Изобретение относится к технологическому оборудованию для изготовления витых магнитонроводов из полос электротехнической стали и может быть использовано в производстве трансформаторов, в частности газосветных, где предъявляются высокие требования к уровню шума.
Цель изобретения - повышение производительности.
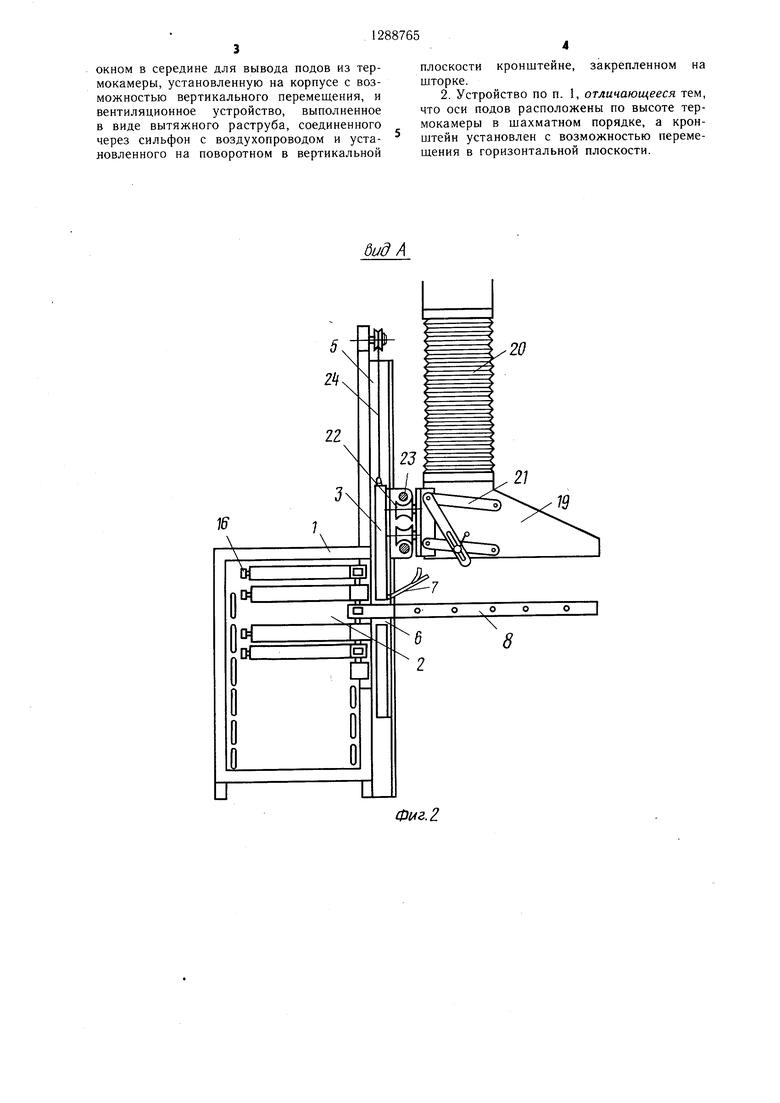
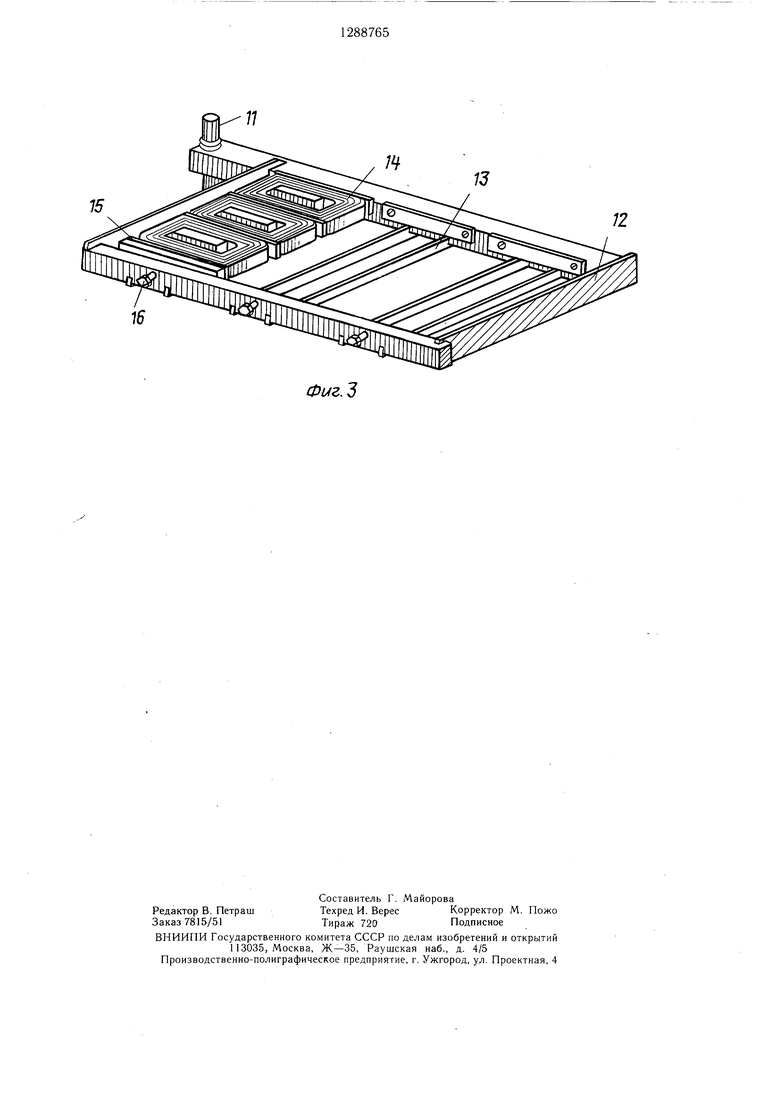
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - под с элементами радиальной прессовки магнитопроводов нри запечке компаунда.
20
Устройство для термообработки витых магнитопроводов содержит корпус 1, в кото- ром установлена термокамера 2, с лицевой стороны закрытая заслонкой 3, вертикально- подвижной от привода 4 по направляющим элементам 5. В середине заслонки 3 выполнено рабочее окно 6 с дверцой 7 для ввода в камеру 2 и вывода из нее пода 8. Термокамера 2 по высоте разделена подами 8 на зоны 9, а по ширине - на две секции 10. В каждой секции поды 8 установлены на осях 11 по высоте в шахматном порядке, т. е. один под соединен через ось 11 с одной 25 стенкой секции, а следующий за ним - с другой стенкой. Это повышает удобство работы при минимальном по высоте расстоянии между подами. Под представляет собой рамку 12 с ребрами 13 под установку магнитопроводов 14 и прессующими колодка- ми 15 с -в нтами 16. Для отсоса испарений компаунда при нанесении его на магнито- провод перед заслонкой 3 установлено вентиляционное устройство .17с воздухопроводом 18 и вытяжным раструбом 19, соединенным с воздухопроводом через сильфон 20 и установленным на поворотном в вертикальной плоскости кронштейне 21, второй конец которого соединен с заслонкой 3 через ролики 22, установленные с возможностью перемещения в горизонтальной плоскости на на- 40 правляющих элементах 23, укрепленных на заслонке 3 над окном 6 параллельно ее плоскости. Ввиду того, что термокамера разделена по ширине на две секции, перед заслонкой установлено два вытяжных раструба 19.
35
По достижении нагрева магнитопровода до заданной температуры (220°С) дверцу открывают и выводят из термокамеры первый под, не отключая печь. Наносят на плоскости магнитопроводов компаунд посредством его намазывания, вставляют в окна магнитопроводов пары клиньев, запрессовывая их, зажимают винтами 16 колодки 15 и возвращают под с пропитанными склеивающим компаундом и опрессованны- ми магнитопроводами в термокамеру. За время проведения указанных работ на девяти магнитопроводах они не успевают остыть {температура их успевает снизиться только до 200- 190°С) и компаунд хорошо проникает между витками, остальные магнитопро- воды продолжают греться в термокамере. Поднимают заслонку 3 к следующей зоне, выводят из нее под с магнитопроводами, подводят к нему раструб 19, перемещая его по направляющим 23 и производят те же операции, что и на первом поде. Сильфон 20 обеспечивает подвижность раструба 19 в вертикальной и горизонтальной плоскостях при неподвижности воздухопровода 18.
По окончании пропитки и опрессовки всей партии магнитопроводов, загруженных в термокамеру, заслонку опускают вниз, дверцы закрывают и производят запечку компаунда (при 230-240°С в течение 2 ч). После запечки и охлаждения магнитопро- воды выгружают из печи и передают на разрезку и последующую обработку вставки.
При 150°С компаунд удовлетворительно проникает между витками, запечка при такой же температуре должна производиться в течение 2,5 ч, что неэкономично. При 250°С компаунд быстро проникает между витка.ми, покрывая всю их поверхность, что полностью исключает непокрытые компаундом участки и повышает качество склейки, однако при такой температуре несколько повышается хрупкость склеивающего слоя и запечка сокращается до 1,5 ч. Наиболее оптимальным режимом, обеспечивающим высокое
Привод соединен с заслонкой тросами 24. 45 качество и хорошую производительность.
Внутри термокамеры установлены нагреватели (не показаны).
Устройство работает следующим образом.
В исходном положении заслонка 3 находится внизу и ее окно 6 расположено против зоны установки нижнего пода 8. Открывают дверцу 7 окна и поворотом пода на оси 11 выводят его из термокамеры, подводят к поду на нужное по высоте расстояние вытяжной раструб 19, фиксируя его на крон50
является пропитка при 190-220°С и запечка при 200-230°С.
Формула изобретения
1. Устройство для термообработки витых магнитопроводов, содержащее корпус, в котором расположена термокамера и нагреватели, отличающееся тем, что, с целью повышения производительности, оно содерштейне 21. Укладывают магнитопроводы жит поды, каждый из которых установлен
без оправок в под, возвращают под в термо-в термокамере на оси с возможностью повокамеру, приводом 4 поднимают заслонку 3,рота в горизонтальной плоскости для вывода
совмещая ее окно со следующей по высотеего из термокамеры, заслонку с рабочим
0
0
5 0
ЗОНОЙ термокамеры, выводят под 8 из нее и загружают под магнитопроводами. По окончании загрузки всех зон и обеих секций термокамеры заслонки опускают вниз, закрывают дверцы 7 и включают термокамеру.
По достижении нагрева магнитопровода до заданной температуры (220°С) дверцу открывают и выводят из термокамеры первый под, не отключая печь. Наносят на плоскости магнитопроводов компаунд посредством его намазывания, вставляют в окна магнитопроводов пары клиньев, запрессовывая их, зажимают винтами 16 колодки 15 и возвращают под с пропитанными склеивающим компаундом и опрессованны- ми магнитопроводами в термокамеру. За время проведения указанных работ на девяти магнитопроводах они не успевают остыть {температура их успевает снизиться только до 200- 190°С) и компаунд хорошо проникает между витками, остальные магнитопро- воды продолжают греться в термокамере. Поднимают заслонку 3 к следующей зоне, выводят из нее под с магнитопроводами, подводят к нему раструб 19, перемещая его по направляющим 23 и производят те же операции, что и на первом поде. Сильфон 20 обеспечивает подвижность раструба 19 в вертикальной и горизонтальной плоскостях при неподвижности воздухопровода 18.
По окончании пропитки и опрессовки всей партии магнитопроводов, загруженных в термокамеру, заслонку опускают вниз, дверцы закрывают и производят запечку компаунда (при 230-240°С в течение 2 ч). После запечки и охлаждения магнитопро- воды выгружают из печи и передают на разрезку и последующую обработку вставки.
При 150°С компаунд удовлетворительно проникает между витками, запечка при такой же температуре должна производиться в течение 2,5 ч, что неэкономично. При 250°С компаунд быстро проникает между витка.ми, покрывая всю их поверхность, что полностью исключает непокрытые компаундом участки и повышает качество склейки, однако при такой температуре несколько повышается хрупкость склеивающего слоя и запечка сокращается до 1,5 ч. Наиболее оптимальным режимом, обеспечивающим высокое
5 качество и хорошую производительность.
является пропитка при 190-220°С и запечка при 200-230°С.
Формула изобретения
1. Устройство для термообработки витых магнитопроводов, содержащее корпус, в котором расположена термокамера и нагреватели, отличающееся тем, что, с целью повышения производительности, оно содержит поды, каждый из которых установлен
окном в середине для вывода подов из термокамеры, установленную на корпусе с возможностью вертикального перемещения, и вентиляционное устройство, выполненное в виде вытяжного раструба, соединенного через сильфон с воздухопроводом и установленного на поворотном в вертикальной
плоскости кронштейне, закрепленном на шторке.
2. Устройство по п. 1, отличающееся тем, что оси подов расположены по высоте термокамеры в шахматном порядке, а кронштейн установлен с возможностью переме- ш,ения в горизонтальной плоскости.
ф1Аг.г
15
16
13
12
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Многофазный трансфоматор | 1984 |
|
SU1229834A1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| Планарный магнитопровод | 1990 |
|
SU1764088A1 |
| Многофазный трансформатор и способ изготовления многофазного трансформатора | 1985 |
|
SU1292135A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2002 |
|
RU2236740C2 |
| Кольцевой трансформатор | 1979 |
|
SU904004A1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| МОДУЛЬНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ МНОГОСЕКЦИОННОЙ ВЫТЯЖКИ СТОЛОВ ТЕРМИЧЕСКОЙ РЕЗКИ И ЕГО ЭЛЕКТРОННЫЙ МОДУЛЬ УПРАВЛЕНИЯ | 2024 |
|
RU2838276C1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| УСТАНОВКА ДЛЯ НАГРЕВА И ОБЕЗВОЖИВАНИЯ БИТУМНЫХ И ДРУГИХ ПОДОБНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2255106C1 |
Изобретение относится к технологическому оборудованию для изготовления витых магнитопроводов из полос электротехнической стали и может быть использовано в производстве трансформаторов. Целью настоящего изобретения является повышение качества изготавливаемых магнитопроводов за счет улучшения шумовых характеристик. В исходном положении заслонка 3 находится внизу и ее окно расположено против зоны установки нижнего пода 8. Открывают дверцу 7 окна и поворотом пода на оси 11 выводят его из термокамеры. Подводят к поду на нужное по высоте расстояние вытяжной раструб, фиксируя его на кронштейне. Укладывают магнитопроводы без оправок в под, возвраш,ают под в термокамеру, приводом 4 поднимают заслонку 3, совмещая ее окно со следующей по высоте зоной термокамеры, выводят под 8 из нее и загружают под маг- нитопроводами. По окончании загрузки всех зон и обеих секций термокамеры заслонки опускают, закрывают дверцы 7 и включают термокамеру. По достижении нагрева магнитопроводов до заданной температуры дверцу открывают и выводят из термокамеры первый под, не отключая печь, наносят на плоскости магнитопроводов компаунд, вставляют в окна магнитопроводов пары клиньев, запрессовывая их, зажимают винтами 16 колодки и возвращают под с пропитанными компаундом и опрессованными магнитопро- водами в термокамеру. 1 з. п. ф-лы, 3 ил. S fS (Л ьо 00 СХ) О5 сд
| Устройство для термообработки ленточных магнитопроводов | 1982 |
|
SU1023417A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
