Изобретение относится к порошковой металлургии, в частности к способам восстановления деталей машин металлическими порошками, и может быть использовано для восстановления внутренних поверхностей тонкостенных цилиндрических деталей.
Цель изобретения - упрошение процесса и расширение его технологических возможностей.
Пример. Восстанавливают внутреннюю поверхность втулки верхней головки шату- 10 на двигателя ЯМЗ-236. Исходные размеры втулки: номинальная толщина стенки 3 мм, наружный диаметр 50 мм. Износ внутренней поверхности составляет 0,15 мм.
На внешнюю поверхность втулки напыляют слой железного порошка пористостью 30% и толшиной 1,2 мм. Втулку с напыленным слоем запрессовывают в обойму, а в полость устанавливают цилиндрическую оправку диаметром 44 мм, после чего торцовые поверхности втулки закрывают стальными 20 крышками. В крышках предварительно выполняют отверстия для обеспечения доступа азотсодержащей среды в объем пористого слоя.
Азотирование слоя осуществляют в диссоДо восстановлениявтулки
После восстановления втулки
32-34
35-38
40-42
88-90
В сравнении с известным способ более прост в осуществлении и обладает более широкими технологическими возможностями в сравнении с магнитно-импульсным обжатием, пригодным лишь для материалов с высокой электропроводностью. В отличие от известного способа, имеющего ограничения в части его применения для восстановления деталей с малой величиной износа, предлагаемый способ применяется при восстановлении тонкостенных втулок с величиной износа менее 0,1 мм за счет создания условий, в результате которых после обжатия
циированном аммиаке при 870-900 К в те- 25 втулка, пребывая в напряженно упругом сос- чение 6 ч. В результате обеспечиваетсятоянии, сохраняет приобретенную форму за
обжатие втулки на оправку и восстановле-счет внешнего порошкового слоя,
ние исходной внутренней поверхности.Формула изобретения
Обжатие происходит в результате увеличения объема покрытия в процессе газового азотирования. Эффект увеличения объема покрытия в условиях термообработки в фиксированном положении втулки, запрессованной в обойму, положительно сказывается на прочности сцепления.
В таблице представлены результаты по прочности сцепления покрытия с основной и по твердости получаемого покрытия из порошка железа (при исходной пористости 30%).
32-34
35-38
40-42
88-90
В сравнении с известным способ более прост в осуществлении и обладает более широкими технологическими возможностями в сравнении с магнитно-импульсным обжатием, пригодным лишь для материалов с высокой электропроводностью. В отличие от известного способа, имеющего ограничения в части его применения для восстановления деталей с малой величиной износа, предлагаемый способ применяется при восстановлении тонкостенных втулок с величиной износа менее 0,1 мм за счет создания условий, в результате которых после обжатия
Способ восстановления тонкостенных втулок, включающий напыление порошкового слоя из материала на железной основе на наружную поверхность втулки и ее обжатие на оправке диаметром, соответствующим номинальному диаметру неизношенной втулки, отличающийся тем, что, с целью упрощения процесса и расширения его технологических возможностей, обжатие осуществляют путем запрессовки втулки в обойму, а затем проводят термическую обработку в фиксированном состоянии в азотсодержащей среде.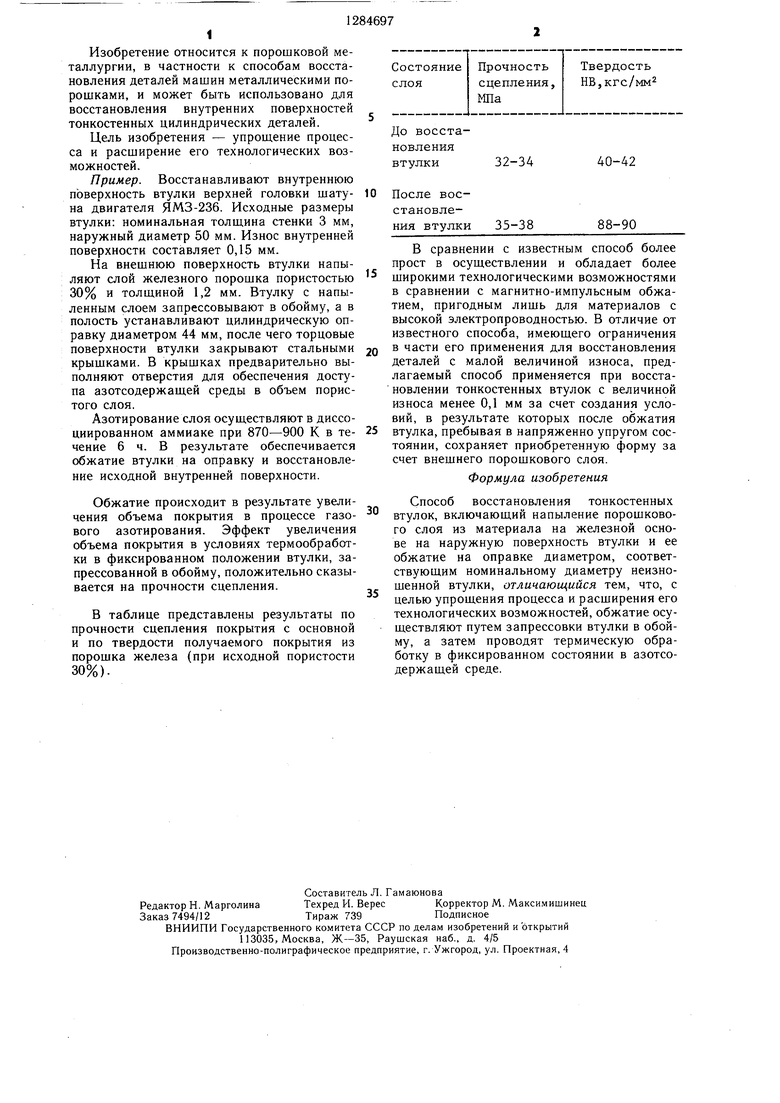
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления тонкостенного зубчатого колеса | 1985 |
|
SU1368150A1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
| Способ восстановления изношенной поверхности цилиндрических полых деталей | 1981 |
|
SU1011340A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2287416C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2289499C1 |
| Способ восстановления гильз цилиндров двигателя | 1990 |
|
SU1792805A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 1991 |
|
RU2006358C1 |
| Способ получения биметаллических антифрикционных изделий | 1988 |
|
SU1606261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2316414C1 |
| Способ нанесения покрытий из металлических порошков на внутренней поверхности изделий | 1988 |
|
SU1597251A1 |
Изобретение относится к порошковой металлургии, в частности к способам восстановления деталей машин металлическими порошками. Цель изобретения - упрошение процесса и расширение его технологических возможностей. Для восстановления внутренней поверхности втулки верхней головки шатуна двигателя ЯМЗ-236 с исходными размерами: номинальная толшина стенки 3 мм, наружный диаметр 50 мм, износ внутренней поверхности 0,15 мм, на внешнюю поверхность втулки напыляют слой железного порошка пористостью 30% толщиной 1,2 мм. Втулку запрессовывают в обойму, в полость устанавливают цилиндрическую оправку диаметром 44 мм, после чего закрывают втулку торцовыми стальными крышками, в которых выполнены отверстия для обеспечения достура газовой среды. Затем проводят термообработку втулки в азотсодержащей среде при температуре 870-900 К в течение 6 ч. В результате обеспечивается обжатие втулки на оправку и восстановление исходной внутренней поверхности. Способ прост в осуществлении и может быть применен для восстановления втулок с малой величиной износа. 1 табл. с (Л ю оо 4 О5 (;о 
| Дорожкин Н | |||
| Н | |||
| и др | |||
| Методические рекомендации по получению порошковых покрытий методом магнитного прессования, Минск, ИНДмаш, АН БССР, 1980, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Ярошевич В | |||
| К | |||
| и Белоцерковский М | |||
| А | |||
| Антифрикционные покрытия из металлических порошков.-Минск: Наука и техника, 1981, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Миронов В | |||
| А | |||
| и др | |||
| Восстановление тонкостенных подшипниковых втулок | |||
| Информационный листок | |||
| Лат | |||
| НИИНТИ, 1983 с 4 | |||
