1
Изобретение относится к станко - Строен1-по, .
Цель изобретения - расширение технологических возможностей станка путем обеспечения обработки длинномерных заготовок.
На фиг.1 показан токарный много- шпинд лъный станок, вид сверху; на фиг,2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг«4 - разрез В-В на фиг.2; на фиг.5 - разрез Г-Г на фнг.1; на фиг,6 - разрез на фиг.1; на фиг.7 - разрез Е-Е на фиг.1; на фиг,8 - разрез Ж-Ж на фиг.З.
Станок содержит станину 1, на которой расположен четырехгранный барабан 2, поворот которого на 90 осуществляется через венцовую шестер ню 3. На внутренней поверхности шестерни 3 выполнено углубление 4, в котором размещен храповый механизм стопорения, состоящий из храповика 5, установленного на оси 6 и поджа- того пружиной 7 к шпиндельному барабану 2, конец храповика 5 входит в одно из четырех углублений 8, выполненных на наружной поверхности шпиндельного барабана 2.
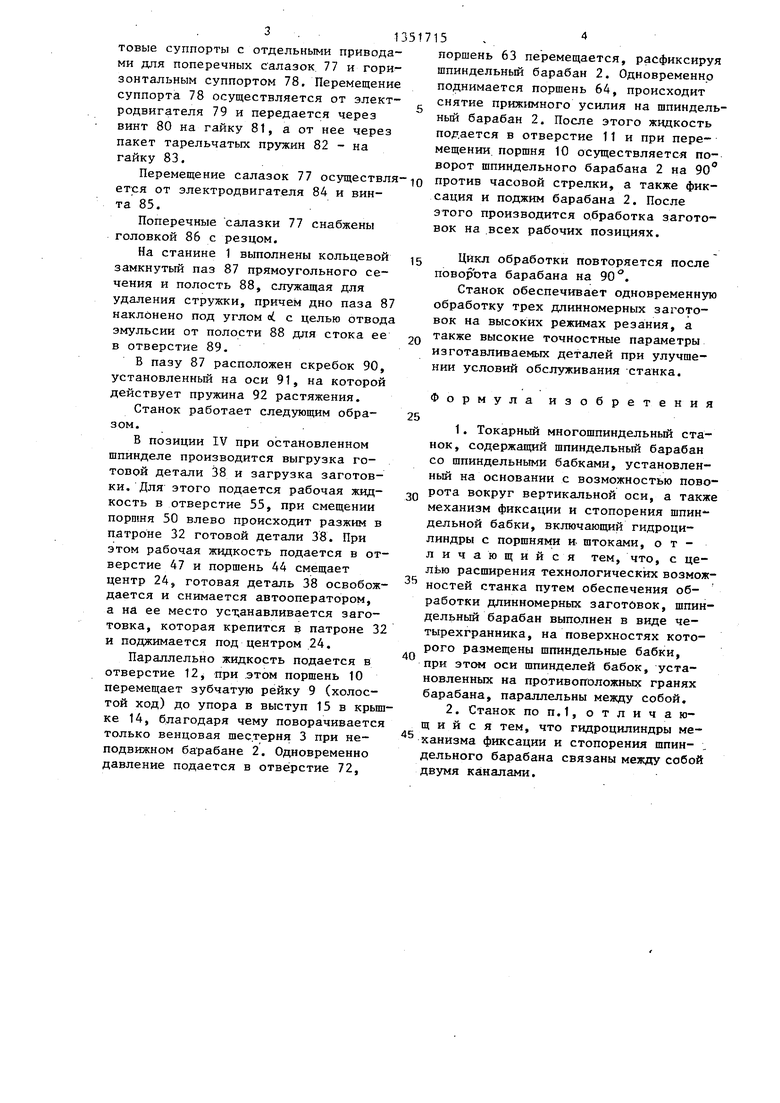
Храиовый механизм служит для поворота шпиндельно1 о барабана 2 против часовой стрелки при помощи зубчатой рейки 9, связанной с поршнем 10 J перемещение которого осуществля- ется при подаче жидкости в отверстия 11 и 12. Регулировочным винтом 13 устанавливается конечное положение зубчатой рейки 9 при регулировании угла поворота шпиндельного барабана 2. Крьшка 14 с выступом 15 уплотняет расточку 16 с поршнем 10. Шпиндельный барабан 2 установлен на оси 17„ которая цилиндрическим фланцем 1В закреплена на станине 1.
На гранях 19 шпиндельного барабана 2 закреплены плиты 20,, на которых, в свою очередь, закреплены шпиндельные бабки 21 С о шпинделями 22 и
корпуса 23 поджимных центров 24.
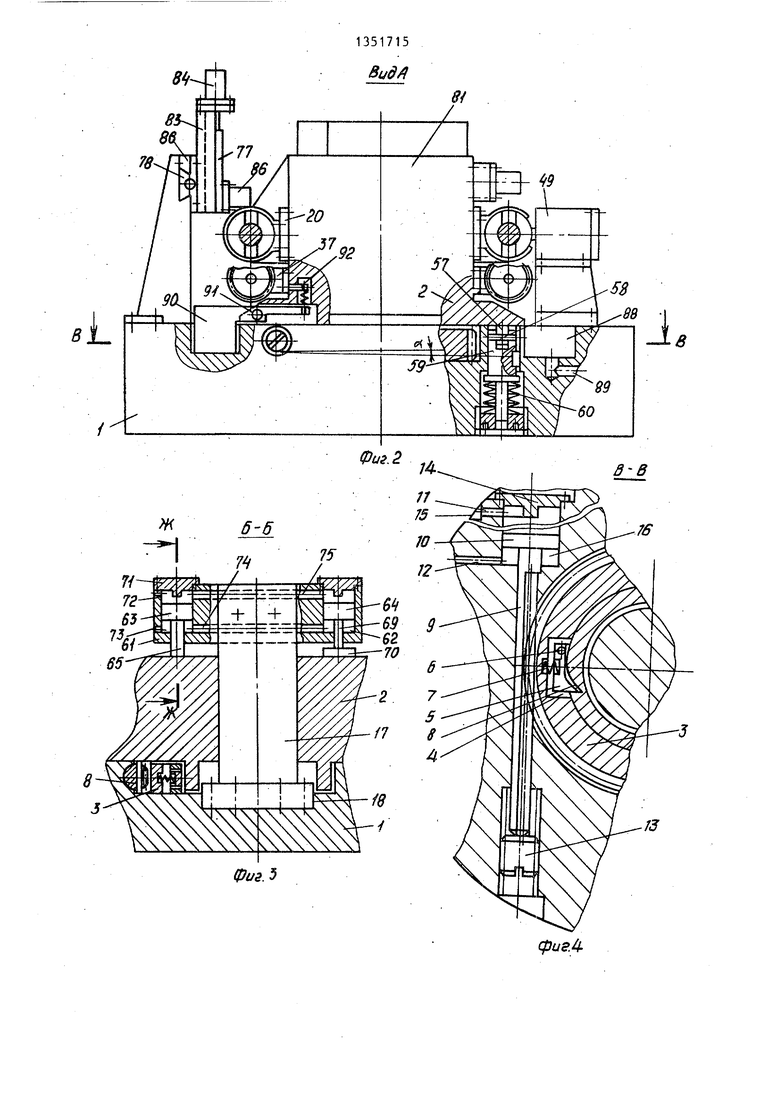
Шпиндели 22 установлены в подшипниках 25, разделенных втулкой 26 и закрепленных кры,шкой 27. На тяге 28 выполнен резьбовой участок на ко-- тором установле:на Гс1Йка 29 через цилиндрическую шестерню 30. Гайка 29 поджимает пакет тарельчатых пружин 31, установленных на тяге 28 зажимного патрона ЗГ2,. закрепленного на
5 0
j. Q
.
о
5 /
5
15 , 2
шпинделе с центрированием по буртику 33. Шестерня 30 установлена с возможностью перемещения по шлицевому участку 34 тяги 28. Цилиндрическая шестерня 30 находится в зацеплении с цилиндрической шестерней 35, установленной на валу электродвигателя 36, закрепленного на корпусе 37 (фиг.5), закрепленного на грани 19 барабана 2, Выгрузка готовых деталей 38 и загрузка заготовок ведется в позиции iV автооператором (не показан).
В корпусе 23 с возможностью осевого перемещения размещен стакан 39, в котором на подшипниках 40, зафиксированных стопорньм кольцом 41, установлен поджимной центр 24 с буртиком 42. Стакан 39 жестко соединен со штоком 43 поршня 44. Фланец 45 уплотняет полость корпуса 23, в которую через отверстия 46 и 47 подается рабочая ж йдкость.
Положение корпусов 23 относительно плит 20 можно регулировать.
На станине 1 установлена тумба 48 с корпусом 49, в расточке которого размещен поршень 50, жестко соединенный со штоком 51, которьш оснащен клином 52, взаимодействующим со сфе- . рической поверхностью 53 тяги 28. Рабочая жидкость подается через отверстия 54 и 55, фланец 56 уплотняет
расточку корпуса 49.
г
Шпиндельный барабан 2 постоянно поджимается тремя роликами 57, которые установлены на осях 58 пальцев 59, размещенных на пакете тарельчатых пружин 60.
На верхней части оси 17 жестко закреплен корпус 61, в котором выполнены две расточки 62,-в которых расположены поршни 63 и 64, причем поршень 63 жестко соединен со штоком 65, оснащенным скосом 66 и лыской
67.Аналогично выполнены поверхности в гнездах 68, закрепленных в барабане 2. С порщнем 64 жестко соединен шток 69, который, в свою очередь, связ ан с прижимньт башмаком 70, диаметр которого больше диаметра гнезд
68.Фланцы 71 уплотняют поршни 63 и 64, а через отверстия 72-75 осуществляется по,ача рабочей жидкости в расточки, где пом ещены поршни 63
и 64, .
На станине 1 закреплены одинаковые тумбы 76 позиций I, II и III, на которых установлены одинаковые крес3 . . 1 товые суппорты с отдельными приводами для поперечных салазок 77 и горизонтальным суппортом 78, Перемещение суппорта 78 осуществляется от электродвигателя 79 и передается через винт 80 на гайку 81, а от нее через пакет тарельчатых пружин 82 - на гайку 83.
Перемещение салазок 77 осуществля ется от электродвигателя 84 и винта 85.
Поперечные салазки 77 снабжены головкой 86 с резцом.
На станине 1 выполнены кольцевой замкнутый паз 87 прямоугольного сечения и полость 88, служащая для удаления стружки, причем дно паза 87 наклонено под углом о( с целью отвода эмульсии от полости 88 для стока ее в отверстие 89.
В пазу 87 расположен скребок 90, установленный на оси 91, на которой действует пружина 92 растяжения.
Станок работает следующим обра- зом.
В позиции IV при остановленном шпинделе производится выгрузка готовой детали 38 и загрузка заготовки. Для этого подается рабочая жид- кость в отверстие 55, при смещении поршня 50 влево происходит разжим в патроне 32 готовой детали 38. При этом рабочая жидкость подается в отверстие 47 и поршень 44 смещает центр 24, готовая деталь 38 освобождается и снимается автооператором, а на ее место ус цанавливается заготовка, которая крепится в патроне 32 и поджимается под центром 24.
Параллельно жидкость подается в отверстие 12, при этом поршень 10 перемещает зубчатую рейку 9 (холостой ход) до упора в выступ 15 в крьш ке 14, благодаря чему поворачивается только венцовая шестерня 3 при неподвижном барабане 2. Одновременно давление подается в отверстие 72,
5 о
5
о
0
5
15 ,
поршень 63 перемещается, расфиксируя шпиндельный барабан 2. Одновременно поднимается поршень 64, происходит снятие прижимного усилия на шпиндель- ньш барабан 2. После этого жидкость подается в отверстие 11 и при перемещении, поршня 10 осуществляется поворот шпиндельного барабана 2 на 90 против часовой стрелки, а также фиксация и поджим барабана 2. После этого производится обработка заготовок на всех рабочих позициях.
Цикл обработки повторяется после поворота барабана на 90.
Станок обеспечивает одновременную обработку трех длинномерных заготовок на высоких режимах резания, а также высокие точностные параметры изготавливаемых деталей при улучшении условий обслуживания станка.
Формула изобретения
1. Токарный многошпиндельный станок, содержащий шпиндельный барабан со шпиндельными бабками, установленный на основании с возможностью поворота вокруг вертикальной оси, а также механизм фиксации и стопорения шпин- дельной бабки, включающий гидроцилиндры с поршнями и штоками, отличающийся тем, что, с целью расширения технологических возможностей станка путем обеспечения обработки длинномерных заготовок, шпиндельный барабан выполнен в виде четырехгранника, на поверхностях которого размещены шпиндельные бабки, при этом оси шпинделей бабок, установленных на противоположных гранях барабана, параллельны между собой.
2. Станок по п.1, отличающийся тем, что гидроцилиндры механизма фиксации и стопорения шпик- , дельного барабана связаны между собой двумя каналами.
Bfi
в
фиеЛ
к
ы
38
24Редактор А.Огар
фиг.8
Составитель Ю.Ельчаиин Техред А.Кравчук
Заказ 5522/10 Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская Ha6.j д. 4/5
Производственно-полиграфическое йредприятие, г. Ужгород, ул. Проектная, 4
Корректор О.Кравцова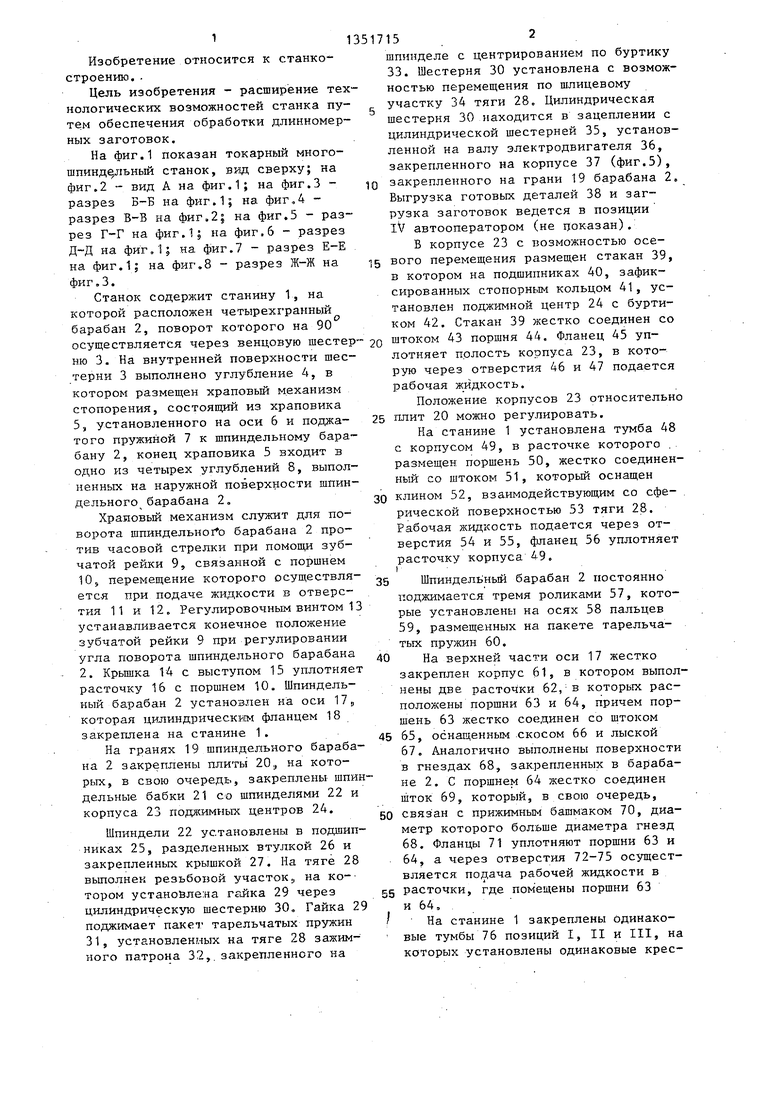
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
Изобретение относится к области станкостроения. Целью изобретения является расширение технологических возможностей станка путем обеспечения обработки длинномерных заготовок. На станине 1 с возможностью поворота установлен четырехгранный шпиндельный барабан 2, фиксируемый в четырех позициях . На гранях размещены шпиндельные бабки 21 и корпуса 23 поджимных центров 24. На периферии станины 1 размещены тумбы с крестовыми суппортами с индивидуальными приводами поперечных салазок 77 и продольных суппортов 78. Загрузка-выгрузка деталей производится в прзиции IV, обработка- в позициях I-III. После загрузки при повороте на угол 90° барабан фиксируется и производится обработка заготовки инструментом головок 86 крестовых суппортов. Цикл обработки завершается при перемещении обработанной детали в позицию IV, после чего происходит операция выгрузки-загрузки. Цикл обработки повторяется. 1 з.ш ф-лы, 8 ил. (Л Т/ 00 ел ел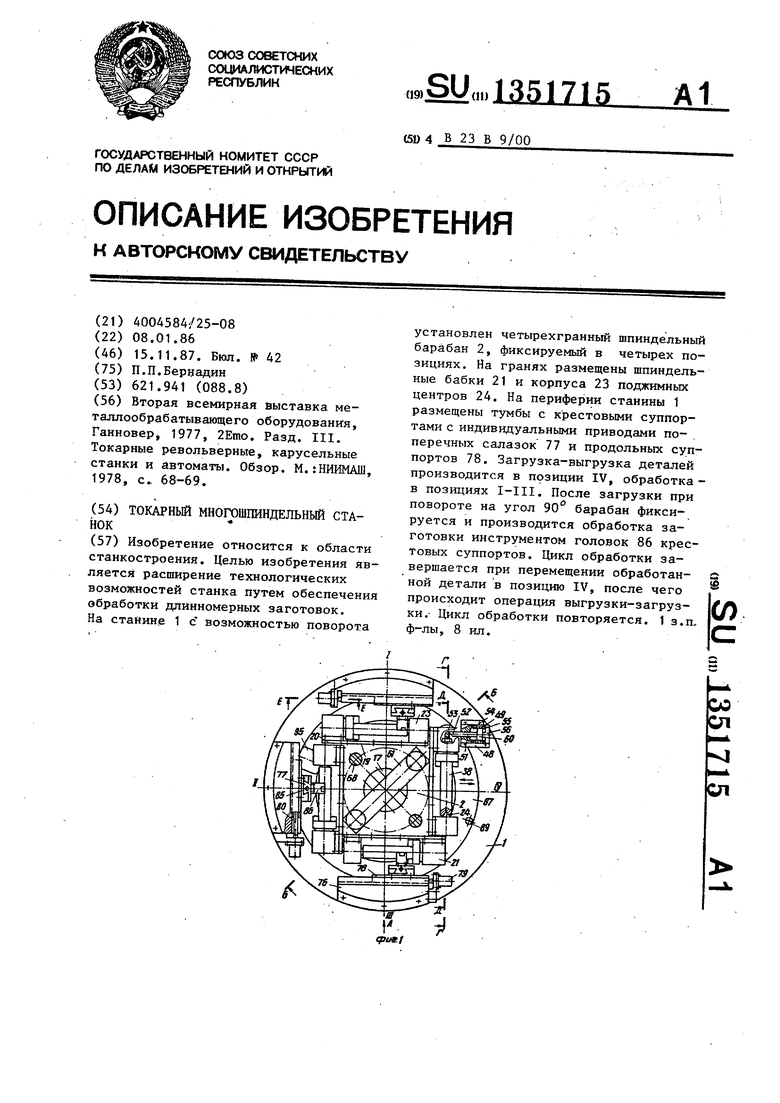
| Вторая всемирная выставка металлообрабатывающего оборудования, Ганновер, 1977, 2Ето | |||
| Разд | |||
| III | |||
| Токарные револьверные, карусельные станки и автоматы | |||
| Обзор | |||
| М.:НИИМАШ, 1978, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
