1Z84
между осями соседних оазовых элементов 3 на ось стола 2, совпадающую с направлением его перемещения. Автооператор 8 выполнен подвижным в направлении поверхности стола 2 и имеет расположенные под углом друг к другу две позиции, одна из которых имеет призму и толкатель, а другая - призму и два поворотных захвата с призматическими кулачками и торцевые выступы, причем призмы и толкатель жестко свя1
Изобретение относится к обработке металлов резанием и может быть использовано для обработки прорезей на торцах корончатых гаек.
Целью изобретения является повьппе- ние производительности и упрощение конструкции станка.
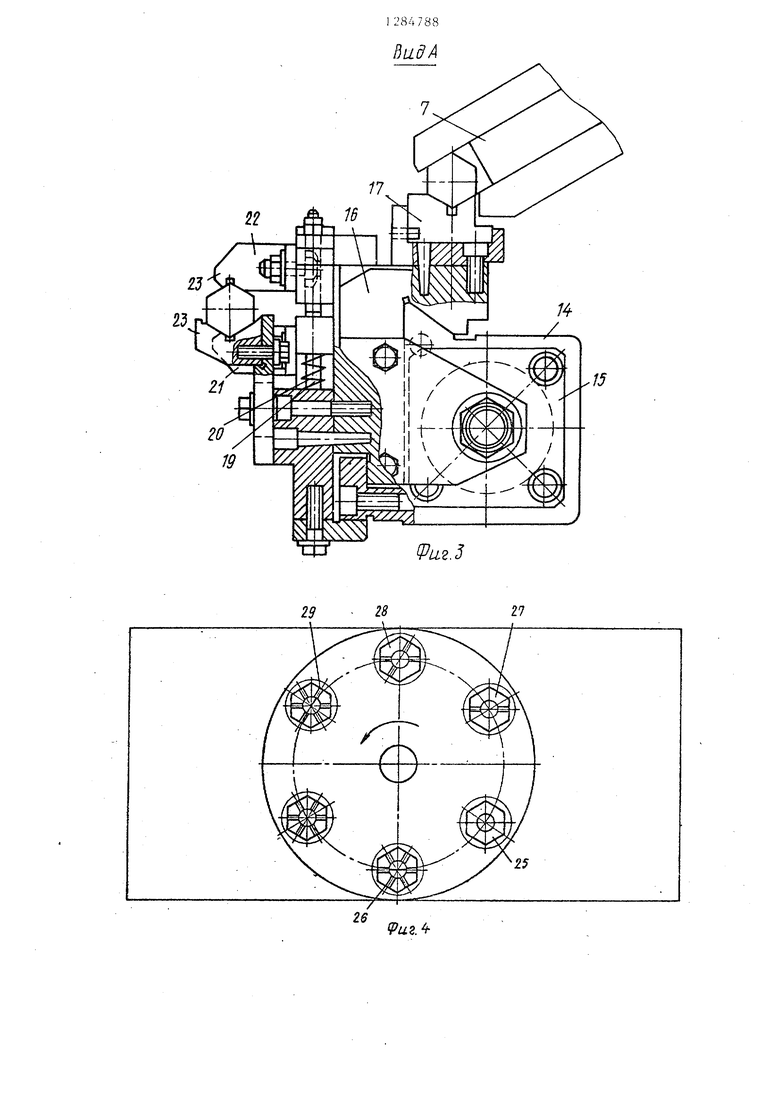
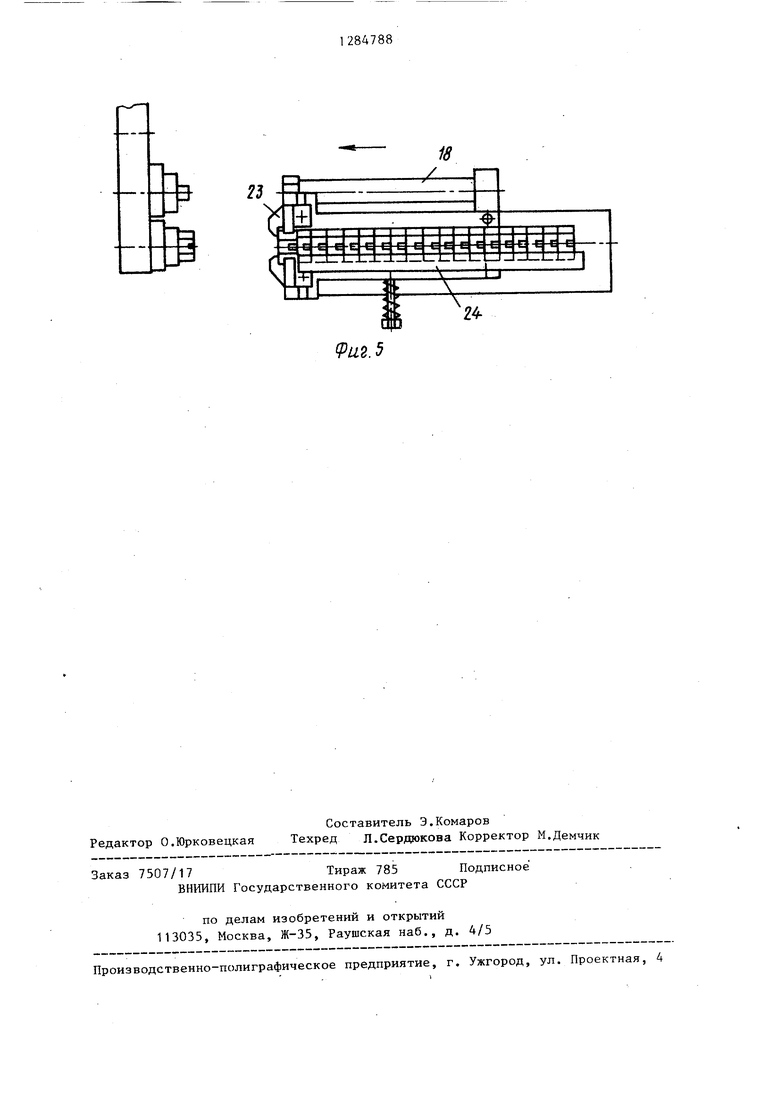
На фиг,1 изображен многопозицион- кый станок; на фиг,2 - автооператор для установки и съема детали; на фиг.З - вид А на фиг,2; на фиг,4 - схема расположения на делительном столе гаек с указанием последовательности образования прорезей; на фиг,5схема последовательности перемещения гаек по лотку в зону выпадания в исходном положении суппорта и в момент загрузки.
Станок«для фрезерования прорезей на торцах корончатых гаек содержит инструментальный блок 1, вертикальный поворотно-делительный стол (планшайбу) 2 с гайкодержателями (базовыми элементами) 3 перемещаемый возврат- но-поступательно вместе с салазками 4 гидроцилиндро 5 бункерное устройство 6, приемный лоток 7 и автооператор 8,
На установленных в трех шпиндель- ных узлах 9 оправках 10 фрезы 11 располагаются так, что их оси смещены друг относительно друга на величину, равную проекции расстояния между осями соседних базовых элементов 3 на ось стола, совпадаю1цую с направление его перемещения. На салазках 4 установлены гидродилиндры 12 зажима с прихватами 13.
88
завы между собой, а по крайней мере одна из граней призмы расположена в лотке 7. Станок выполнен в горизонтальном исполнении. За один ход автооператора 8 изделие передается из лотка 7 по призме толкателем в один базовый элемент 3, одновременно изделие через выступы раздвигает кулачки, которые охватывают его со стороны стола 2 и подают на призму второй позиции автооператора, 5 ил.
Автооператор 8 состоит из корпуса 14 с направляющими, по которым гидроцилиндром 15 возвратно-поступательно перемещается суппорт 16 с установленной на нем сменной приемной призмой
17,толкателем 18 и устройством для съема и выгрузки гаек, выполненным в виде двух связанных стержнем 19 с пружиной 20 поворотных захватов 21 с закрепленными на их концах призматическими кулачками 22 с торцевыми выступами 23 и горизонтально расположенной призмой 24 для перемещения гаек в зону выпадания. Установка и съем гаек на делительном столе 2 происходят в позициях 25 и 26, обработка прорезей - в позициях 27 - 29. Все узлы станка размещены на станине 30, По крайней мере одна грань призмы 17 расположена внутри лотка 7,
Станок работает следующим образом В исходном положении суппорта 16 автооператрра 8 гайка из приемника бункерного устройства 6 поступает в приемную призму 17, ориентируясь в ней по граням и торцом по толкателю
18,Установке гайки в гайкодержателе 3 предшествует возврат салазок 4 со столом 2 в исходное положение, определяемое совпадением оси отверстия гайки, находящейся в приемной призме 17, с осью штыря гайкодержателя 3,
и позиционирование стола 2, связанное с переносом ранее установленной гайки в позицию 27 обработки и обработанной гайки в позицию 26 выгрузки.
Конец позиционирования стола . совпадает с началом перемещения суппорта 16, толкатель 18 которого, удерживая боковой поверхностью гайки, находящиеся в приемном лотке 7 бункерного устройстга 6, от выпадания, тордом насаживает гайку, расположен- 5 ную в приемной призме 17, на ось гай- кодержателя 3.
Одновременно в конце хода суппорта 16 обработанная гайка, находящаяся в позиции 26 выгрузки, своими гранями О соприкасаясь с торцевыми выступами 23 призматических кулачков 22, разводит захваты 21, торцом проталкивая находящуюся в призмах кулачков 22 гайку на призму 24, заставляя переме- 5 щаться находившиеся в ней гайки с шагом, равным их высоте.
После прохождения выступами 23 кулачков 22 граней гайки под действием пружин 20 захваты 21 сводятся и торцевые выступы 23 кулачков 22 располагаются за торцом гайки, снимая ее со штьфя гайкодержателя 3 при обратном ходе суппорта 16. Отвод суппорта 16 для загрузки последующей гайки совпадает с началом рабочей поачи салазок 4 и фрезерованием прорезей на гайках, перенесенных делительным столом в позиции 27 - 29, предваительно прижатых прихватами 13.
После окончания обработки салазок со столом 2 ускоренно возвращаются исходное положение и цикл повторятся. Формула изобретени.
Многопозиционный станок для наре- ання прорезей.в корончатых гайках.
содержащий станину, поворотно-делительный стол с равномерно расположенными по его окружности базовыми элементами под обрабатываемые гайки, оси которых параллельны оси стола, установленного с возможностью перемещения в направлении, перпендикулярном его оси, инструментальный блок, выполненный в виде трех шпиндельных узлов, оси которых перпендикулярны направлению перемещения стола, загрузочное и разгрузочное устройства,о т- личающийся тем, что, с целью повышения производительности станка и упрощения конструкции, шпиндели инстрз ментального блока установлены со смещением друг относительно друга на величину, равную проекции расстояния между осями соседних базовых элементов стола на его ось, совпадающую с направлением его перемещения, при этом загрузочное устройство выполнено в виде лотка, закрепленного на станине, призмы и толкателя, а разгрузочное устройство - в виде ; второй призмы и двух шарнирно установленных захватов с закрепленными на них призматическими кулачками и торцевыми выступами, расположенными между призмой и столом, причем обе призмы и толкатель жестко связаны между собой и установлены с возможностью возвратно -поступательного перемещения в направлении поверхности стола, а по крайней мере одна из граней призмы загрузочного устройства расположена внутри лотка.
fj
w
VU2.3
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| Токарный многошпиндельный станок | 1986 |
|
SU1351715A1 |
| Многооперационный станок для обработки щитовых деталей мебели | 1977 |
|
SU668802A1 |
| Автоматический шлице протяжной станок непрерывного действия | 1951 |
|
SU94868A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |

Изобретение относится к обработ- ке металлов резанием и может быть использовано для обработки прорезей на торцах корончатых гаек. Целью изобретения является повышение производительности и упрощение конструкции станка. Станок состоит из поворотно- делительного стола 2 с равномерно ра- сположенньми по окружности базовыми элементами 3 для закрепления обрабатываемых изделий, установленного на возвратно-поступательно перемещающихся салазках 4, инструментального блока 1 с тремя шпиндельными узлами 9, бз нкера 6, лотка 7 и автооператора В, причег оси шпиндельных узлов 9 смещены одна относительно другой на величину, равную проекции расстояния (Л 1C 00 4:; сх 00 Фиг,.
29
27
9uz.
9иг.5
Редактор О.Юрковецкая
Составитель Э.Комаров Техред Л.Сердюкова Корректор М.Демчик
Заказ 7507/17Тираж 785 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
«.- - - - - «----- - ------ -- - -.- - Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Барский А.Е., М.А | |||
| При- способления к металлорежущим станкам | |||
| - Киев, Машгиз, 1963, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
