1
Изобретение касается коптрольпо-измерительных приборов и устройств, применяемых в манлиностроении.
Известны переналаживаемые приборы активного контроля, применяемые при круглом шлифовании, которые предназначены для контроля деталей в процессе обработки на круглошлифовальных станках и снабжены смеппыми измерительными призмами для каждого диаметра обрабатываемых деталей,
Целью изобретения является исключение применения сменных измерительных скоб и сокраш,ение времени на переналадку с одного типоразмера деталей на другой.
Это достигается выполнением измерительного устройства в виде откидной подпружиненной и шарнирно-закрепленной рамки, которая фиксируется в рабочем и откинутом положении фиксаторами, с перемещающейся по ней в вертикальном направлении скобой, кинематически связанной с механизмом точной установки скобы по центру детали. Скоба выполнена в виде корпуса с пневмоцилиндром, на щтоке которого закреплена одна из измерительиых губок, а так же размещены: устройство для закрепления сменного калибра валика, измерительное сопло и вторая измерительная губка в нижней части корпуса,
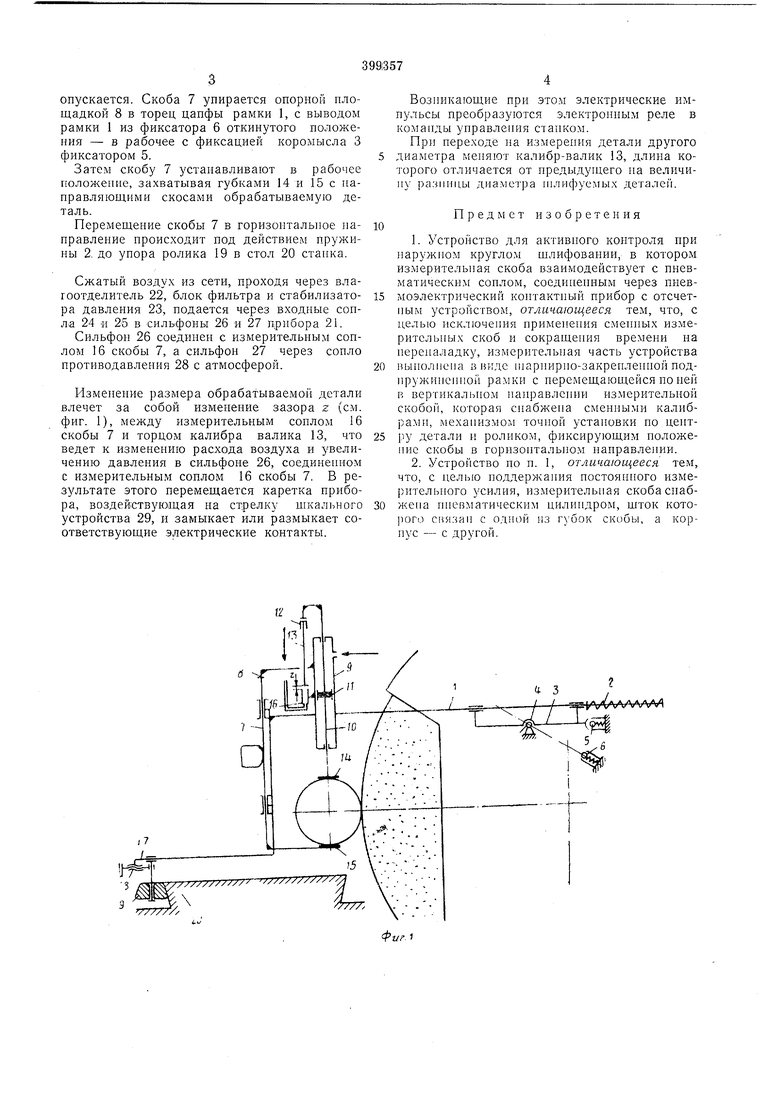
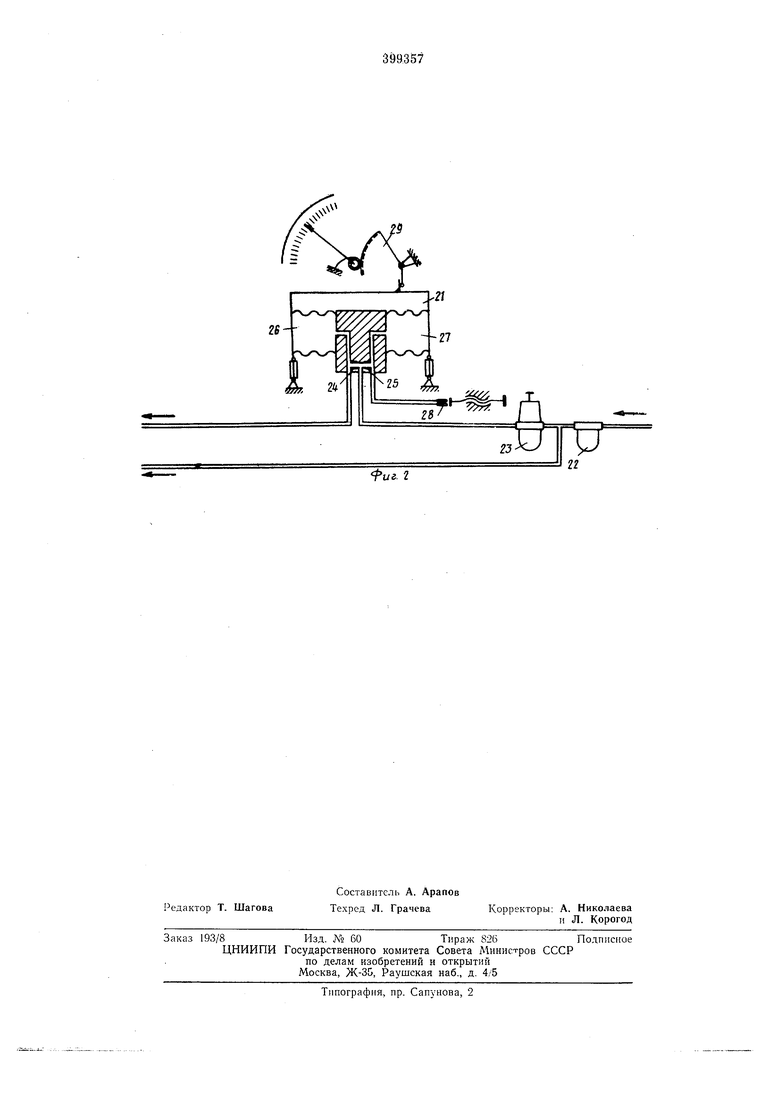
На фиг. 1 приведена схема предложенного устройства; па фиг. 2 - схема пневмоэлектрического прибора активного контроля.
Устройство для активного контроля при наружном круглом щлифовании содержит рамку 1 с пружиной 2, коромыслом 3, поворачивающимся на оси 4 и фиксируемым в откинутом и рабочем положениях фиксаторами 5 и 6, скобу 7, имеющую опорную площадку 8, пневмоцилиндр 9 со щтоком 10 и порщнем 11, устройство 12 для крепления калибра валика 13, измерительные губки 14 и 15, измерительное сопло 16, механизм 17 точной установки скобы 7 с винтовой парой 18, ролик 19, уиирающийся в стол 20 станка, пневмоэлектрический прибор 21, влагоотделитель 22, стабилизатор давлепия 23, входные сопла 24 и 25 сильфонов 26 н 27, сонло противодавления 28, и шкальное устройство 29.
Работа устройства основана на пневмоэлектрическом способе измерения, обеспечивающем визуальный контроль размера по шкале отсчетного устройства и по загоранию сигнальных лампочек, а автоматический - путем подачи электрическнх команд для перехода с одного режима обработки на другой.
Измерительная скоба 7 из откинутого зафиксироваиного положения возвращается в рабочее при оттягивании рамки 1 за рукоятку, и при сжатом состоянии пружины 2 она опускается. Скоба 7 упирается опорной площадкой 8 в торец цапфы рамки 1, с выводом рамки 1 из фиксатора 6 откипутого положения - в рабочее с фиксацией коромысла 3 фиксатором 5. Затем скобу 7 устаиавливают в рабочее положение, захватывая губками 14 и 15с направляющими скосами обрабатываемую деталь. Перемещение скобы 7 в горизоптальпое направление происходит под действием пружины 2. до упора ролика 19 в стол 20 станка. Сжатый воздух из сети, проходя через влагоотделитель 22, блок фильтра и стабилизатора давления 23, подается через входные сопла 24 и 25 в сильфоны 26 и 27 прибора 21. Сильфон 26 соединен с измерительиым соплом 16 скобы 7, а СИЛЬФОН 27 через сопло противодавления 28 с атмосферой. Изменение размера обрабатываемой детали влечет за собой изменение зазора z (см. фиг. 1), между измерительным соплом 16 скобы 7 и торцом калибра валика 13, что ведет к изменению расхода воздуха и увеличению давления в сильфоне 26, соединенном с измерительным соплом 16 скобы 7. В результате этого перемещается каретка прибора, воздействующая на стрелку шкального устройства 29, и замыкает или размыкает соответствующие электрические контакты. Возникающие при этом электрические импульсы преобразуются электронным реле в команды управления станком. При переходе на измерения детали другого диаметра меняют калибр-валик 13, длина кодторого отличается от предыдунхего на величину разницы диаметра шлифуемых детале. Предмет изобретения 1.Устройство для активного контроля при наружном круглом шлифовании, в котором измерительная скоба взаимодействует с пневматическим соплом, соединенным через пневмоэлектрический коптактпый прибор с отсчетным устройством, отличающееся тем, что, с целью исключения применения смеппых измерительных скоб и сокращения времени на нереналадку, измерительная часть устройства выполнена в виде шарнирно-закренленной подпружиненпой рамки с перемещающейся попей в вертикальном на}1равленпи измерительной скобой, которая снабжена сменными калибрами, механизмом точной установки но центру детали н роликом, фиксирующим ноложение скобы в горизонтальном направлении. 2.Устройство по н. 1, отличающееся тем, что, с целью поддержания ностоянного измерительного усилия, измерительная скоба снабжена пневматическим цилиндром, шток которого сиязан с одной из губок скобы, а корпус - с другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1970 |
|
SU284318A1 |
| Устройство для контроля износа калибров валка сортопрокатной клети | 1982 |
|
SU1026872A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1990 |
|
RU2066843C1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ | 1967 |
|
SU201932A1 |
| ШТАНГЕНЦИРКУЛЬ | 2000 |
|
RU2212018C2 |
| Прибор для определения проницаемости пористых изделий | 1978 |
|
SU787958A1 |
| ГЛАДКАЯ РЕГУЛИРУЕМАЯ СКОБА | 1996 |
|
RU2110765C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1968 |
|
SU429941A1 |
а 3 M
