Изобретение относится к обработке металлов давлением, а именно к устройствам для получения гнутых тонкостенных профилей.
Цель изобретения - повышение произ- водительности и качества изогнутых деталей.
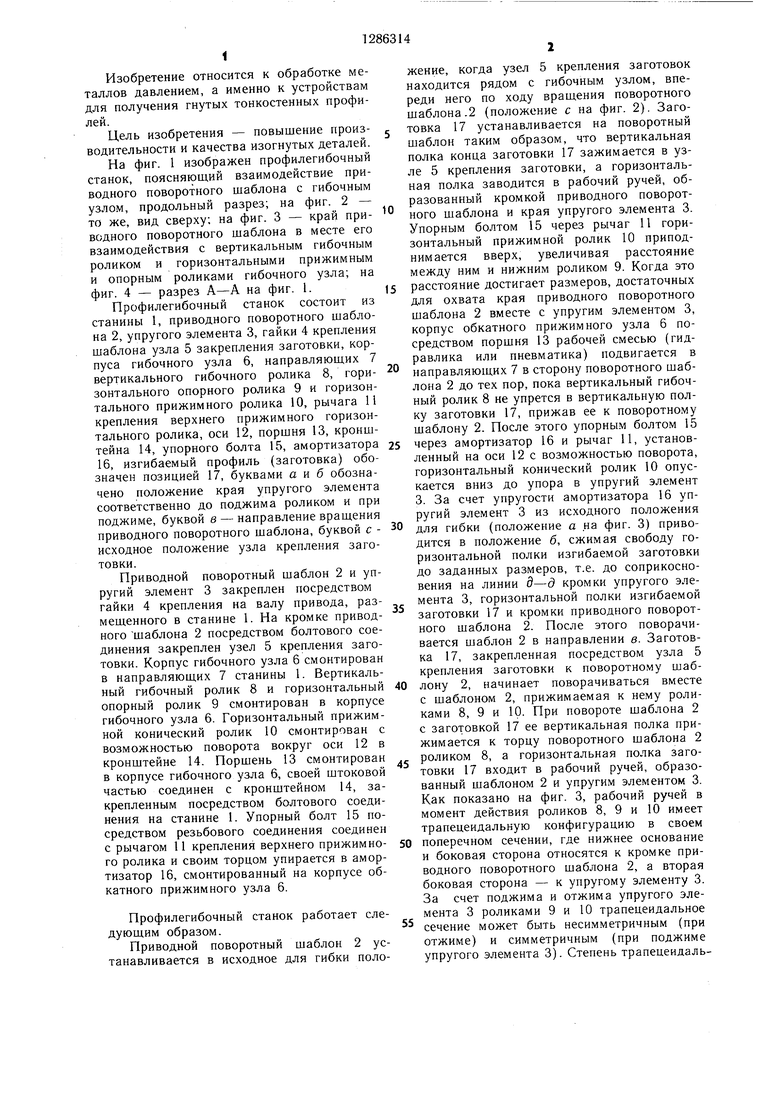
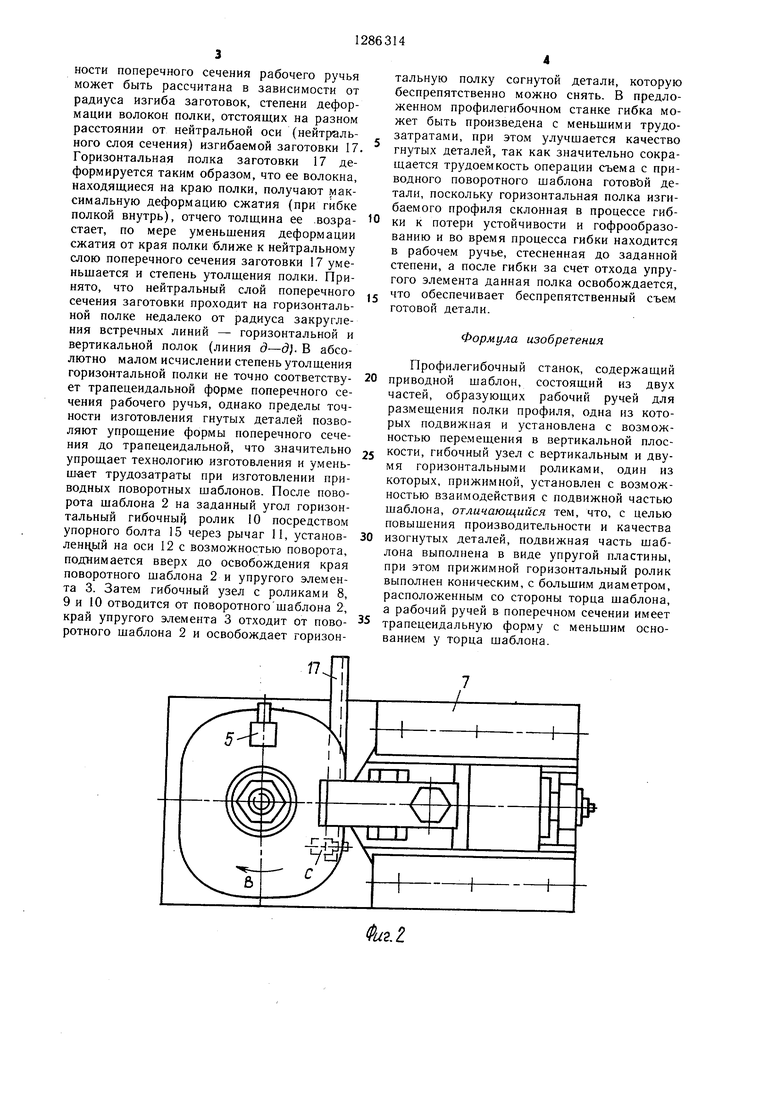
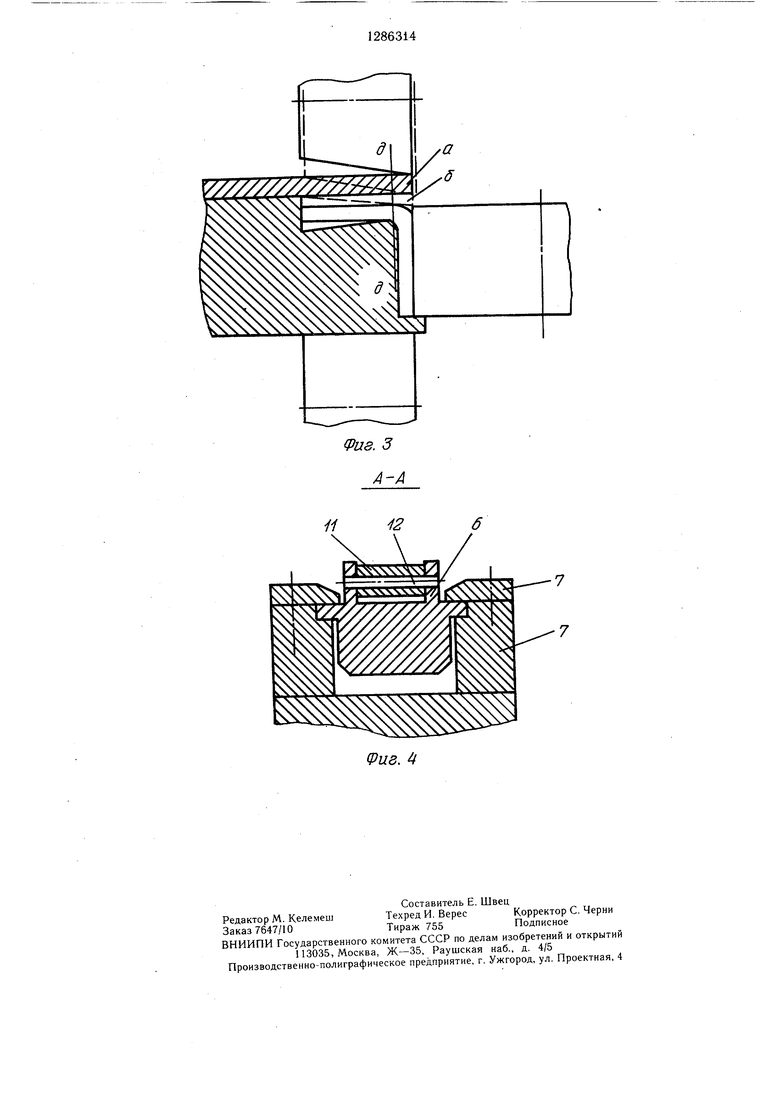
На фиг. 1 изображен профилегибочный станок, поясняющий взаимодействие приводного поворотного шаблона с гибочным узлом, продольный разрез; на фиг. 2 - то же, вид сверху, на фиг. 3 - край приводного поворотного шаблона в месте его взаимодействия с вертикальным гибочным роликом и горизонтальными прижимным и опорным роликами гибочного узла; на фиг. 4 - разрез А-А на фиг. I.
Профилегибочный станок состоит из станины 1, приводного поворотного шаблона 2, упругого элемента 3, гайки 4 крепления шаблона узла 5 закрепления заготовки, корпуса гибочного узла 6, направляющих 7 вертикального гибочного ролика 8, гори- зонтального опорного ролика 9 и горизонтального прижимного ролика 10, рычага 11 крепления верхнего прижимного горизонтального ролика, оси 12, поршня 13, кронштейна 14, упорного болта 15, амортизатора 16, изгибаемый профиль (заготовка) обозначен позицией 17, буквами а и б обозначено положение края упругого элемента соответственно до поджима роликом и при поджиме, буквой в - направление вращения приводного поворотного шаблона, буквой с - исходное положение узла крепления заготовки.
Приводной поворотный шаблон 2 и упругий элемент 3 закреплен посредством гайки 4 крепления на валу привода, размещенного в станине 1. На кромке приводного шаблона 2 посредством болтового соединения закреплен узел 5 крепления заготовки. Корпус гибочного узла 6 смонтирован в направляющих 7 станины 1. Вертикальный гибочный ролик 8 и горизонтальный опорный ролик 9 смонтирован в корпусе гибочного узла 6. Горизонтальный прижимной конический ролик 10 смонтирован с возможностью поворота вокруг оси 12 в кронштейне 14. Порщень 13 смонтирован в корпусе гибочного узла 6, своей штоковой частью соединен с кронштейном 14, закрепленным посредством болтового соединения на станине I. Упорный болт 15 посредством резьбового соединения соединен с рычагом 11 крепления верхнего прижим но- го ролика и своим торцом упирается в амортизатор 16, смонтированный на корпусе обкатного прижимного узла 6.
Профилегибочный станок работает следующим образом.
Приводной поворотный шаблон 2 устанавливается в исходное для гибки поло
5 0
0 0
жение, когда узел 5 крепления заготовок находится рядом с гибочным узлом, впереди него по ходу вращения поворотного шаблона.2 (положение с на фиг. 2). Заготовка 17 устанавливается на поворотный шаблон таким образом, что вертикальная полка конца заготовки 17 зажимается в узле 5 крепления заготовки, а горизонтальная полка заводится в рабочий ручей, образованный кромкой приводного поворотного шаблона и края упругого элемента 3. Упорным болтом 15 через рычаг 11 горизонтальный прижимной ролик 10 приподнимается вверх, увеличивая расстояние между ним и нижним роликом 9. Когда это расстояние достигает размеров, достаточных для охвата края приводного поворотного шаблона 2 вместе с упругим элементом 3, корпус обкатного прижимного узла 6 посредством поршня 13 рабочей смесью (гидравлика или пневматика) подвигается в направляющих 7 в сторону поворотного шаблона 2 до тех пор, пока вертикальный гибочный ролик 8 не упрется в вертикальную полку заготовки 17, прижав ее к поворотному шаблону 2. После этого упорным болтом 15 через амортизатор 16 и рычаг 11, установленный на оси 12 с возможностью поворота, горизонтальный конический ролик 10 опускается вниз до упора в упругий элемент 3. За счет упругости амортизатора 16 упругий элемент 3 из исходного положения для гибки (положение а на фиг. 3) приводится в положение б, сжимая свободу горизонтальной полки изгибаемой заготовки до заданных размеров, т.е. до соприкосновения на линии д-д кромки упругого элемента 3, горизонтальной полки изгибаемой заготовки 17 и кромки приводного поворотного шаблона 2. После этого поворачивается шаблон 2 в направлении в. Заготовка 17, закрепленная посредством узла 5 крепления заготовки к поворотному шаблону 2, начинает поворачиваться вместе с шаблоном 2, прижимаемая к нему роликами 8, 9 и 10. При повороте шаблона 2 с заготовкой 17 ее вертикальная полка прижимается к торцу поворотного шаблона 2 роликом 8, а горизонтальная полка заготовки 17 входит в рабочий ручей, образованный шаблоном 2 и упругим элементом 3. Как показано на фиг. 3, рабочий ручей в момент действия роликов 8, 9 и 10 имеет трапецеидальную конфигурацию в своем поперечном сечении, где нижнее основание и боковая сторона относятся к кромке приводного поворотного шаблона 2, а вторая боковая сторона - к упругому элементу 3. За счет поджима и отжима упругого элемента 3 роликами 9 и 10 трапецеидальное сечение может быть несимметричным (при отжиме) и симметричным (при поджиме упругого элемента 3). Степень трапецеидальности поперечного сечения рабочего ручья может быть рассчитана в зависимости от радиуса изгиба заготовок, степели деформации волокон полки, отстоящих на разном расстоянии от нейтральной оси (нейтрального слоя сечения) изгибаемой заготовки 17. Горизонтальная полка заготовки 17 деформируется таким образом, что ее волокна, находящиеся на краю полки, получают максимальную деформацию сжатия (при гибке полкой внутрь), отчего толщина ее .возрастает, по мере уменьщения деформации сжатия от края полки ближе к нейтральному слою поперечного сечения заготовки 17 уме- ньщается и степень утолщения полки. Принято, что нейтральный слой поперечного сечения заготовки проходит на горизонтальной полке недалеко от радиуса закругления встречных линий - горизонтальной и вертикальной полок (линия д-д}. В абсолютно малом исчислении степень утолщения горизонтальной полки не точно соответствует трапецеидальной форме поперечного сечения рабочего ручья, однако пределы точности изготовления гнутых деталей позволяют упрощение формы поперечного сечения до трапецеидальной, что значительно упрощает технологию изготовления и уменьшает трудозатраты при изготовлении приводных поворотных щаблонов. После поворота щаблона 2 на заданный угол горизонтальный гибочньщ ролик 10 посредством упорного болта 15 через рычаг 11, установ- ленчьш на оси 12 с возможностью поворота, поднимается вверх до освобождения края поворотного шаблона 2 и упругого элемента 3. Затем гибочный узел с роликами 8, 9 и 10 отводится от поворотного шаблона 2, край упругого элемента 3 отходит от поворотного шаблона 2 и освобождает горизон
тальную полку согнутой детали, которую беспрепятственно можно снять. В предложенном профилегибочном станке гибка может быть произведена с меньшими трудозатратами, при этом улучшается качество гнутых деталей, так как значительно сокращается трудоемкость операции съема с приводного поворотного шаблона готовЪй детали, поскольку горизонтальная полка изгибаемого профиля склонная в процессе гибки к потери устойчивости и гофрообразо- ванию и во время процесса гибки находится в рабочем ручье, стесненная до заданной степени, а после гибки за счет отхода упругого элемента данная полка освобождается, что обеспечивает беспрепятственный съем готовой детали.
Формула изобретения
Профилегибочный станок, содержащий приводной шаблон, состоящий из двух частей, образующих рабочий ручей для размещения полки профиля, одна из которых подвижная и установлена с возможностью пере.мещения в вертикальной плоскости, гибочный узел с вертикальным и двумя горизонтальными роликами, один из которых, прижимной, установлен с возможностью взаимодействия с подвижной частью шаблона, отличающийся тем, что, с целью повышения производительности и качества изогнутых деталей, подвижная часть шаблона выполнена в виде упругой пластины, при этом прижимной горизонтальный ролик выполнен коническим, с большим диаметром, расположенным со стороны торца шаблона, а рабочий ручей в поперечном сечении имеет трапецеидальную форму с меньшим основанием у торца шаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки профилей | 1991 |
|
SU1794533A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 1992 |
|
RU2045362C1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Станок для изготовления деталей с двумя отогнутыми концами, преимущественно рулей велосипедов | 1988 |
|
SU1530287A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Трубогибочный станок | 1990 |
|
SU1731351A1 |
| Станок для гибки труб по спирали | 1977 |
|
SU667280A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
Изобретение относится к обработке металлов давлением,а именно к устройствам для изготовления гнутых тонкостенных профилей. Изобретение позволяет повысить производительность и качество изгибаемых деталей. Профилегибочный станок содержит прижимной узел, приводной шаблон, состоящий из двух частей, поворотного шаблона 2 и упругого элемента 3, которые образуют рабочий ручей для размещения полки профиля. Толщина упругого элемента равна 1,5-2 толщины полки изгибаемого профиля. Гибочный узел состоит из гибочного вертикального 8 и двух горизонтальных 9 и 10 роликов. Заготовка устанавливается на поворотный щаблон, зажимается в узле крепления. Горизонтальные ролики гибочного узла охватывают шаблон вместе с упругим элементом, прижимая его к горизонтальной полке профиля. Вертикальный ролик прижи.мает вертикальную полку профиля к шаблону и производит гиб- ку. После отвода прижимного узла край упругого элемента отходит от поворотного шаблона и освобождает горизонтальную полку согнутой детали. 4 ил. (Л ,7 JP / / ,0i. 15 и 1чЭ 00 о со 4 Я|П
(PU8. 3
А-А
//
(Рие.
| Громова А | |||
| Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве | |||
| М.: Оборонгиз, 1960, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
