Изобретение относится к обработ- ке металлов давлением и может быть использовано для контроля биения горячих заготовок в процессе правки на прессах различных моделей.
Цель изобре тения - расширение технологических возможностей устройства.
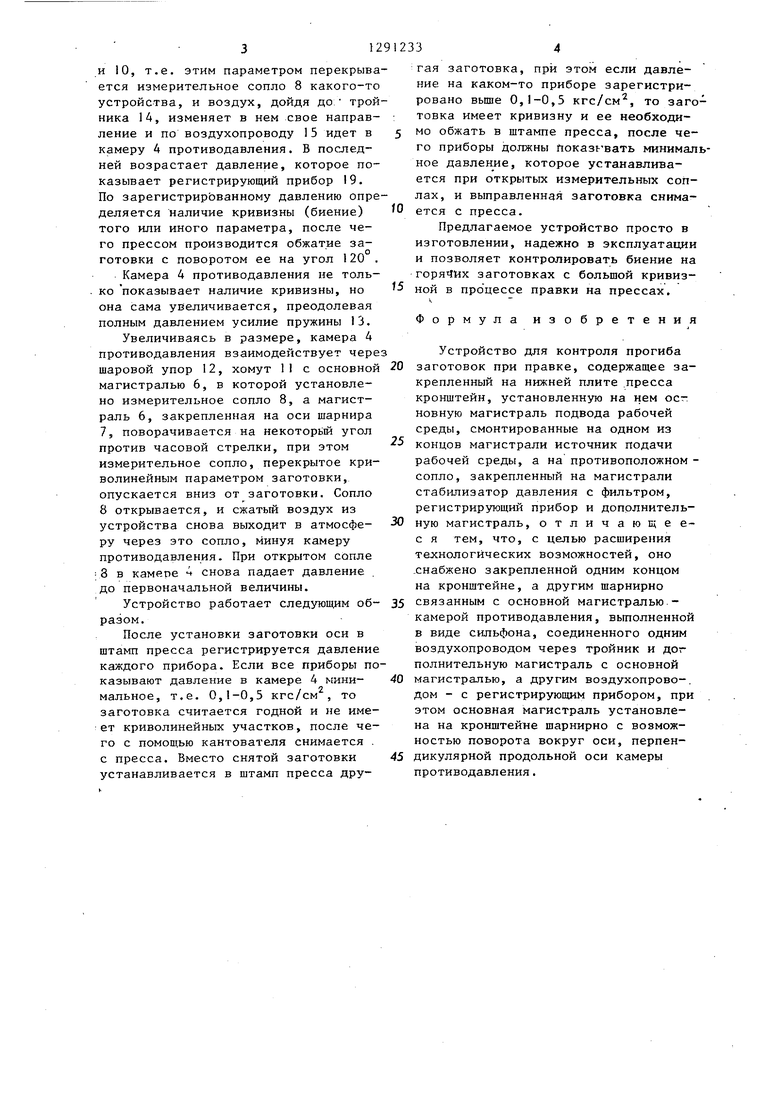
На фиг.1 изображено предлагаемое устройство; на фиг.2 - схема монтажа устройств на прессе при правке вагонной оси.
Устройство содержит кронштейн 1, на котором жестко закреплена стойка 2, основание 3, на котором смонтирована камера 4 противодавления, выполненная в виде сильфона, закрытого заглушкой 5. Основная магистраль в виде трубы 6 при помощи шарнира 7 закреплена на стойке 2 с возможностью поворота. На одном конце трубы б закреплено сопло 8 и установлены предохранители 9 и 10, оснащенные твердым сплавом, предохраняющие сопла от соприкосновения с заготовкой. На трубе 6 закреплен также разъемньй хомут 11. Камера противодавления взаимосвязана с измерительным соплом 8 через шаровой упор 12 и трубу 6. Цилиндрическая пружина 13 закреплена одним концом на трубе 6, а другим - на основании 3. При помощи тройника 14 и воздухопроводов 15 и 16 соедине ны между собой стабилизатор 17 дав-; ления, труба 6 и камера 4 противодавления. В основание 3 вмонтированы два патрубка, один из которых воздухопроводом 15 соединен через тройник 14 с основной магистралью и соплом, а другой воздухопроводом 18 соединен с регистрирующим прибором 19. По воздухопроводу 20 сжатый воздух поступает в устройство от источника 21 питания .
На штамп устанавливаются четыре устройства, которые монтируются на нижней плите 22 пресса. На этой плите установлены и жестко закреплены нижние вкладыши птампа, т.е. вкла- дьш1 23 для средней части оси, вкла- дьшш 24 для подступичных частей оси, вкладыши 25 для шеек оси.
На верхней плите 26 установлены и жестко закреплены верхние части штампа, т.е. вкладыш 27 для средней части оси, вкладыши 28 для подступичных частей оси, вкладыш 20 для шеек оси.
5
0
5
0
5
0
0
5
Два устройства установлены на торг- цах нижней плиты и предназначены для контроля биения шеек относительно базовых поверхностей, т.е. подступичных поверхностей.
Два других устройства установлены по обе стороны вкладыша, предна - значенного для установки средней части оси, и контролируют также ее биение относительно базовых поверхностей, т.е. относительно подступичных поверхностей. Устройства работают независимо друг от друга и каждое имеет свой регистрирующий прибор.
Перед началом работы весь комплект устройств настраивается по эталонам, т.е. сначала по годной заготовке в следующей последовательности, устанавливается эталон в штамп пресса, затем по очереди настраивается каждое устройство относительно эталона так, чтобы предохранители 9 и 10 измерительных сопел 8 находились от эталона на расстоянии ,5-2 мм, что соответствует допуску на изготовляемые заготовки.
После настройки устройств одновре- .менно в каждое из них подается сжатый воздух по воздухопроводу 20 от источника 21 питания, который поступает в стабилизатор 17 давления, от стабилизатора воздух поступает по воздухопроводу 16 к тройнику 14, от тройника к основной магистрали 6 и измерительному соплу 8, через которое выходит в атмосферу. При этом часть воздуха в трройнике отделяется от общего потока и по воздухопроводу 15 поступает в камеру 4 противодавления, соединенную воздухопрово- . дом 18 с отсчетно-регистрирующим прибором. После того, как настроены все устройства по эталону (годной заготовке), т.е. при годных заготовках, поступающий в устройство сжатый воздух уходит в атмосферу через открытое измерительное сопло, незначительная часть (до 20%) которого остается в следящей системе, посл чего эталон снимается с пресса, а вместо него устанавливается эталон забракованной заготовки и ведется наблюдение за давлением камер 4 по регистрирующим приборам всего комплекса устройств.
Если эталон по какому-то параметг ру был браком, то этот параметр взаг,. имодействует с предохранителями 9
f
за- 120°
и 10, т.е. этим параметром перекрывается измерительное сопло 8 какого-то устройства, и воздух, дойдя до тройника 14, изменяет в нем свое направление и по воздухопроводу 15 идет в камеру 4 противодавления. В последней возрастает давление, которое показывает регистрирующий прибор 19. По зарегистрированному давлению определяется наличие кривизны (биение) того или иного параметра, после чего прессом производится обжатие готовки с поворотом ее на угол
Камера 4 противодавления не только показывает наличие кривизны, но она сама увеличивается, преодолевая полным давлением усилие пружины 13.
Увеличиваясь в размере, камера 4 противодавления взаимодействует чере шаровой упор 12, хомут 11 с основной магистралью 6, в которой установлено измерительное сопло 8, а магистраль 6, закрепленная на оси шарнира 7, поворачивается на некоторьш угол против часовой стрелки, при этом измерительное сопло, перекрытое криволинейным параметром заготовки, опускается вниз от заготовки. Сопло 8 открывается, и сжатый воздух из устройства снова выходит в атмосферу через это сопло, минуя камеру противодавления. При открытом сопле 8 в камере н снова падает давление . до первоначальной величины.
Устройство работает следующим образом.
После установки заготовки оси в штамп пресса регистрируется давление каждого прибора. Если все приборы показывают давление в камере 4 мини- мальное, т.е. 0,1-0,5 кгс/см, то заготовка считается годной и не име- ет криволинейных участков, после чего с помощью кантователя снимается . с пресса. Вместо снятой заготовки устанавливается в штамп пресса дру
гая заготовка, при этом если давление на каком-то приборе зарегистрировано вьщ1е 0,1-0,5 кгс/см, то заготовка имеет кривизну и ее необходимо обжать в штампе пресса, после чего приборы должны Показывать минимальное давление, которое устанавливается при открытых измерительных соплах, и выправленная заготовка снимается с пресса.
Предлагаемое устройство просто в изготовлении, надежно в эксплуатации и позволяет контролировать биение на горячих заготовках с большой кривизной в про цессе правки на прессах.
ч
Формула изобретения
Устройство для контроля прогиба заготовок при правке, содержащее закрепленный на нижней плите .пресса кронштейн, установленную на нем основную магистраль подвода рабочей среды, смонтированные на одном из концов магистрали источник подачи рабочей среды, а на противоположном - сопло, закрепленный на магистрали стабилизатор давления с фильтром, регистрирующий прибор и дополнительную магистраль, отличаюцее- с я тем, что, с целью расширения технологических возможностей, оно снабжено закрепленной одним концом на кронштейне, а другим шарнирно связанным с основной магистралью.- камерой противодавления, выполненной в виде сильфона, соединенного одним воздухопроводом через тройник и дог полнительную магистраль с основной магистралью, а другим воздухопрово-. дом - с регистрирующим прибором, при этом основная магистраль установлена на кронштейне шарнирно с возможностью поворота вокруг оси, перпен- дикулярной продольной оси камеры противодавления.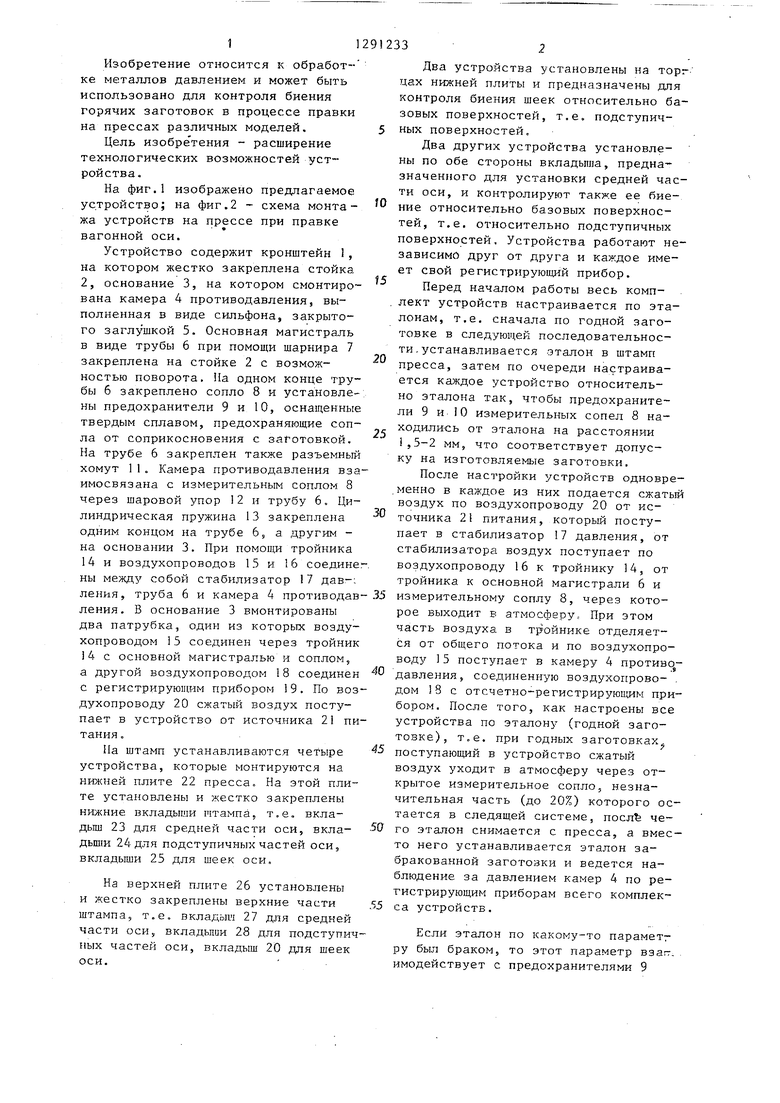
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для правки плоских заготовок | 1989 |
|
SU1754263A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ГИДРАВЛИЧЕСКОГО СОПРОТИВЛЕНИЯ ТРАКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253851C2 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Способ правки длинномерных изделий | 1990 |
|
SU1761335A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОРЦОВОГО БИЕНИЯ РОЛИКОВ | 2005 |
|
RU2288447C1 |
| Штамп для штамповки листовыхзАгОТОВОК | 1979 |
|
SU829270A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД | 2024 |
|
RU2828059C1 |
| ПНЕВМАТИЧЕСКАЯ ЧАСТЬ АВТОМАТИЧЕСКОГО ТОРМОЗА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1997 |
|
RU2135378C1 |
| Устройство для измерения уровня жидкости | 1973 |
|
SU444945A1 |
| Тонометр | 1976 |
|
SU586896A1 |
Изобретение относится к обработке металлов давлением, может быть использовано для контроля биения горячих заготовок в процессе правки на различных прессах и обеспечивает - большие возможности пределов измере- я. Устройство содержит магистраль подвода рабочей среды, на одном конце которой закреплен источник подачи рабочей среды 21, а на другом сопло 8. При этом магистраль подвода рабочей среды шарнирно установлена на кронштейне с возможностью поворота вокруг оси, перпендикулярной оси магистрали, а между магистралью и кронштейном расположена камера 4 противодавления, связанная дополнительной магистралью с основной. Давление рабочей среды в магистрали отмечается регистрирующим прибором 19. В том случае, если прибор показывает минимальное давление в системе (в пределах 0,1 - 0,5 кг/см), исправляемая заготовка имеет допустимую кривизну и не подвергается правке на ррессе. При давлении в системе выше контрольного оператор пресса включает ход ползуна и изгибает заготовку, контролируя кривизну по показателям регистрирующего прибо- :ра 19. 2 ил. с (Л С сриг.1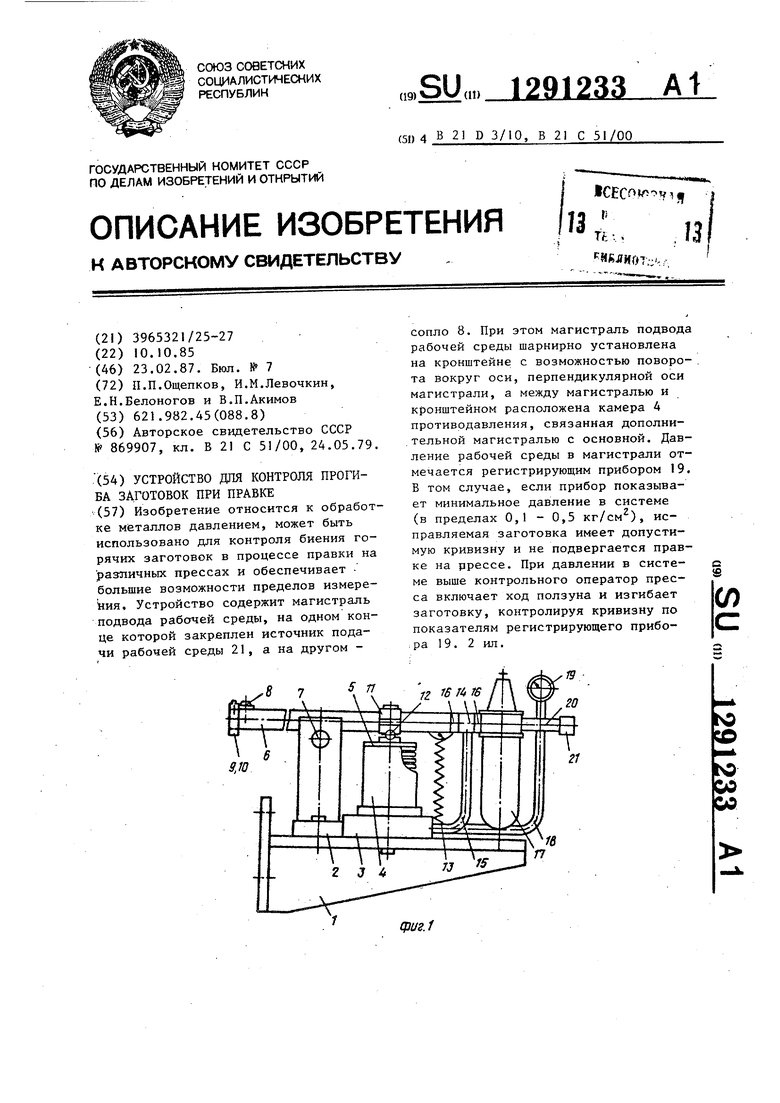
Редактор Н.Тупица
Составитель Э.Копаев
Техред Л«0лейник Корректор Т.Колб
Заказ 68/10 Тираж 733 , Подписное ВНШОТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, )К-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для определения величины зазоров в штампах | 1979 |
|
SU869907A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
