расширения на диаграмме обозначены пунктирной линией и построены теоретически). Однако, при подборе конструктивных параметров дорна это не имеет значения.
Так, например, время нахождения заготовки в кристаллизаторе при полунепрерывной и непрерывной разливке соответствует интервалу температур 1300-900°С. Длина цилиндрической и конической зон внутреннего кристаллизатора для каждой конкретной скорости разливки определяется из выражения
h v,
6364
где h - длина цилиндрической или ко
нической зоны; время нахождения заготовки
в соответствующей зоне, V - скорость разливки. Заштрихованная левая часть диаграммы (фиг. 3) показывает время нахождения заготовки в цилиндрической зоне внутреннего кристаллизатора, а правая сторона - время нахождения в конической части (до 900°С). Угол наклона конической зоны дорна подбирается в зависимости от величины усадки заготовки при 900°С, т.е. пр выходе из кристаллизатора
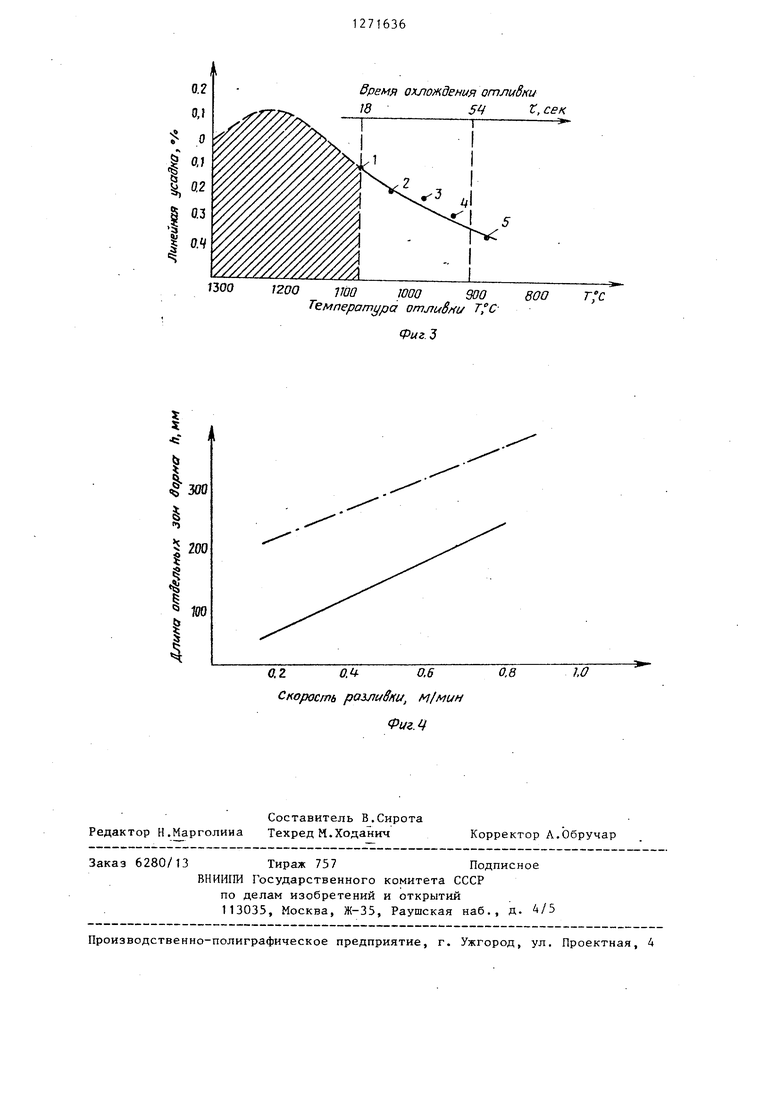
tgc x/h,
где X - величина усадки при ,
h - длина конической зоны. Зависимость длин отдельных зон внутреннего кристаллизатора от скорости разливки полых слитков (характеризуется диаграммой) (фиг. 4). С помощью диаграммы можно определить профиль дорна для любой скорости литья. Так, например, при скорости Литья V 0,5 м/мин длина цилиндрической зоныЬ 150 мм, длина конической зоны h 300 мм, угол наклона tgo( x/h; Х 4 . При скорости литья 0,7 м/мин, h 210 мм, h 400 мм и о( З .
Использование способа позволяет повысить точность измерения усадки полого слитка в соответствии с которой определяют оптимальные конструктивные параметры дорна.
I
Формула изобретения
иг.2
1200 Jaп то доо
Температура omjruS/fu
|зоо
I
|2ОТ
i
т
I
а 2омО,60,8
Скорость , м/мин
Время охло/кдения отлиВки
1854t.CBK
г;с
BOO Фиг.Ъ
10
Фиг. Ч
| Ефимов В..А | |||
| Теоретические основы разливки стали, изд-во АН УССР, Киев, 1960, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
