(54) ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ Их ОБРАБОТКИ
1
Изобретение относится к приборам для , активного контроля изделий.
Известны пневматические приборы для контроля изделий в првцессе обработки на бесиентрово-шлифовальйых стаканак, выпол4- 5 ненные в виде призмы с встроенным в нее, измерительным соплом пневмодатчика, сигЦ нал с которого управляет приводом подачи. станка. Однако эти приборы не позволяютизмерять конические поверхности, наприме ib конические ролики, различных типоразмеров.
Цель изобретения - обеспечить контроль конических поверхностей различных типораё меров.
Достигается она тем, что с двух CTOpoijI ifi от сопла в биссекторной плоскости призмы |. . расположены перемешаемые в этой плоскости пластины, по которым базируется мень-л ший торец конической поверхности.
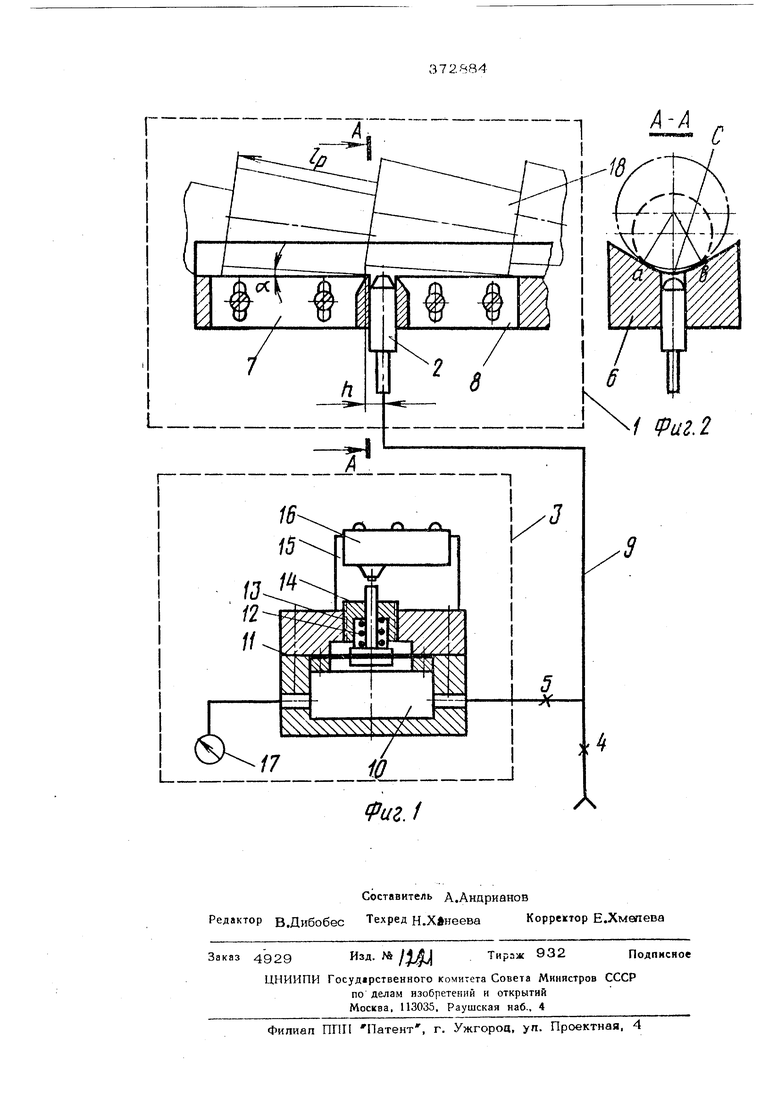
На фиг. 1 изображен описываемый при- 20 бор, общий вид; на фиг. 2 - разрез по А-Л на фиг. 1..
Прибор 1 содержит пневматический дат4 чик 2, блок 3 управления, входной 4 и дополнительный 5 дроссели, призматическую2fi
измерительную опору 6. Под |опор6й. нвпо вижно установлены две пластины 7 и 8. пневматический датчик 2 между ними и дроссель 4.
В трубопровод 9 измерительного давле-1 : ния включают дополнительно дроссель 5 я блок 3 управления, содержащий камеру lOj .мембрану 11 пружину 12йГайку13,шток 14, кронштейн 15, микропереключатель 16 и образцовый манометр 17.
Отшлифованные конические ролики 18 и: зоны шлифования бесиентрово-шлифовальнсм го станка попадают на призматическую измерительную опору 6, пульсирующе (пре рывисто) перемещаются по опоре 6 с шагом, равным длине обрабатываемой детали, с помощью ведущего резьбового барабана станка.
Две точки а и в на большом торце конического ропика 18 соприкасаются с накло ными поверхностями опоры 6, а точка с, лежащая на меньшем тррце ролика, - с горизонтальной плоскостью пластин 7 и 8. ; в призматической измерительной опоре . между пластинами неподвижно установлен КОНТРОЛЯ ИЗДЕЛИЙ В ГЙ ОЦЕССВ один пневматический аатчик 2. Плостины закреплены таким оОрпзом, что нижняя оброзующая конического ролика 18 нпклонена относительно горизонтальной плсхгкости пластин под некоторым углом сС, чтобы получить оптимальный дроссельный эффект при измереш1и. Прибор установлен на станке так, что ;ось пневматического датчика . 2 находится от большого торца конического ролика 18 в статическом положении при его пульс рующем движении на расстоянии Ь (0.12 : 0,18) р 1 гдеЬр- длина образующей- конического ролика. Сжатый ьоздух от сети через annapaty- ру подготовки воздуха, очищенный и стабилизированный, поступает через дроссели в камеру 10 и измерительное сопло пневматического датчика 2, который ощупывает снизу поверхность конического ролика 18. Дроссель 5 и камера 10 блока 3 управ ления позволяют измерять непрерывно перемещающиеся по опоре 6 конические ролики при шлифовании. При этом происхо дит непрерывное суммирование поступающ го от пневматического датчика 2 сигнала и его усреднение, исключая сброс давления I в камере при прохождении фасок отшлифованных конических роликов 18 над измерительным соплом пневматического датчика 2 В зависимости от зазора между измери тельным соплом датчика 2 и поверхностью отшлифованного конического ролика 18 В-, камере 10 устанавливается различное давление воздуха, которое, действуя на ме брану 11 и пружину 12, перемещает шток 14. Усилие пружины 12 регулируют гай) кой 13. На кронштейне 15 устанавливают микропереключатель 16, который включает ся и выключается штоком 14. Микропереключатель 16 управляет при(ЮПОМ ПОДПЧИ боС1ШНТрОВО-и1ЛЙ(ЮПЯП.иОГО стпикп. 1 1лиф №днии конических роликов в результате износа шлифовального круга их размер возрастает, а давление .в камере снижается. Как только будет досг гнута верхняя контрольная граница,, микробпереключатель 16 включает посредством магнитного пускателя электродвигатель привода подачи, который перемещает бабку ведущего круга со скоростью, несколько -Ji. большей максимальной скорости износа шлифовального круга. В результате перемещения бабки воздушного круга размер отшлифованных коничес, ких роликов 18 и соответственно зазор между их образующей и датчиком 2 j уменьшается, а давление в. камере 10 noJ вышается. При этом шток 14 и микропере ключатель 16 выключают электродвигатель привода подачи. Для визуального контроля бесцентровое го шлифования конических роликов 18 по образующей установлен образцовый манометр 17. Предмет из об р е т е н и я Пневматический прибор для контроля изделий в процессе их обработки например, на бесцентрово-шлифовальном станке, выполненный в виде призмы с встроенным в нее измерительным соплом пневмодатчика, сигнал которого управляет приводом подачи станка, отличающийся тем, что, с целью контроля конических поверхностей различных типоразмеров, с двух сторон от сопла в биссекторской плсискости призмы расположены перемещаемые в этой плоскости пластины, по которым .базируется меньший торец конической поверхности.