11
Изобретение относится к машиностроению, в частности к производству машин для контактной рельефной сварки, и может найти применение nj)H приварке накладных элементов к полы деталям.
Целью изобретения является повышение качества за счет более плотного прилегания промежуточного электрода к поверхности свариваемых элементов и улучшения условий обслуживания сварочного устройства.
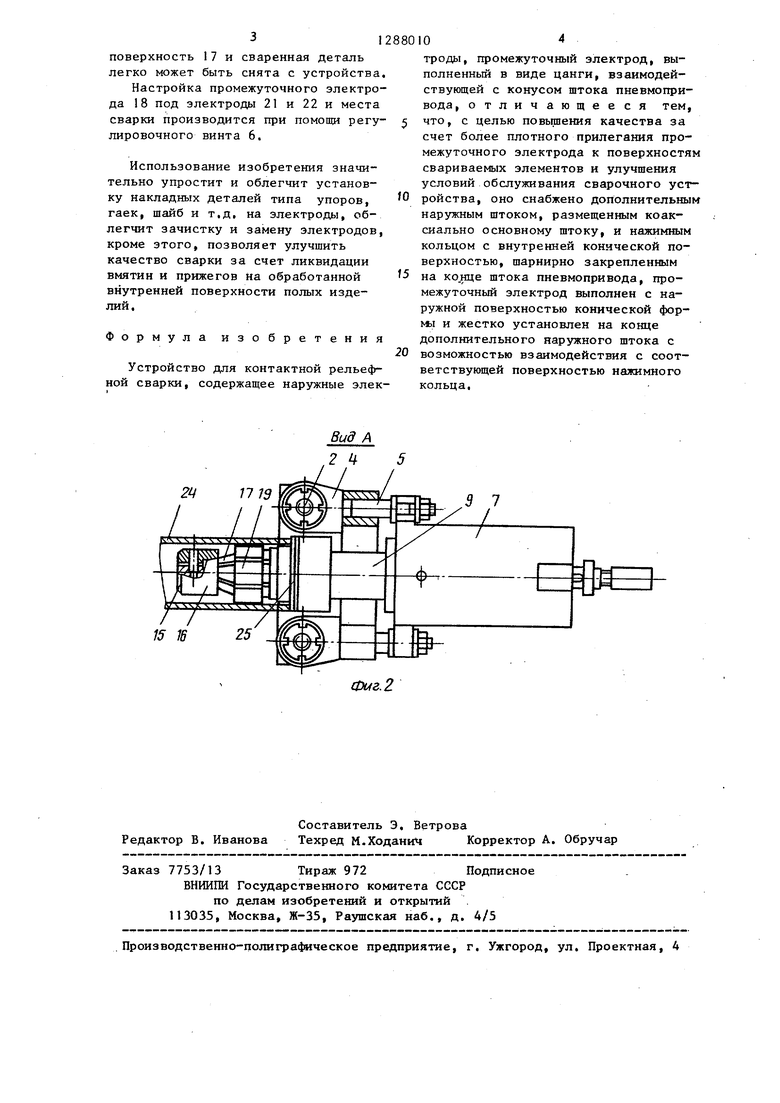
На фиг. 1 изображено устройство в рабочем положении с установленными сваривае 1ми деталями при подня- том верхнем и опущенном нижнем электродах, общий вид; на фиг, 2 - вид
А на фиг, 1,
I
На нижнем хоботе 1 сварочной кон- тактной машины на направляющих колонках 2 посредством пружин 3 подпружинен вильчатый корпус 4 устройства, соединенный двумя штангами 5 и регулировочным винтом 6 с корпу- сом пневмопривода 7, Пневмопривод имеет телескопический шток - внутренний 8 и наружный 9, Внутренний шток 8 жестко соединен с поршнем 10, На конце внутреннего штока 8 ус тановлены флажок 1I, взаимодейству- ющий с конечным выключателем 12, и муфта 13 .дпя подвода охлаждающей жидкости к месту сварки, а на другом конце штока 8 выполнен конус 14 и подвижно установлено на оси 15 нажимное кольцо 16, которое имеет возможность взаимодействовать с эквидистантной поверхностью 17 промежуточного электрода 18, жестко установленного на конце наружного штока 9, Промежуточный электрод 18, имеющий цилиндрические рабочие поверхности 19, выполнен в виде цанги с внутренним конусом 20, взаимодей- ствующим с ответным конусом 14, Рабочие поверхности 19 промежуточного электрода 18 находятся между верхним 21 и нижним 22 наружными электродами сварочной машины. На этих электродах установлены привариваемые детали 23, удерживаемые на них захватами, а на промежуточном электроде 18 - труба 24, к которой детали 23 должны быть приварены. Труба 24 устанавливается на электроде 18 до упора 25, находящегося на его рабочей части и изолированного от него прокладкой 26,
5
0 5 0 5 0 5
5
0
102
Устройство работает следующим образом,
В исходном положении поршень 10 пневмопривода находится в крайнем правом положении, а промежуточный электрод 18 выведен из-под электродов 21 и 22, В таком положении на элр.ктроды 21 и 22 закладываются детали 23, а на промежуточный электрод 18 до упора 25 надевается труба 24, Потом включают пневмопривод. Под воздействием сжатого воздуха поршень 10 перемещает внутренний шток 8 влево, конус 14 штока 8 приходит во взаимодействие с внутренним конусом 20 промежуточного электрода 18, который перемещается вместе с наружным штоком 9 до упора последнего в левую крышку пневмопривода 7, При дальнейшем перемещении поршня 10 влево конус 14, воздействуя на внутренний конус 20 цанги электрода 18, плотно прижимает-рабочие поверхности 19 к внутренней поверхности трубы 24, после чего флажок 11, установленный на конце внутреннего штока 8, включает выключатель 12, который вводит в работу сварочную машину, начинается опускание электрода 21, который, воздействуя через деталь 23 и трубу 24 на внутренний электрод 18, опускает подпружиненное пружинами 3 устройство до упора в деталь 23, установленную на нижнем электроде 22, Прижатые к трубе 24 детали 23 приваривают с противоположных сторон. Потом происходит возврат верхнего электрода 21 и устройства в исходное положение. При впуске сжатого воздуха в левую полость пневмо- цилиндра поршень 10 с внутренним штоком 8 начинают движение вправо и выводят конус 14 из внутреннего конуса 20, потом нажимное кольцо 16 давит на наружную конусную поверхность 17, самоустановившись на оси 15, Внутренний электрод 18 сжимается и освобождает внутреннюю поверхность трубы 24, Наружный шток 9, увлекаемый нажимным кольцом 16, перемещается вправо тоже и выводит промежуточный электрод 18 из зоны наружных электродов. Потом наружшз1й шток 9 упирается в крышку пневмопривода 7, после чего конусная поверхность нажимного кольца 16 окончательно обжимает наружную конусную
312880
поверхность 17 и сваренная деталь легко может быть снята с устройства. Настройка промежуточного электрода 18 под электроды 21 и 22 и места сварки производится при помощи регу- j лировочного винта 6.
Использование изобретения значительно упростит и облегчит установку накладных деталей типа упоров, гаек, шайб и т.д. на электроды, облегчит зачистку и замену электродов, кроме этого, позволяет улучшить качество сварки за счет ликвидации вмятин и прижегов на обработанной внутренней поверхности полых изделий.
Формула изобретения
Устройство для контактной рельефной сварки, содержащее наружные элек
5
0
104
троды, промежуточный электрод, вы- полненньй в виде цанги, взаимодействующей с конусом штока пневмопривода, отличающееся тем, что, с целью повьрения качества за счет более плотного прилегания промежуточного электрода к поверхностям свариваемых элементов к улучшения условий обслуживания сварочного устройства, оно снабжено дополнительным наружным штоком, размещенным коак- сиально основному штоку, и нажимным кольцом с внутренней конической поверхностью, шарнирно закрепленным на конце штока пневмопривода, промежуточный электрод выполнен с наружной поверхностью конической формы и жестко установлен на конце дополнительного наружного штока с возможностью взаимодействия с соответствующей поверхностью нажимного кольца.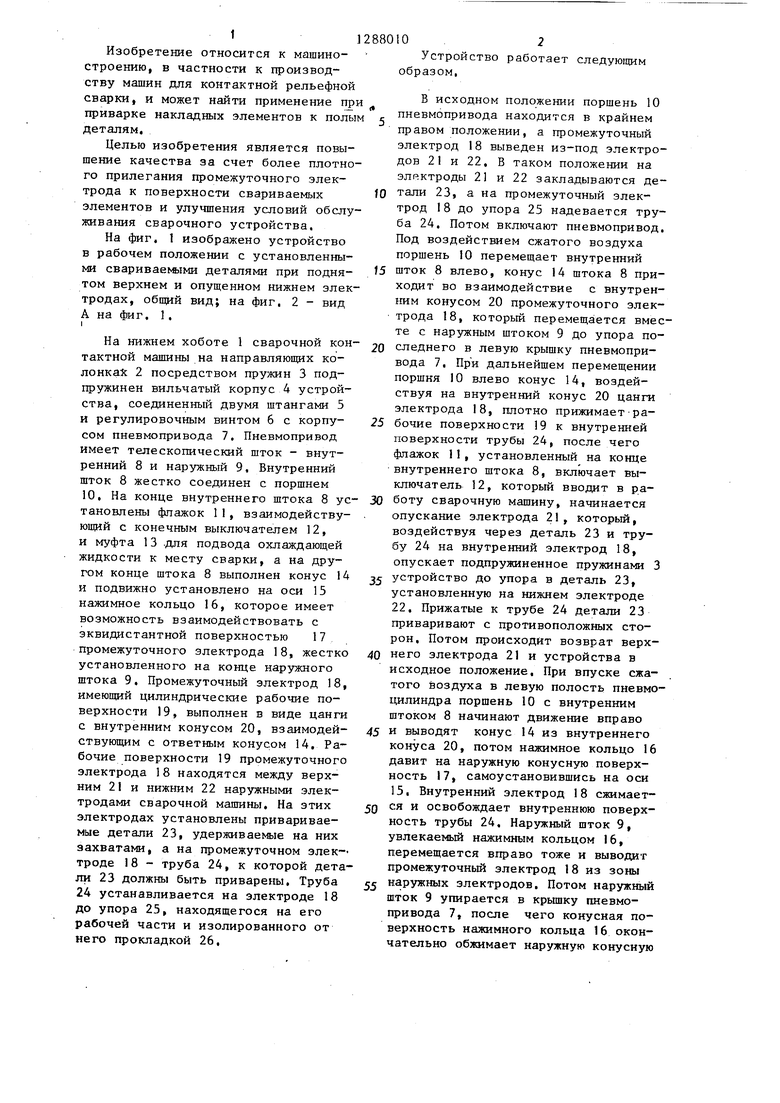
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| Автомат для контактной стыковой сварки трубчатой оболочки твэлов с заглушкой | 1987 |
|
SU1490829A1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Электродный узел для контактной точечной сварки | 1988 |
|
SU1516277A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
Изобретение касается производства машин для контактной сварки и может быть использовано для приварки накладных элементов к полым деталям. Целью изобретения является повышение качества за счет более плотного прилегания промежуточного электрода к поверхности свариваемых элементов и улучшения условий обслуживания устройства. На промежуточный электрод 18 устанавливается труба 24, Шток 8 перемещается с штоком 9 до упора последнего в крышку цилиндра 7. При дальнейшем перемешении электрод 18 плотно прижимается к внутренней поверхности трубы 24, производится сжатие электродов, сварка и возвращение наружных электродов. Поршень 10 с штоком 8 перемешается в обратную сторону. При этом конус 14 выводится из внутреннего конуса 20, а нажимное кольцо 16 давит на наружную конусную поверхность промежуточного электрода 18, который освобождает трубу 24. Шток 9, увлекаемый нажимным кольцом 16, выводит промежуточный электрод 18 из зоны сварки. 2 ил. с О) 21 //7 7J кэ 00 00 Фиг.1
/
13
15 16
Составитель Э, Ветрова Редактор В, Иванова Техред М.ХоданиЧКорректор А, Обручар
Заказ 7753/13Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 2
| 0 |
|
SU155584A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
