Изобретение относится к обработке металлов давлением, а именно к специальному трубогибочному оборудованию, и может использоваться в отраслях машиностроения, выпускающих энергетическое и теплооб- менное оборудование, в частности в энергомашиностроении для изготовления плоских змеевиков сложной формы из длинномерных трубных плетей, используемых в конструкциях пароперегревателей тепло- обменного оборудования парогенераторов большой производительности.
Во всех трубогибочных машинах для гибки змеевиков из длинномерных трубных плетей одним из основных узлов является разъемный шаблон, состоящий из нижнего полушаблона и верхнего, связанного с силовым кронштейном и приводным гидроцилиндром, расположенных выше плоскости гибки и препятствующих съему готового змеевика вверх, также перегибам ветвей змеевика вследствие пружинения плетей при гибке на 180° и более.
Известен станок для гибки змеевиков, содержащий станину с двумя взаимно перпендикулярными направляющими, в которых с возможностью возвратно-поступательного перемещения установлены каретка и суппорт с гибочными головками в виде связанных между собой двумя зубчато-реечными передачами полушаблонов, а также установленную с возможностью возвратно-поступательного перемещения в направляющих, параллель-ч
ю
QS
ных направляющим суппорта, связанную с ним плиту, на которой смонтированы направляющие колонки. В устройстве имеется рычажная система и связывающие суппорт с плитой приводные фиксаторы. На суппорте выполнен кронштейн с упором и отверстием, причем фиксатор размещен в этом отверстии. На полушаблонах закреплены шестерни и шарнирно зубчатые рейки, на первом полушаблоне- ползушки, имеющие возможность свободно перемещаться в пазах обоймы, поворотно связанные с осью второго полушаблона. При повороте обоймы вокруг полушаблона соответствующая рейка обкатывается вокруг шестерни и сближает центры шаблонов на величину дуг формируемых гибов, при этом вторая рейка, вращая вторую шестерню, обеспечивает параллельность формируемых ветвей змеевика.
Недостатком известного устройства является то, что при необходимости перейти на другой типоразмер необходимо выполнить замену всего зубчато-реечного механизма. Оба гиба могут быть только одного радиуса, так как иначе произойдет заклинивание механизма, что в результате снижает производительность и качество гибки.
Наиболее близким к изобретению является станок для гибки змеевиков, который содержит перпендикулярные направляющие, в которых с возможностью возвратно-поступательного перемещения установлены каретка и суппорт с гибочными узлами, включающими каждый установленную в корпусе ось, закрепленную на оси секцию обоймы, разъемный шаблон и зажим изгибаемой части трубной плети, а также подъемную платформу, кинематически связанную с суппортом, при этом каждый гибочный узел выполнен в виде установленной на оси поворотной траверсы с приводной ползушкой, несущей блок гибочных роликов, и с приводом поворота траверсы вокруг оси в виде зубчатой пары, а также фиксаторов для поочередного соединения поворотной траверсы с секцией обоймы и с корпусом, а обойма снабжена промежуточной секцией с поперечной и продольной направляющими для соединения с секциями, установленными в каретке и суппорте соответственно и винтовыми приводами ее перемещения.
Данная конструкция станка для гибки змеевиков обеспечивает улучшение качества изделий, а также расширение технологических возможностей за счет настройки станка на различные длины ветвей и различные радиусы гибов.
Однако такой станок имеет недостатки, ограничивающие производительность труда (в сравнении с его техническими возможностями) и усложняющими конструкцию ги- бочных узлов, а именно принятое конструктивное их исполнение в виде разъемного шаблона, содержащего неподвижный нижний полушаблон и подвижный верхний полушаблон, механизма их смыкания с приводным цилиндром,смонтированных на Г-образном силовом кронштейне, с
0 одной стороны, ограничивают возможность технологических перемещений как прямой плети, так и формоообразуемой ее части (перемещение возможно в сторону от Г-образ- ного кронштейна), что ограничивает зону
5 гибки и, следовательно, увеличивает длительность выполнения вспомогательных операций; с другой стороны, сложность конструкции гибочных узлов удорожает трубогибочный станок и увеличивает трудо0 емкость его обслуживания.
Целью изобретения является повышение производительности процесса при сравнительной простоте конструкции.
Цель достигается тем, что в станке для
5 гибки змеевиков, содержащем механизм зажима трубы, станину с двумя направляющими, в которых установлена возвратно- перемещаемая каретка и суппорт, несущий снабженные силовыми цилиндрами рабо0 чие узлы, состоящие из центральной оси, на которой с возможностью поворота вокруг нее смонтирована траверса с направляющими для возвратно-поступательного перемещения ползушкой, на которой раз5 мещены гибочный и основной калибровочный ролики с осями вращения, центральные оси рабочих узлов связаны между собой секционной обоймой, на крайних секциях которой установлены нижние гибочные пол0 ушаблоны, поворотная траверса посредством фиксаторов взаимодействует с секцией обоймы, подъемная платформа кинематически связана с суппортом, на нижних гибочных полушаблонах смонтиро5 вано кинематически связанное с силовым цилиндром водило с осью, установленной на водиле под углом к его оси дополнительной осью и размещенным на дополнительной оси дополнительного калибровочного
0 ролика, а в ползушке выполнен паз для периодического взаимодействия со свободным концом дополнительной оси, а кинематическая связь водила с силовым цилиндром выполнена в виде зубчато-реечной
5 передачи, рабочий ручей для изгибаемой трубы образован обращенными друг к другу поверхностями основного и дополнительно- ,го калибровочных роликов и полушаблона. Снабжение базового гибочного полушаблона шарнирно укрепленным в нем водилом, несущим на жестко укрепленной в нем под углом дополнительной оси дополнительный калибровочный ролик и возможность отвода дополнительного калибрующего ролика в пространство между ветвями змеевика при помощи передачи шестерня-рейка позволяет обеспечить свободный съем гнутых колен с базовых гибочных полушаблонов вверх.
Выполнение оси дополнительного калибрующего ролика с возможностью периодического взаимодействия с пазом, расположенным в корпусе блока гибочных роликов так, что базовый полушаблон совместно с основным и дополнительным калибровочными роликами образуют замкнутый профиль рабочего ручья,позволяет расширить технические возможности станка, обеспечить образование замкнутого профиля рабочего ручья без применения верхнего полушаблона, т.е. значительно упростить конструкцию гибочных узлов, обеспечить свободный съем змеевика и, таким образом, сократить затраты времени на выполнение вспомогательных операций и тех- ническое обслуживание станка, т.е. повысить производительность труда.
Известные в технике трубогибочные машины для изготовления змеевиков сложной формы конструктивно сложны, что делает их дорогими и трудоемкими в техническом обслуживании, а такие недостаточно производительны в силу конструктивных и технологических особенностей,
Конструктивное решение предложенного станка для гибки змеевиков делает его более эффективным.
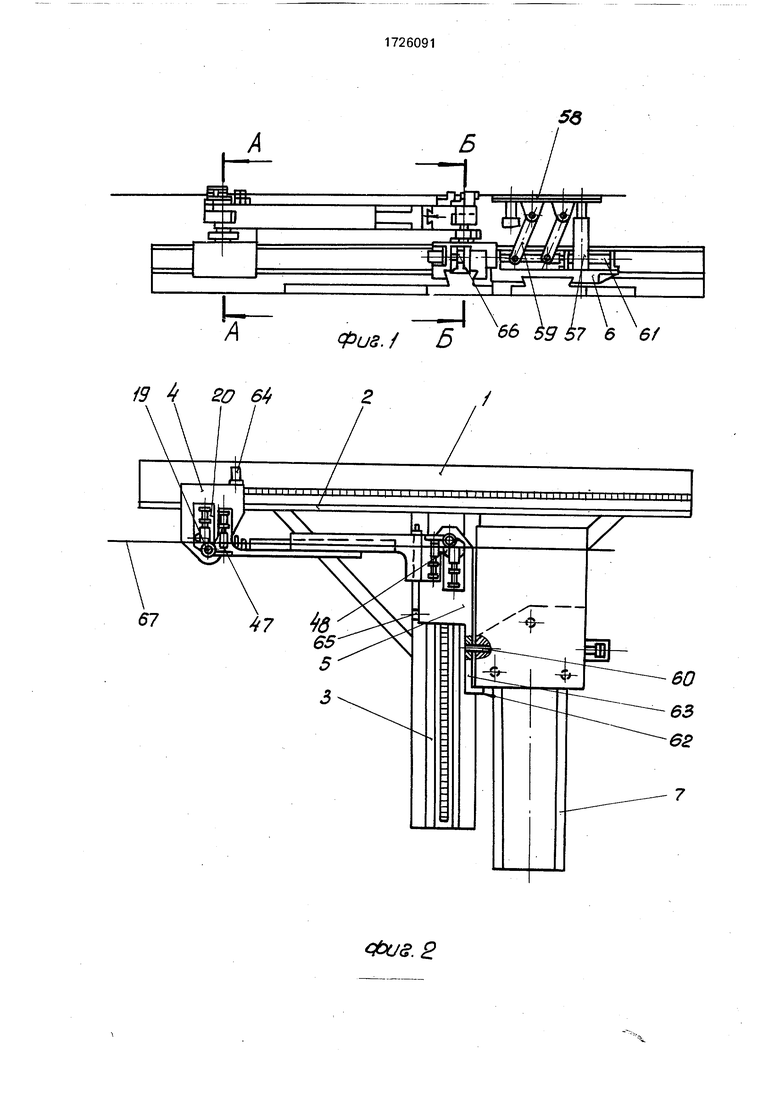
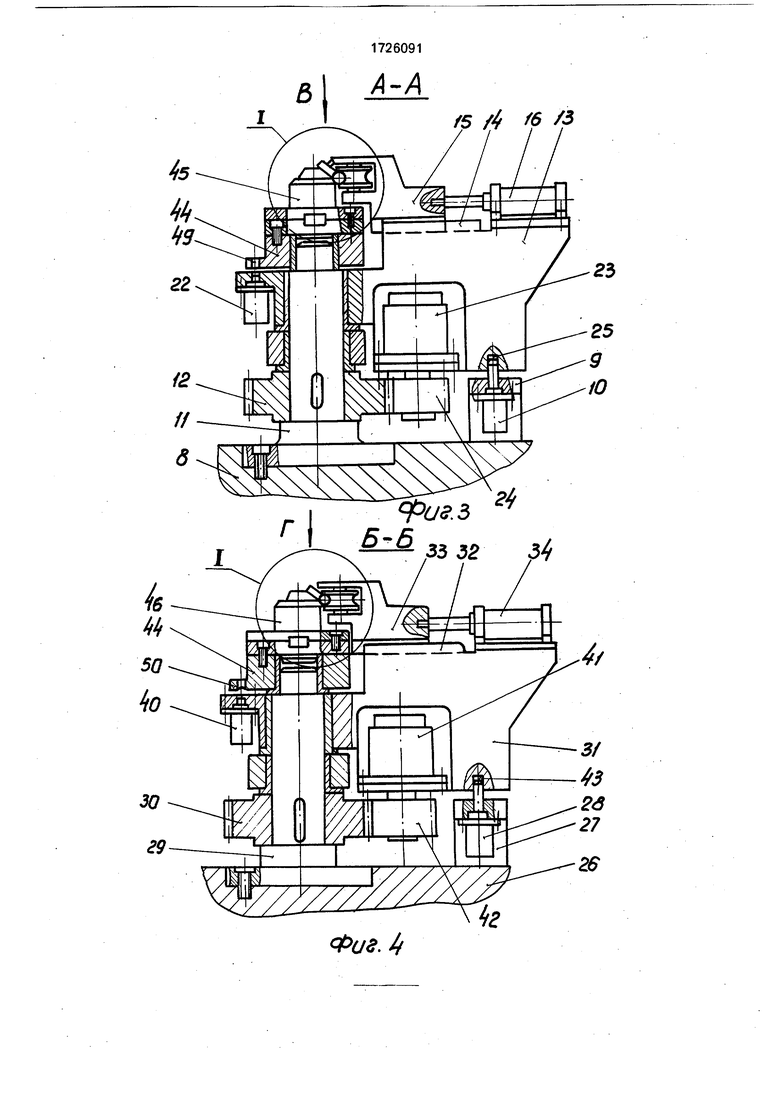
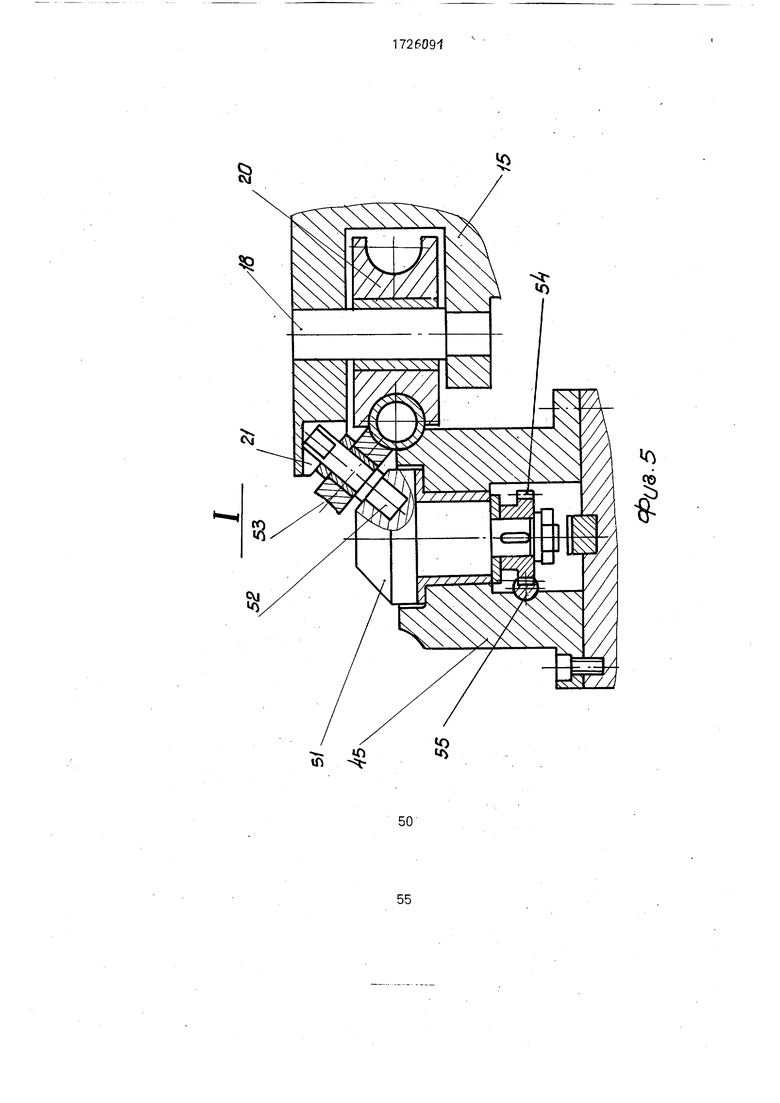
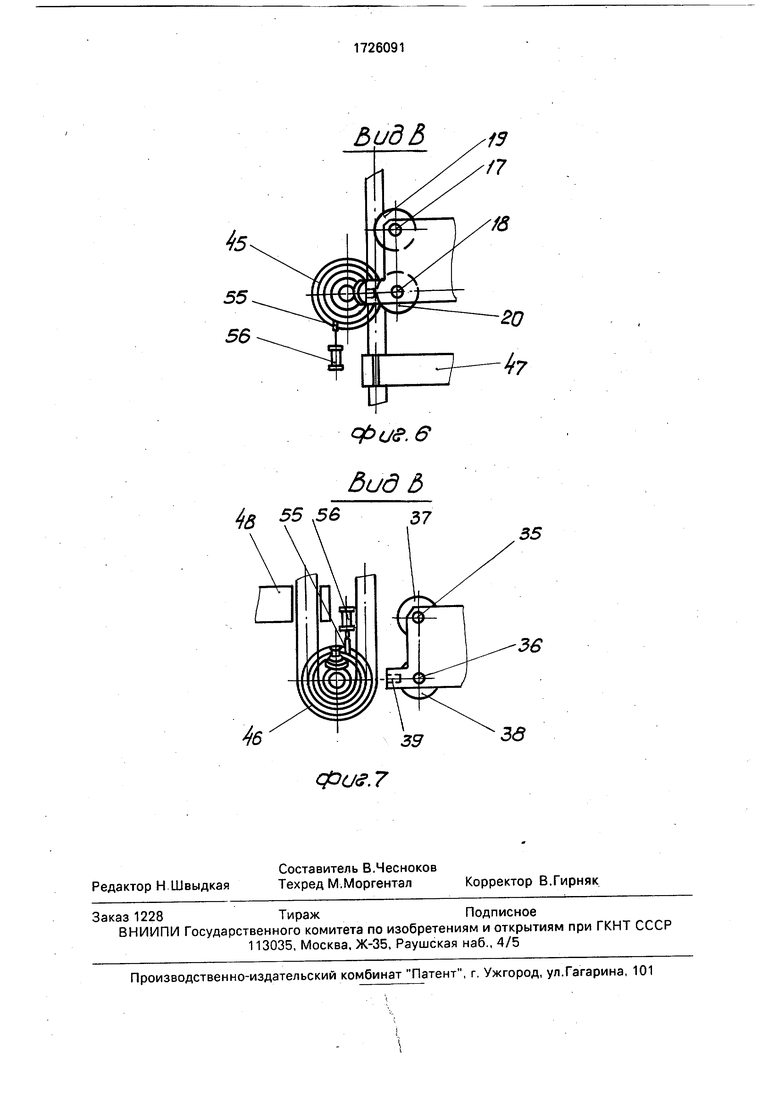
На фиг.1 изображен станок для гибки змеевиков, фронтальный вид; на фиг,2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1, положение гибочного узла в момент начала гибки; на фиг.4 - разрез Б-Б на фиг.1, положение гибочного узла в момент начала гибки; на фиг.5 - узел I на фиг.З, положение гибочного инструмента в момент начала гибки; на фиг.6 - вид В на фиг.З, положение механизмов гибочного узла в начале гибки; на фиг.7 - то же, положение механизмов гибочного узла в момент съема гнутого колена.
Станок содержит Т-образную станину 1, во взаимно перпендикулярных направляющих 2 и 3 которой с возможностью перемещения смонтированы каретка 4 и суппорт 5, поддерживающая плита 6 подвижно установлена в направляющих 7.
Каретка 4 выполнена в виде корпуса 8, на котором жестко смонтированы кронштейн 9 с фиксаторами 10 и центральная ось
11 с жестко закрепленным на ней зубчатым колесом 12.
На центральной оси каретки установлена поворотная траверса 13, в направляю5 щих 14 которой подвижно смонтирована ползушка 15, связанная со штоком приводного цилиндра 16, с закрепленными на ней осями 17 и 18, на которых шарнирно смонтированы гибочный 19 и основной калибро0 вочный 20 ролики. В передней части ползушки 15 против калибровочного ролика 20 выполнен паз 21. На поворотной траверсе 13 закреплены фиксатор 22 и гидромотор 23 с шестерней 24, контактирующей с зуб5 чатым колесом 12. В нижней части траверсы выполнено гнездо 25, с которым периодически контактирует фиксатор 10.
Суппорт 5 конструктивно выполнен аналогично каретке 4 и содержит корпус 26,
0 на котором жестко смонтирован кронштейн 27 с фиксатором 28 и ось 29 с жестко закрепленным на ней зубчатым колесом 30.
На оси 29 установлена поворотная траверса 31, в направляющих 32 которой по5 движно смонтирована ползушка 33, связанная со штоком приводного цилиндра 34, с закрепленными на ней осями 35 и 36, на которых шарнирно смонтированы гибочный 37 и калибровочный 38 ролики. В пере0 дней части ползушки 33 против калибровочного ролика 38 выполнен паз 39. На поворотной траверсе 31 закреплены фиксатор 40 и гидромотор 41 с шестерней 42, контактирующей с зубчатым колесом 30.
5 В нижней части траверсы 31 выполнено гнездо 43, с которым периодически контактирует фиксатор 28.
На главных осях 11 и 29 каретки 4 и суппорта 5 шарнирно смонтирована пово0 ротная секционная обойма, на крайних секциях 44 которой соосно с главными осями жестко укреплены нижние гибочные полушаблоны 45 и 46, установлены зажимные механизмы 47 и 48, а также выполнены
5 гнезда 49 и 50, с которыми периодически контактируют фиксаторы 22 и 40.
В каждом из нижних гибочных полушаблонов шарнирно смонтировано водило 51, в верхней части которого под углом к его оси
0 жестко смонтирована дополнительная ось 52 с поворотно укрепленным на ней дополнительным калибрующим роликом 53. в нижней части водила 51 жестко смонтирована шестерня 54, контактирующая с зубчатой
5 рейкой 55, подвижно установленной в базовом полушаблоне и соединенной со штоком цилиндра 56.
На поддерживающей плите 6 в направляющих колонках 57 подвижно установлена подъемная платформа 58, служащая для
удержания сформированной части змеевика, связанная шарнирно-рычажной системой 59 и фиксатором 60 со штоком цилиндра 61, закрепленного на плите. Плита 6 взаимодействует с упором 62 кронштей- на 63, укрепленного на суппорте 5.
Перемещение каретки 4 и суппорта 5 по взаимно перпендикулярным направляющим 2 и 3 осуществляется соответственно от гидродвигателей 64 и 65 посредством ше- стерне-реечных передач 66.
Станок для гибки змеевиков работает следующим образом.
В исходном положении перед гибкой подъемная платформа 58 опущена, поддер- живающая плита 6 находится в крайнем переднем положении и соединена с кронштейном 63 посредством фиксатора 60, поворотные траверсы-13 и 31 соединены с корпусами 8 и 26 посредством фиксаторов 10 и 28, штоки цилиндров 16 и 34 втянуты, ползушки 15 и 33 с гибочными 19 и 37 и калибровочными 20 и 38 роликами отведены от базовых полушаблонов 45 и 46, дополнительные калибровочные ролики 53 находят- ся в исходном положении перед гибкой (фиг.6).
Трубная плеть 67 подается на заданный размер (по программе) в ручьи базовых полушаблонов 45 и 46 и фиксируется зажимны- ми механизмами 47 и 48. Включением цилиндров 16 и 34 на выталкивание штоков ползушки 15 и 33 перемещаются по направлению к плети, верхние части осей 52 при этом входят в пазы 21 и 39 ползушек, а гибочные 19 и 37 и калибровочные 20 и 38 ролики входят своими ручьями в контакт с плетью 67, причем калибровочные ролики 20 и 38 прижимают плеть к базовым полушаблонам 45 и 46 и дополнительным ка- либровочным роликам 53, в результате чего образуется замкнутый профиль рабочего ручья. Полости цилиндров 55 и 56 соединяются со сливом.
Одновременным включением гидродвигателей 64 и 65 осуществляется перемещение каретки 4 вправо по направляющим 2 и суппорта 5 - назад по направляющим 3, при этом секционная обойма поворачивается относительно главных осей 11 и 29. Гибочные 19 и 37, калибровочные 20 и 38, а также дополнительные калибровочные ролики 53 изгибают трубу и калибруют ее в местах изгиба с обоих концов от зафиксированного прямого участка плети на заданный угол в пределах 180 в зависимости от конфигурации змеевика. Места изгиба трубы в процессе гибки постоянно находятся в замкнутом профиле ручья.
5
10
15 0 5
0 5 0
5
0
5
Дополнительные калибрующие ролики 53 и водила 51 удерживаются от поворота верхними частями осей 52, контактирующих с соответствующими пазами, выполненными в ползушках 15 и 33. Рейки 55 в процессе гибки обкатываются вокруг шестерни 54, перемещая шток цилиндра 56.
При необходимости формообразования П-образных участков в змеевике (пооперационная гибка в пределах 90°) осуществляется расфиксация траверс 13,31 посредством вывода фиксаторов 10 или 28 из гнезд 25 и 43 и включение соответствующего гидромотора 23 или 41 на рабочей ход, пру этом осуществляется гибка участка на 90 за счет поворота соответствующей траверсы и обкатка трубы соответствующими роликами.
После окончания операций по формообразованию элементов змеевика все механизмы и устройства станка возвращаются в исходное положение, для чего включением цилиндров 16 и 34 на втягивание штоков гибочные и калибровочные ролики отводятся от базовых полушаблонов 45 и 46 и дополнительных калибровочных роликов 53, зажимные механизмы 47 и 48 включаются на разжим плети, включением цилиндров 56 калибровочные ролики 53 поворачиваются посредством шестерне-реечных передач и водил 51 в зону между ветвями змеевика (фиг.7). Включением цилиндра 61 на втягивание штока осуществляется расфиксация плиты 6 и кронштейна 63 и подъем платформы 58 со сформированной частью змеевика. Дополнительные калибровочные ролики 53 включением цилиндров 56 возвращаются в исходное положение.
Одновременным включением гидродвигателей 64 и 65 осуществляется перемещение каретки 4 и суппорта 5 в исходное положение, включением цилиндра 61 на выталкивание штока обеспечивается фиксация плиты 6 и кронштейна 63 суппорта, а также перемещение платформы 58 вниз (плеть снова устанавливается в плоскость гибки).
Для формообразования змеевиков разнообразных конфигураций все указанные операции повторяются в различной последовательности.
Возможность взаимодействия верхней части калибровочного ролика с пазом, выполненным в ползушке, во время гибочного процесса обеспечивает образование замкнутого профиля рабочего ручья без применения верхнего полушаблона, в результате чего значительно упрощается конструкция гибочных узлов. Выполнение каждого разъемного гибочного шаблона в виде базового
полушаблона с шарнирно укрепленным в нем водилом, несущим ось с дополнительным калибровочным роликом, образующим совместно с базовым полушаблоном и основным калибровочным роликом замкнутый профиль рабочего ручья, а также возможность выхода дополнительного калибровочного ролика из зоны гибки в зону между ветвями змеевика, позволяет расширить технические возможности станка, обеспечить свободный съем с базовых полушаблонов гнутых участков змеевика и, таким образом, сократить затраты времени на выполнение вспомогательных трудоемких операций и техническое обслуживание станка, т.е. повысить производительность станка.
Предложенное изобретение предназначено для использования в трубоблочном производстве для изготовления змеевиков пароперегревателей из длинномерных трубных плетей для парогенераторов типа ТПЕ-427, ТГМЕ-428, ТГМ-444.
Трудоемкость основных и вспомогательных операций на один машинокомплект (парогенератор производительностью 500 т/ч) составляет 14620 т/ч,
Формула изобретения Станок для гибки змеевиков, содержащий станину с двумя взаимно перпендикулярными направляющими, на которых с возможностью возвратно поступательного перемещения установлены каретка и суп0
5
0
5
0
5
порт с рабочими узлами с силовыми цилиндрами и с центральной осью, на которой с возможностью поворота смонтирована траверса с направляющими, с расположенной на них с возможностью возвратно-поступательного перемещения ползушкой, на которой размещены гибочный и основной калибровочный ролики с осями вращения, причем центральные оси связаны между собой секционной обоймой, на крайних секциях которой установлены нижние гибочные полушаблоны, а упомянутая траверса установлена с возможностью взаимодействия с секцией обоймы посредством фиксаторов, механизмы зажима трубы и подъемную платформу, кинематически связанную с суппортом, отличающийся тем, что, с целью повышения производительности, он снабжен смонтированным на нижних гибочных пол.ушаблонах воДилом с осью, кинематически связанным с силовым цилиндром, установленной на води л е под углом к его оси дополнительной осью и размещенным на дополнительной оси дополнительным калибровочным роликом, при этом в упомянутой ползушке выполнен паз для периодического взаимодействия со свободным концом дополнительной оси, кинематическая связь водила с силовым цилиндром выполнена в виде зубчато-реечной передачи, а рабочий ручей для изгибаемой трубы образован обращенными друг к другу поверхностями основного и дополнительного калибровочных роликов и полушаблона.
Фаз. 2
&
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Станок для гибки змеевиков | 1980 |
|
SU935162A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1985 |
|
SU1400711A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
Использование: изготовление плоских змеевиков сложной формы из длинномерных трубных плетей, применяемых в конструкциях пароперегревателей тепло- обменного оборудования парогенераторов большой производительности. Сущность изобретения: устройство содержит Т-образную станину, во взаимно перпендикулярных направляющих которой с возможностью перемещения смонтированы каретка и суппорт с центральными осями. На последних установлены с возможностью поворота траверсы, в направляющих которых смонтированы подвижные ползушки с шарнирно закрепленными на них гибочными и основными калибровочными роликами, на осях каретки 4 и суппорта шарнирно смонтирована поворотная секционная обойма, на крайних секциях которой соосно упомянутым осям жестко закреплены нижние гибочные полушаблоны. В каждом из последних смонтировано водило. В верхней части водила под углом к его оси установлена дополнительная ось с дополнительным калибрующим роликом. В нижней части водила смонтирована шестерня, связанная с зубчатой рейкой, соединенной с силовым цилиндром.7 ил. (Л С
Фаг. 4
4в 5$
Фие.б
Вид &
37
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
