Изобретение относится к электротермии, в частности к способам изготовления элементов футеровок электропечи сопротивления в виде нагревательных модулей, и может быть использо- вано в электротехнической промьшшен- ности.
Целью изобретения является уменьшение тепловых потерь за счет уменьшения теплопроводности.
Пример, Способ реализуют при изготовлении огнеупорной футеровки печи с нагревателями из сплава Х20Н80Н типа СНО - 4x8x2,5/10.
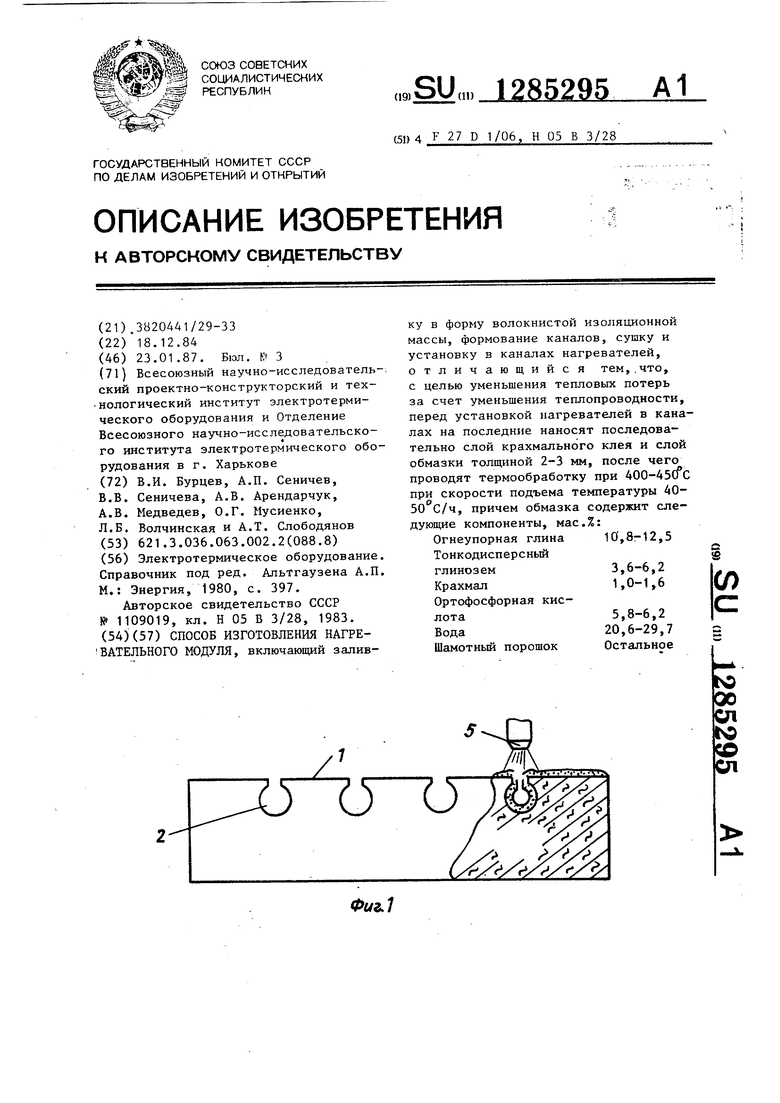
На фиг. 1-3 изображено устройство реализующее способ.
В изготовленной металлической форме 1 с перфорированными стенками и днищем, выполненной в соответствии с размерами боковой стенки печи, что составляет 600x300x150 мм, закрепляют закладные детали 2 (деревянные цилиндры 42-44 мм) повторяющие профиль требуемого для последующей укладки нагревательных элементов канала, и диаметром, превьшающим диаметр спирали нагревателя на 5-7 мм.
В форму заливают тщательно перемешанную массу 3 следующего состава, в мас.%:
Волокно марки МКРВ 70
Огнеупорная глина 30
Сульфитно-спиртовая
барда . 3 (раствор
плотностью 1,17 г/смз) (сверх 100%)
Тонкодисперсный глинозем-3,6
Огнеупорная глина10,8
Ортофосфорная кислота5,8
Крахмал1,О
Вода20,6
Шамотный порошок58,2
Вода300
(сверх 100%)
Массу в форме уплотняют под при- грузом вибрированием. Затем блок в форме помещают в сушильный шкаф и выдерживают там 8-10 ч при 150- 200 С. Затем Форму извлекают из шкафа, разбирают и вынимают закладные детали 2.
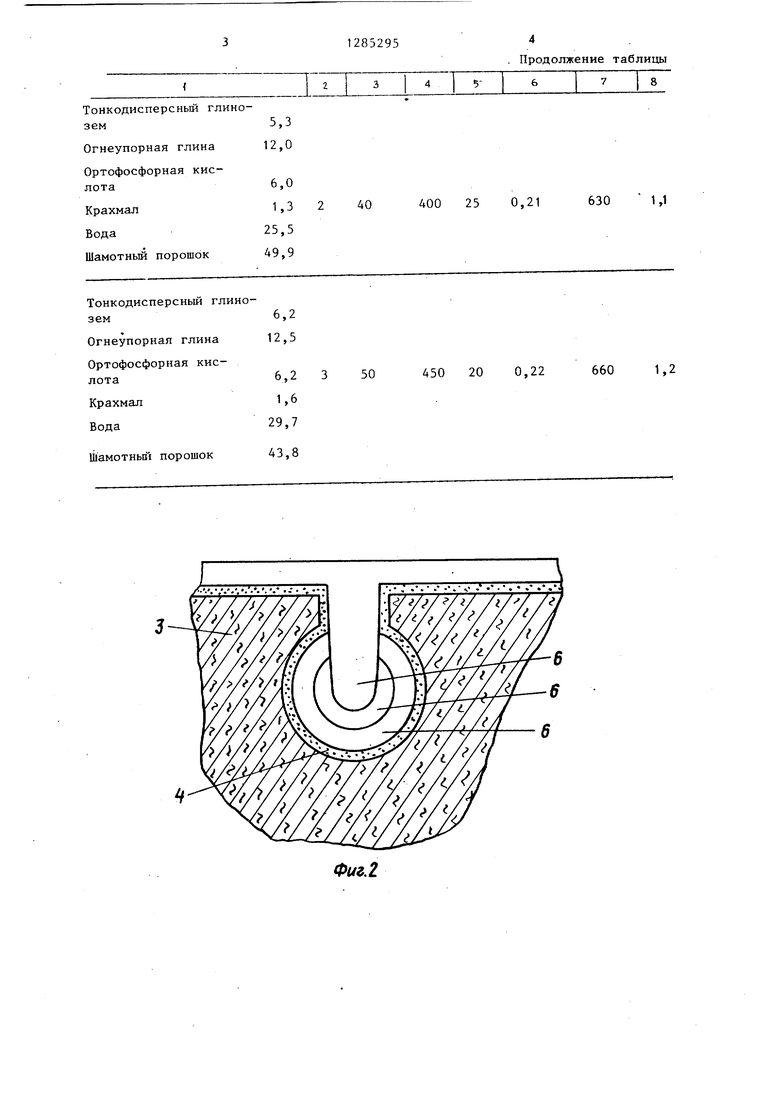
Рабочую поверхность каналов,обра- зованньрс закладными деталями, можно предварительно покрыть кистью слоем крахмального клея, для изготовления которого берут 50-70 г сухого крахмала на 1 л воды, и сразу же наносят слой обмазки 4 из пистолета 5 для торкретирования.
Составы обмазки приведены в таблице .
Далее шпателем 6, имеющим форму канала и определенный диаметр,тре- буемьвЧ для установки нагревателя ( шпателя должен быть на 1 мм X 0 нагревательного элемента),выравнивают слой обмазки до толщины 2-3 мм. Блок сушат в сушильном шкафу до 400-450. С в течение 8-10 ч, поднимая температуру до 40-50 С/ч.
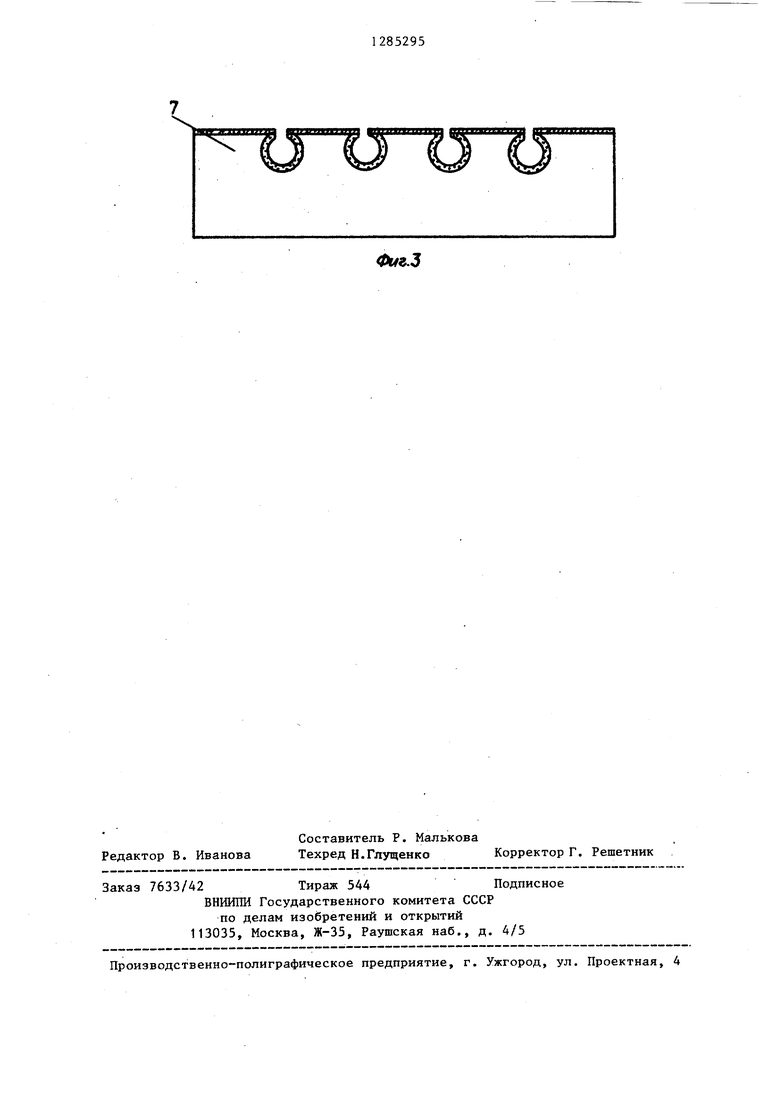
После сушки блок 7 приобретает прочную поверхность, его устанавливают в печь указанного типа в качестве боковой стенки, а в образованных каналах устанавливают нагреватели.
Параметры сушки и теплотехнические характеристики нагревательного модуля приведены в таблице.
400 23
0,2
600
1,15
Шамотньш порошок
43,8
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нагревательного модуля | 1983 |
|
SU1109019A1 |
| Электропечь газостата | 1989 |
|
SU1733878A1 |
| Сушильно-стерилизационный шкаф | 1990 |
|
SU1734765A1 |
| Нагревательный модуль | 1982 |
|
SU1121788A1 |
| Способ изготовления плавильного узла индукционной тигельной печи | 1985 |
|
SU1341479A1 |
| Нагревательный модуль | 1986 |
|
SU1368600A1 |
| Высокотемпературный нагреватель | 1983 |
|
SU1259948A1 |
| Способ изготовления нагревательного элемента из тугоплавкого металла | 1989 |
|
SU1693342A1 |
| Электропечь сопротивления | 1987 |
|
SU1541474A1 |
| Промышленная печь | 1988 |
|
SU1672185A1 |
Фиг.2
Редактор В. Иванова
Составитель Р. Малькова
Техред Н.Глущенко Корректор Г. Решетник
Заказ 7633/42Тираж 544Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг,3
| Электротермическое оборудование | |||
| Справочник под ред | |||
| Альтгаузена А.П | |||
| М.: Энергия, 1980, с | |||
| СПОСОБ ДЛЯ РАДИОСНОШЕНИЙ С ПОЕЗДАМИ | 1922 |
|
SU397A1 |
| Способ изготовления нагревательного модуля | 1983 |
|
SU1109019A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
