2. Устройство для осуществления способа по п. 1, содержащее основание, на котором установлено зажимное приспособление для фиксирования каждой петли и приспособление для удержания ее под натяжением, о т- личающееся тем, что, с це лью повышения надежности обвязки, оно снабжено неподвижно установленной на основании зубчатой рейкой и винтовым механизмом, выполненным с прорезью для укладки петли обвязки, и снабженным кареткой,соединенной посредством фиксирукщего рычага и связанного с ним зубчатого колеса с зубчатой рейкой, а приспособление для удержания под натяжением петли
Изобретение относится к лесной промышленности и может быть использовано на лесосплаве при формирова- НИИ и обвязке пучков (пакетов) круглых лесоматериалов, преимущественно микропучков (микропакетов) на первоначальном лесосплаве.
Цель изобретения - повышение надежности обвязки.
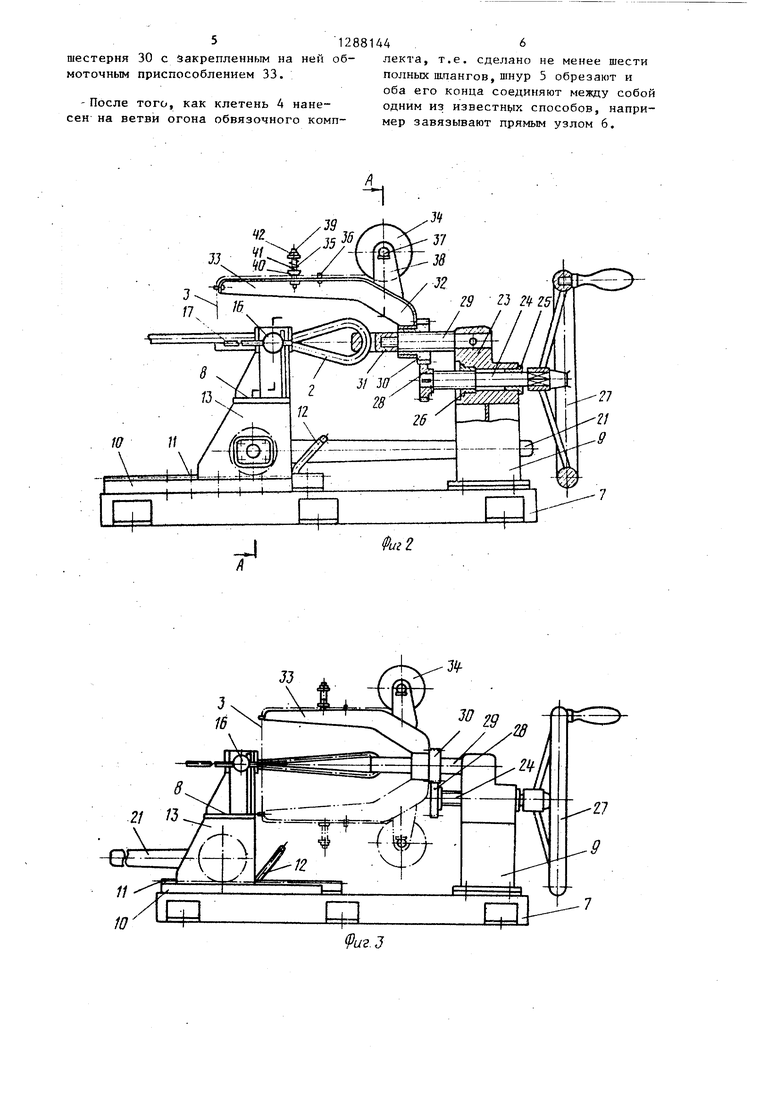
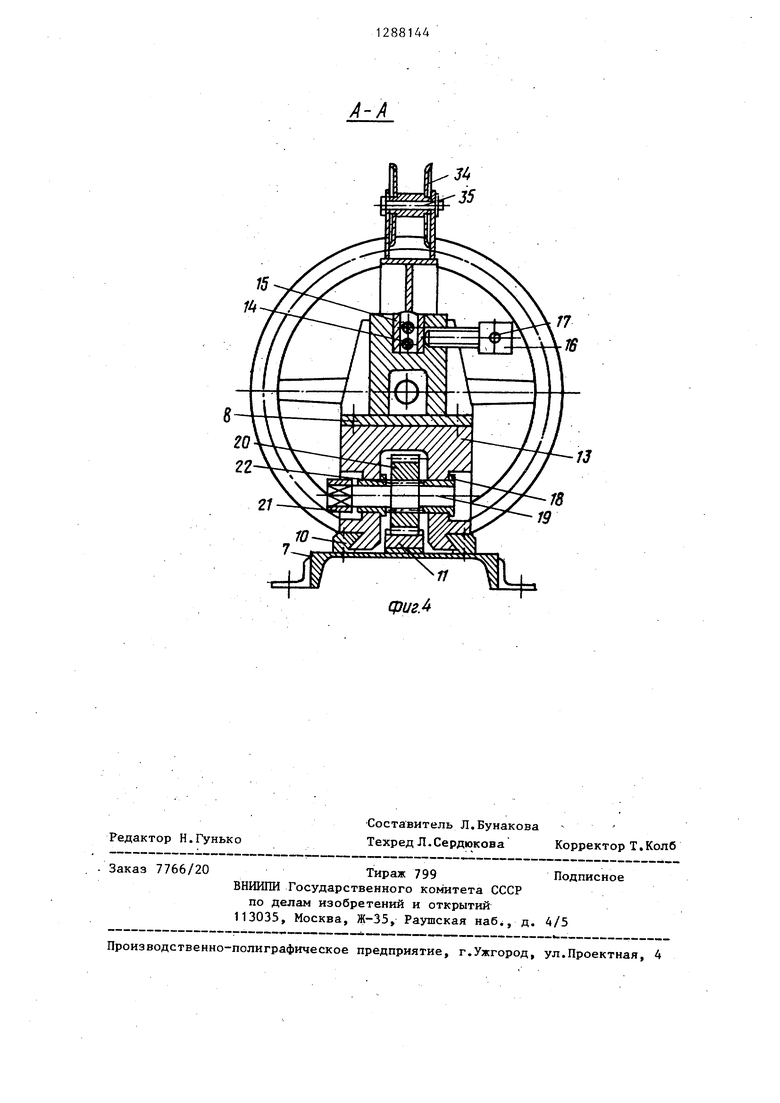
На фиг, 1 показан обвязочньй комплект, общий вид; на фиг. 2 устройство для изготовления обвязочных комплектов, общий вид; на фиг. 3 - то же, в рабочем положении; на фиг.4 разрез А-А на фиг. 2.
Способ -изготовления эластичных обвязочных комплектов заключается в следующем.
В зависимости от объема формируемых пучков (пакетов) лесоматериалов отрезают соответствующей длины отрезок 1 эластичного материала, напри- мер резины круглого сечения, в том числе из отходов основного производства. Каждый конец отрезка 1 сгибают петлей для образования петель 2 и 3. Затем обе ветви каждой петли растягивают под нагрузкой. Величина нагрузки должна соответствовать уменьшению (сжатию) поперечного сечения обеих ветвей эластичного отрезка на 20-25%. На растянутые ветви каждой петли наносят клетень 4, т.е
88144
обвязки содержит суппорт, йедущий винтовой вал, установленный посредством ходовой упорной резьбы в суппорте, и неподвижно насаженные на указанном валу штурвал и ведущую шестерню, при этом суппорт снабжен установленной соосно с ведущим валом осью, на которой установлена с возможностью сцепления с ведущей шестерней ведомая шестерня, а указанная ось имеет на конце крюк для удержания петли в натянутом состоянии, при зтом на ступице ведомой шестерни неподвижно и эксцентрично закреплено мотовило, на котором установлена бобина для шнура с притормаживающим этот шнур приспособлением.
ветви клетнюют (обматывают), под натяясением пеньковым или синтетическим шнуром 5 в виде нескольких (не менее 6) полных шлангов. Концы шнура соединяют между собой одним из известных способов, например прямым узлом 6, после чего растягивающее усилие с огона обвязочного комплекта снимают.
Испытания предлагаемых эластичных обвязочных комплектов показывают, что они являются равнопрочными с самим эластичным материалом.
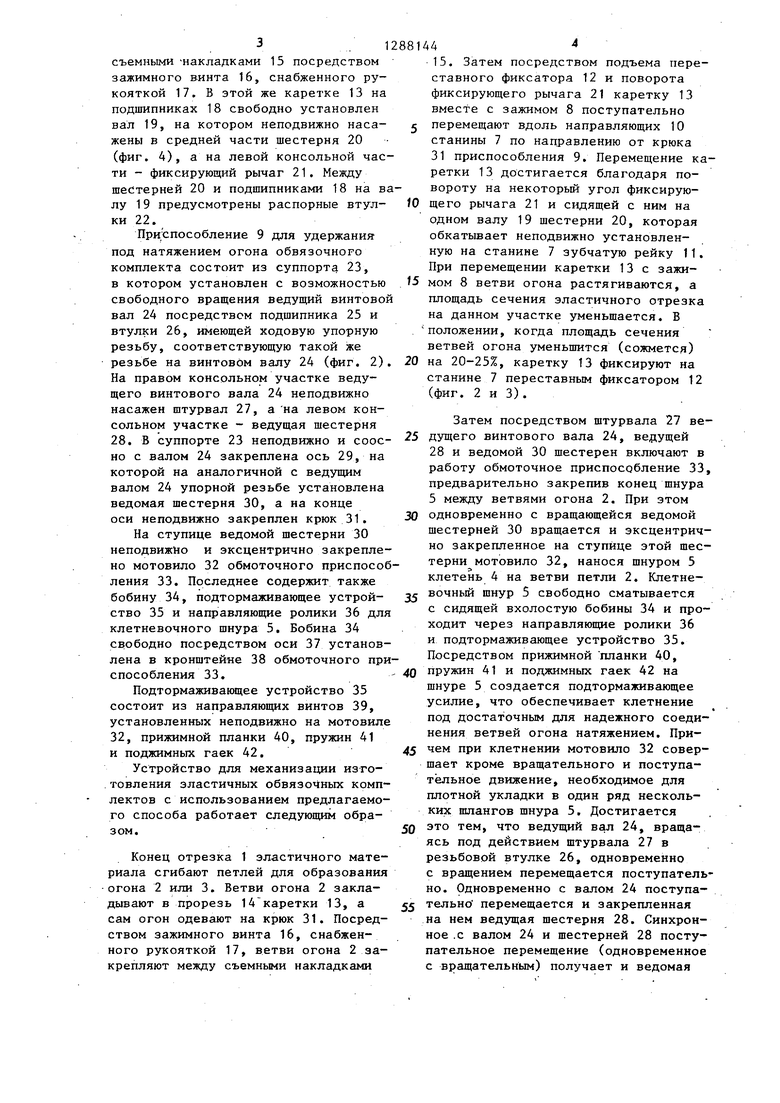
Устройство для механизации изготовления обвязочных комплектов, реализующее предлагаемьш способ (фиг.2- 4), состоит из станины 7, на которой установлены винтовой зажим 8 и приспособление 9 для удержания под на тяжением петли (огона) обвязочного комплекта. На станине 7 закреплены направлякицие 10, выполненные по типу ласточкин хвост, и установлена
, зубчатая рейка 11 и переставной фиксатор 12.
Винтовой зажим 8 состоит из карет- .ки 13, свободно установленной в направляющих 10. В верхней части каретQ-ки 13 предусмотрена прорезь 14,
служащая для размещения и закрепления петель 2 или 3 обвязочного комплекта. Закрепление ветвей обвязочного комплекта производится меящу
съемными -накладками 15 посредством зажимного винта 16, снабженного рукояткой 17, В этой же каретке 13 на подшипниках 18 свободно установлен вал 19, на котором неподвижно насажены в средней части шестерня 20 (фиг. 4), а на левой консольной части - фиксирующий рычаг 21. Между шестерней 20 и подшипниками 18 на валу 19 предусмотрены распорные втулки 22.
Приспособление 9 для удержания под натяжением огона обвязочного комплекта состоит из суппорта 23, в котором установлен с возможностью свободного вращения ведущий винтовой вал 24 посредством подшипника 25 и втулки 26, имеющей ходовую упорную резьбу, соответствующую такой же резьбе на винтовом валу 24 (фиг. 2). На правом консольном участке ведущего винтового вала 24 неподвижно насажен штурвал 27, а на левом консольном участке - ведущая шестерня 28. В суппорте 23 неподвижно и соос- но с валом 24 закреплена ось 29, на которой на аналогичной с ведущим валом 24 упорной резьбе установлена ведомая шестерня 30, а на конце оси неподвижно закреплен крюк 31.
На ступице ведомой шестерни 30 неподвижно и эксцентрично закреплено мотовило 32 обмоточного приспособления 33. Последнее содержит также бобину 34, подтормаживающее устройство 35 и направляющие ролики 36 для клетневочного шнура 5. Бобина 34 свободно посредством оси 37 установлена в кронштейне 38 обмоточного приспособления 33.
Подтормаживающее устройство 35 состоит из направляющих винтов 39, установленных неподвижно на мотовиле 32, прижимной планки 40, пружин 41 и поджимных гаек 42.
Устройство для механизации изго- товления эластичных обвязочных комплектов с использованием предлагаемого способа работает следующим образом.
Конец отрезка 1 эластичного материала сгибают петлей для образования огона 2 или 3. Ветви огона 2 заклаывают в прорезь 14 каретки 13, а сам огон одевают на крюк 31. Посредством зажимного винта 16, снабженного рукояткой 17, ветви огона 2 закрепляют между съемными накладками
15. Затем посредством подъема переставного фиксатора 12 и поворота фиксирующего рычага 21 каретку 13 вместе с зажимом 8 поступательно 5 перемещают вдоль направляющих 10 станины 7 по направлению от крюка 31 приспособления 9. Перемещение каретки 13 достигается благодаря повороту на некоторьй угол фиксирую0 щего рычага 21 и сидящей с ним на одном валу 19 шестерни 20, которая обкатывает неподвижно установленную на станине 7 зубчатую рейку 11. При перемещении каретки 13 с зажи5 мом 8 ветви огона растягиваются, а площадь сечения эластичного отрезка на данном участке уменьшается. В положении, когда площадь сечения ветвей огона уменьшится (сожмется)
0 на 20-25%, каретку 13 фиксируют на станине 7 переставным фиксатором 12 (фиг. 2 и 3).
Затем посредством штурвала 27 ве5 дущего винтового вала 24, ведущей 28 и ведомой 30 шестерен включают в работу обмоточное приспособление 33, предварительно закрепив конец шнура 5 между ветвями огона 2. При этом
0 одновременно с вращающейся ведомой шестерней 30 вращается и эксцентрично закрепленное на ступице этой шестерни мотовило 32, нанося шнуром 5 клетень 4 на ветви петли 2. Клетнег вочньй шнур 5 свободно сматывается с сидящей вхолостую бобины 34 и проходит через направляющие ролики 36 и подтормаживающее устройство 35. Посредством прижимной планки 40,
0 пружин 41 и поджимных гаек 42 на шнуре 5 создается подтормаживающее усилие, что обеспечивает клетнение под достаточным для надежного соединения ветвей огона натяжением. При-
5 чем при клетнении мотовило 32 совершает кроме вращательного и поступательное движение, необходимое для плотной укладки в один ряд нескольких шлангов шнура 5. Достигается
0 это тем, что ведущий вал 24, вращаясь под действием штурвала 27 в резьбовой втулке 26, одновременно с вращением перемещается поступательно. Одновременно с валом 24 поступа5 тельно перемещается и закрепленная на нем ведущая шестерня 28. Синхронное .с валом 24 и шестерней 28 поступательное перемещение (одновременное с вращательным) получает и ведомая
шестерня 30 с Закрепленным на ней обмоточным приспособлением 33.
- После того, как клетень 4 нанесен на ветви огона обвязочного комплекта, т.е. сделано не менее шести полных ш-пангов, шнур 5 обрезают и оба его конца соединяют между собой одним из известняк способов, например завязывают прямым узлом 6,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обвязки для пучка бревен | 1986 |
|
SU1373661A2 |
| Устройство для обвязки изделий | 1980 |
|
SU865702A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| ПРИСПОСОБЛЕНИЕ К МОТОВИЛУ ДЛЯ НАПРАВЛЕНИЯ ШНУРА | 1926 |
|
SU5171A1 |
| Установка для натягивания и завязывания проволочной обвязки сплавного пучка бревен | 1950 |
|
SU87311A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ГАЗЕТ, ЖУРНАЛОВ, КНИГ И ТОМУ ПОДОБНЫХ ПРЕДМЕТОВ | 1971 |
|
SU308924A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| ОБВЯЗОЧНОЕ УСТРОЙСТВО С ЭЛЕКТРОПРИВОДОМ | 2009 |
|
RU2531628C2 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
1. Способ изготовления обвязки для пучка бревен, заключающийся в том, что из концов обвязочного материала образуют петли, при зтом одну из петель формируют при растяжении обвязочного материала, и производят их клетневку, отличающийся тем, что, с целью обеспечения надежности обвязки, обвязку выполняют из резинового жгута, при этом вторую петлю также формируют при силовой растягивающей на-. грузке, соответствующей уменьшению площади поперечного сечения этого жгута .на 20-25%, а каждую петлю клетнюют щнуром, концы которого связывают между собой, после чего петлю освобождают от растягивающего усилия. § (Л , l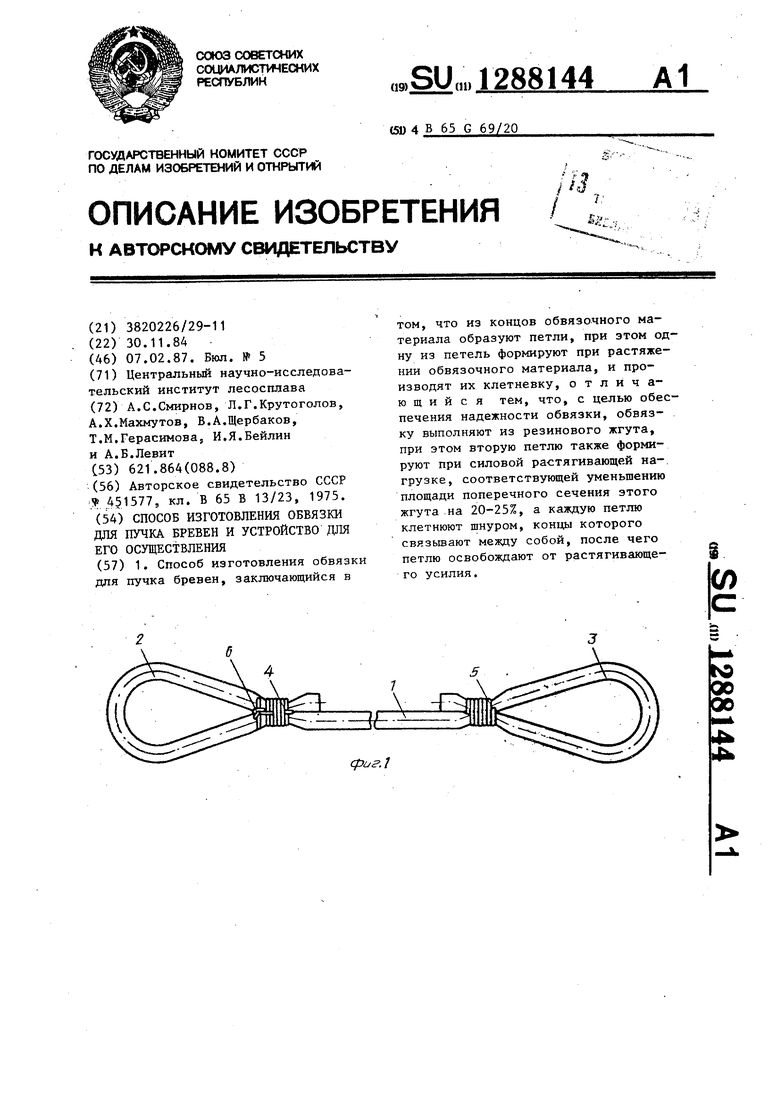
Фиг 2
15
1
J4
Редактор Н.Гунько
Заказ 7766/20Тираж 799Подписное
ВНИИПИ Государственного KONiHTeTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Л.Бунакова Техред Л. Сердюкова Корректор Т, Колб
| Приспособление для обвязывания проволокой стержнеобразных предметов | 1973 |
|
SU451577A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
