Изобретение относится к машиностроению, точнее к оборудованию обработки металлов давлением, предназначенному для изготовления изделий с переменным сечением, например, таких как шатуны различных механизмов, наконечники и тяги подвески автомобилей, вилки и крестовины карданных валов, тяги и рычаги узла рулевого управления, рым-болты, молотки, кувалды, гаечные ключи и т.д., путем предварительного формообразования заготовки методом прокатки и окончательного формообразования штамповкой.
Известны автоматические линии для изготовления таких изделий (например, SU 1618490 A1, 1991 г.; JP 56-59551, 1981 г.), в которых операции прокатки и штамповки осуществляются на разных единицах оборудования - на прокатном стане и на штамповочном прессе, последовательно расположенных в технологической цепочке линии и объединенных транспортной системой передачи поковок. Такой вид оборудования является металлоемким, энергозатратным и требует значительных производственных площадей для его размещения.
Известно устройство для формообразования изделий с переменным сечением, в котором операции прокатки и штамповки совмещены в одной единице оборудования (SU 764808, 1980 г.). Оно состоит из плит поперечно-клиновой прокатки с клиновыми инструментами и торцевых формообразующих матриц, вращающихся вместе с поковкой для лучшего заполнения гравюры матрицы материалом поковки, деформируемой прокатным инструментом, и пригодно только для получения осесимметричных деталей. Взаиморасположение прокатного и штампового инструментов в одной позиции обработки не позволяет в этом аналоге расширить номенклатуру изготавливаемых на нем изделий.
Наиболее близким аналогом (прототипом) изобретения является устройство с двумя обрабатывающими модулями, размещенными на одном основании в двух параллельных позициях (SU 1682022 A1, 1991 г.). Первый обрабатывающий модуль устройства служит для предварительного формообразования из мерной заготовки методом поперечно-клиновой прокатки полуфабриката, приближенного по форме и размерам к готовому изделию, и состоит из двух плоских плит с закрепленными на них клиновыми инструментами, причем одна из плит установлена на основании неподвижно, а другая выполнена подвижной от индивидуального привода. На дополнительной подставке основания размещен предназначенный для правки граненого участка полуфабриката второй обрабатывающий модуль, состоящий из вертикального бойка с гидроцилиндром и двух подвижных горизонтально расположенных полуматриц. Одна из полуматриц подпружинена в подставку, а другая получает перемещение от отдельного гидроцилиндра. При смыкании полуматрицы правят боковые грани полуфабриката, а между бойком и основанием правятся его верхняя и нижняя грани.
Работа модулей осуществляется в согласованном режиме благодаря наличию средств управления всеми перечисленными приводами так, что по окончании прокатки (выход подвижной плиты прокатного модуля в крайнее положение) по команде средств управления срабатывают гидроцилиндры полуматрицы и бойка, а плита своим приводом возвращается в исходное положение.
В устройстве предусмотрены средство передачи полуфабрикатов от первого модуля на второй и выталкиватель готовых поковок.
Низкий функциональный уровень второго обрабатывающего модуля в прототипе (на этом модуле возможна только правка поверхности) не позволяет осуществлять завершающую операцию полного и точного формообразования поковки штамповкой, необходимой для качественного изготовления изделий. Использование температурного диапазона пластичности материала заготовки, нагретой перед прокаткой, на всем протяжении обработки в прототипе достигается способом наложения циклов работы модулей, усложненным по алгоритму и недостаточно надежным из-за возможных сбоев и/или отказов в работе комплекса приводных механизмов и средств управления ими.
Попутно следует отметить, что из-за жесткой схемы работы модулей введение при необходимости дополнительного межоперационного нагрева поковки в прототипе возможно только при значительной его доработке.
Эти недостатки прототипа являются причиной сниженных функциональных возможностей устройства, диапазон изготавливаемых им изделий ограничен и по формообразующим параметрам и по материалу. Устройство, в частности, не пригодно для точного формообразования изделий со сложной пространственной формой.
Задача, решаемая изобретением, направлена на расширение арсенала технических средств, пригодных для реализации прогрессивного и экономичного способа изготовления разнообразных по форме и материалу изделий, в том числе ответственных, с максимальным использованием материала заготовки и минимальными затратами на последующую доводку поковки за счет совмещения прокатки разнообразных видов с точной размерной штамповкой, осуществляемых на одной единице оборудования.
Технический результат, получаемый от использования изобретения, заключается в расширении функциональных возможностей устройства и, следовательно, номенклатуры изготавливаемых на нем изделий путем повышения функционального уровня обрабатывающих модулей и эффективности использования температурного интервала пластичности материала заготовки за счет сближения зон прокатки и штамповки; в повышении надежности и точности работы оборудования обеспечением согласованных циклов работы обрабатывающих модулей единым общим для них приводом.
Для достижения технического результата в устройстве для формообразования изделий с переменным сечением пластическим деформированием, содержащем основание, имеющие согласованные циклы работы и размещенные на основании первый обрабатывающий модуль для предварительного формообразования методом прокатки полуфабриката, приближенного по форме и размерам к готовому изделию, и второй обрабатывающий модуль, содержащие, по меньшей мере, по два рабочих элемента с формообразующими инструментами, из которых, по меньшей мере, один выполнен подвижным, а также приводной механизм с выходным исполнительным элементом и средство передачи поковок между модулями, согласно изобретению второй обрабатывающий модуль выполнен штамповочным с возможностью окончательного полного формообразования изделия, приводной механизм выполнен единым общим для обоих модулей, обеспечивающим согласованные циклы их работы, при этом каждый из модулей подсоединен к выходному исполнительному элементу приводного механизма своим упомянутым подвижным рабочим элементом, и оба модуля размещены на основании так, что их рабочие зоны максимально возможно приближены к оси выходного исполнительного элемента.
Дополнительные отличия изобретения состоят в том, что:
- приводной механизм выполнен с выходным исполнительным элементом, передающим усилие деформирования в вертикальной плоскости вдоль вертикальной оси основания;
- приводной механизм выполнен с выходным исполнительным элементом, передающим усилие деформирования в горизонтальной плоскости вдоль горизонтальной оси основания;
- упомянутый подвижный рабочий элемент модуля подсоединен к выходному исполнительному элементу напрямую или через промежуточный передаточный механизм.
В частных случаях реализации изобретения:
- в прокатном модуле рабочие элементы выполнены в виде плоских плит с клиновыми инструментами, при этом плиты могут быть выполнены прямоугольными или в форме диска;
- прокатный модуль выполнен с валковым формообразующим инструментом.
Благодаря предлагаемому выполнению устройства, при котором работа обоих модулей обеспечивается единым общим для них приводным механизмом, достигнута возможность прямого и надежного согласования циклов работы модулей этим приводом и отпала необходимость в дополнительных средствах управления, а модули выполнены с максимально возможным сближением зон прокатки и штамповки, что позволит наиболее эффективно использовать температурный диапазон пластичности материала заготовки; упростить передачу поковок между модулями.
Наличие штамповочного модуля, обеспечивающего окончательное полное формообразование изделий пространственной формы с переменным сечением, в основном по безоблойной технологии, в совокупности с предложенной взаимосвязью обрабатывающих модулей между собой и с выходным исполнительным элементом общего для них единого приводного механизма, наряду с вариантными решениями по направлению передачи усилия деформирования в вертикальной или горизонтальной плоскости, позволяет значительно расширить функциональные возможности устройства, а значит, расширить диапазон изготавливаемых на нем изделий как по формообразующим и размерным параметрам, так и по материалу, при значительном снижении энергозатрат и повышении эффективности использования материала заготовки.
В отличие от прототипа, где обрабатывающие модули должны быть размещены на основании только в технологической последовательности, в предлагаемом устройстве не требуется выполнение такого строго условия - модули могут иметь размещение в любой целесообразной для конкретных производственных требований последовательности, обеспечивающей компактность проектируемого прокатно-штамповочного оборудования.
А при особых условиях обработки, например металла с низкой пластичностью, введение необходимого межоперационного нагрева поковки не требует доработки устройства
В результате устройство эффективно, многофункционально, легко автоматизируется, может быть размещено на небольшом производственном участке.
Реализация изобретения дает возможность снизить затраты на производство штампованных изделий за счет снижения металлоемкости (благодаря подготовке точной - по размерам и по массе - заготовки для безоблойной штамповки), энергоемкости (один привод на два модуля и эффективное использование температурного интервала пластичности материала нагретой заготовки), трудоемкости (высокая производительность и автоматизация).
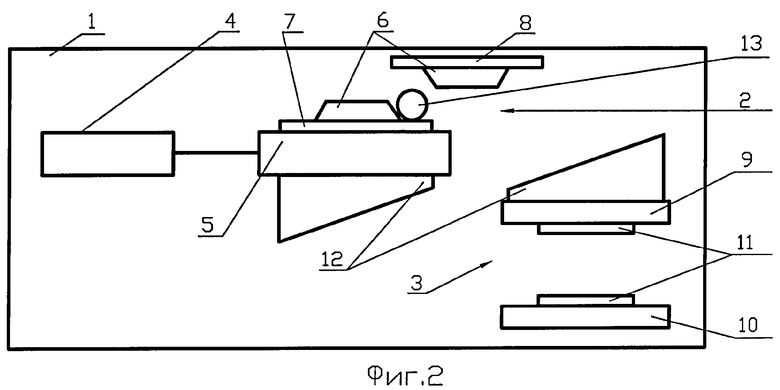
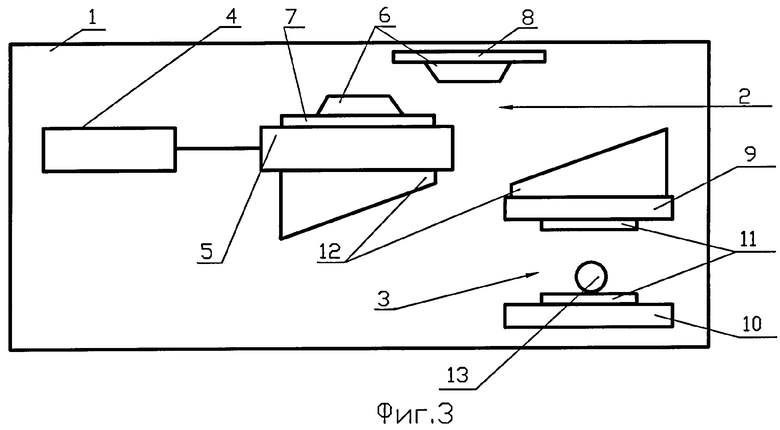
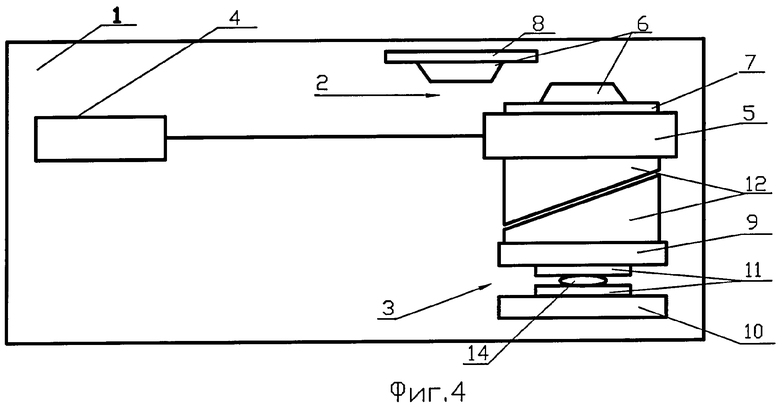
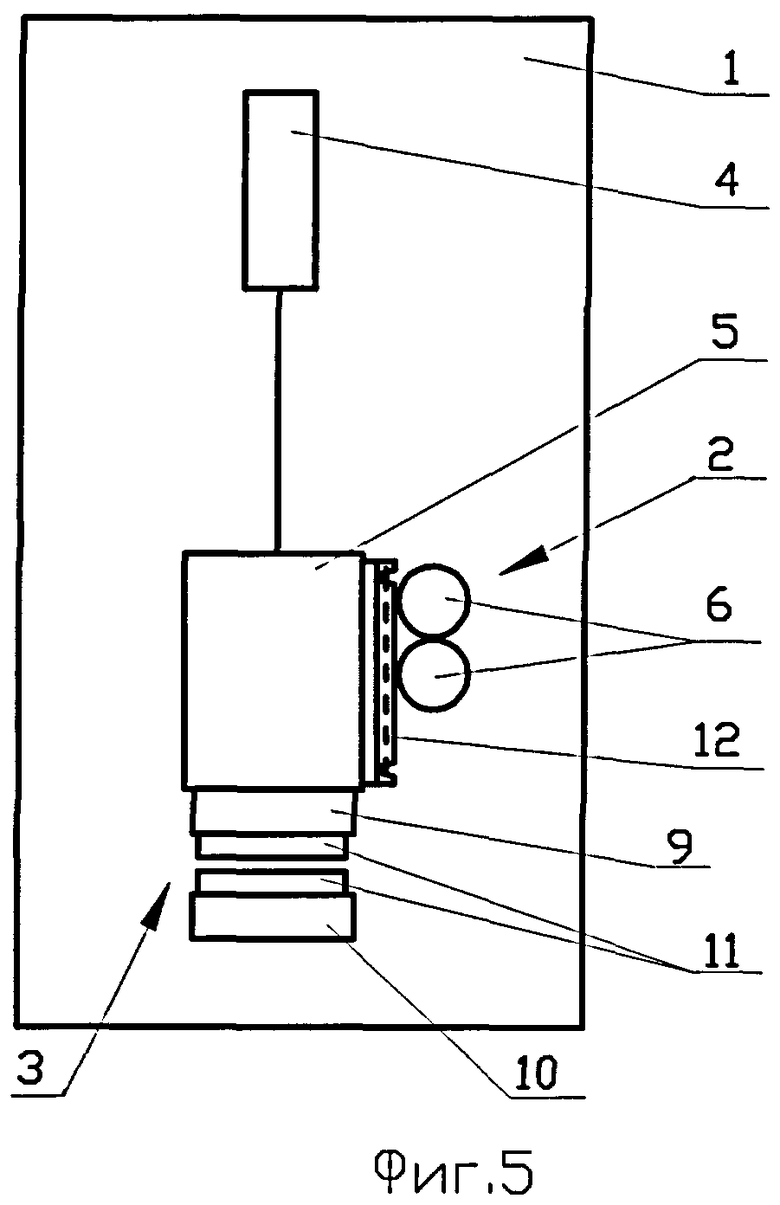
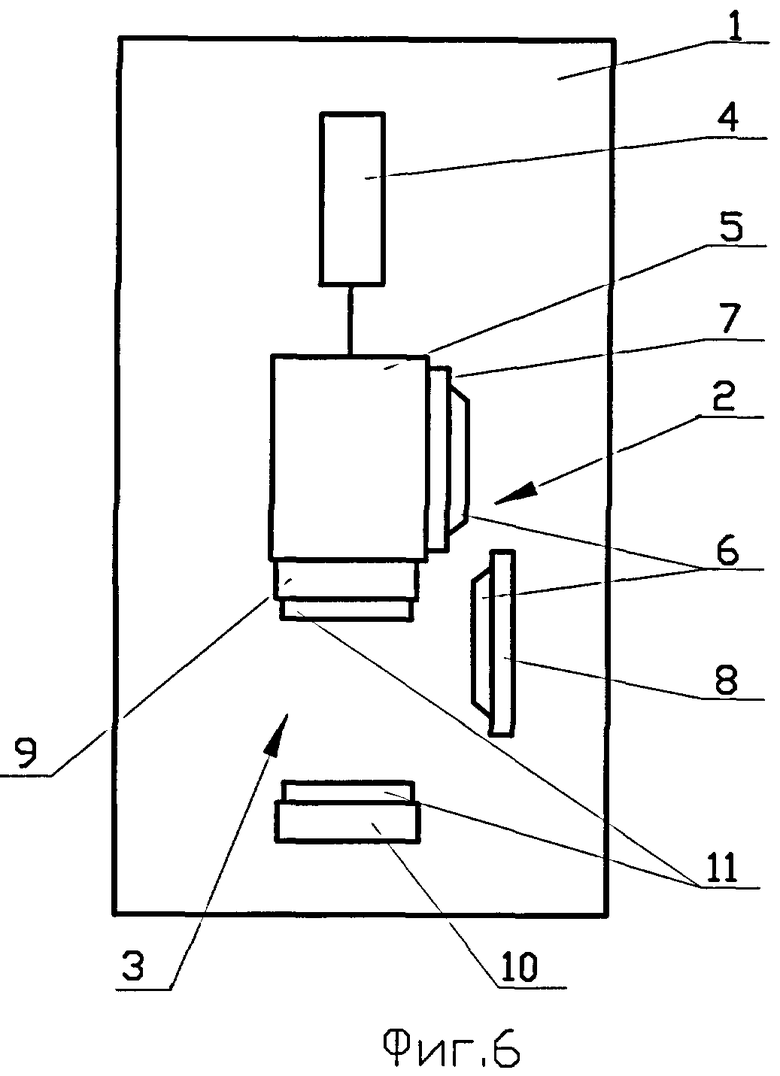
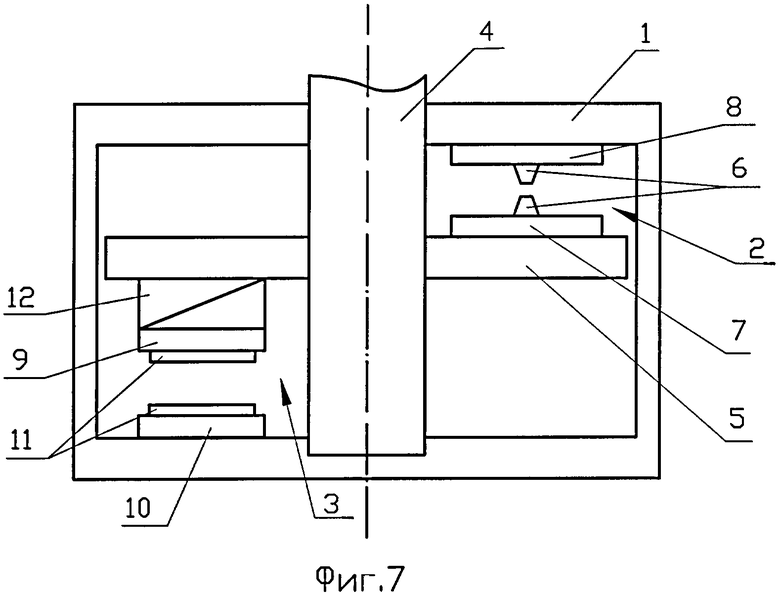
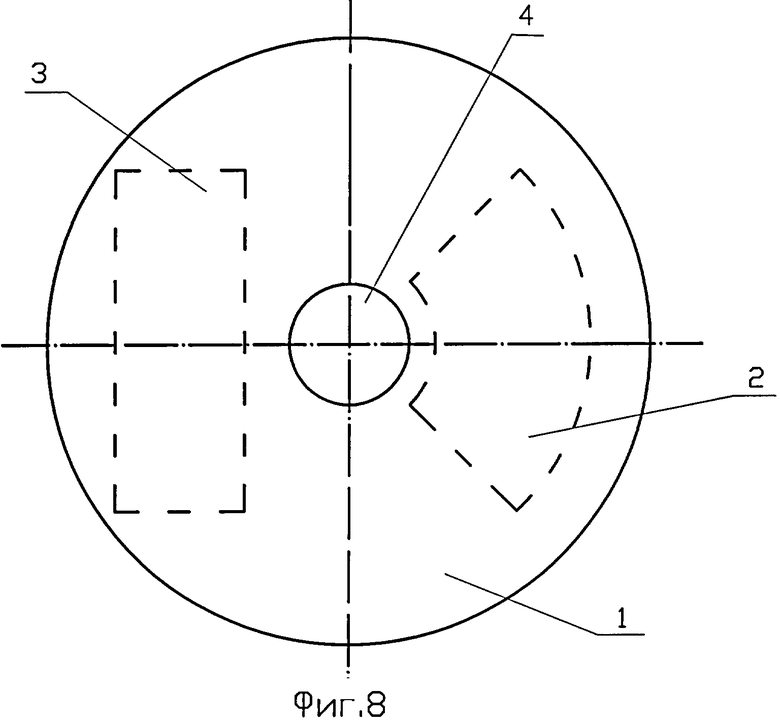
Сущность изобретения поясняется чертежами, где: на фиг.1 дан общий вид устройства с горизонтальной осью передачи деформирующего усилия (примерная схема) в начальный период работы; на фиг.2-4 - то же, на этапах окончания соответственно прокатки и штамповки; на фиг.5 и 6 - пример исполнения устройства с вертикальной осью передачи деформирующего усилия на различных этапах работы и с различными примерами подсоединения прокатного модуля к выходному исполнительному элементу привода (через зубчатую рейку и напрямую); на фиг.7 - вариант исполнения устройства; на фиг.8 - то же, вид сверху.
На основании 1 устройства размещены имеющие согласованные циклы работы обрабатывающие модули: прокатный 2 и штамповочный 3, для передачи усилия деформирования на которые служит единый общий для них приводной механизм 4 с выходным исполнительным элементом 5. Механизм 4 может быть любого типа, например механическим, гидравлическим или электрическим и т.п. Тип и мощность этого механизма, его конструктивное решение и варианты размещения определяются, исходя из условия экономической и технологической целесообразности для конкретных условий производства.
Исполнение обрабатывающих модулей 2 и 3 может быть разнообразным и также определяется технологической целесообразностью. Конкретное конструктивное решение самих модулей, их взаимного расположения на основании и взаимосвязи с общим приводным механизмом 4 должно отвечать условию максимально возможного сближения рабочих зон прокатки и штамповки, например, как это проиллюстрировано ниже в описании и на прилагаемых чертежах.
Прокатный модуль 2 может быть выполнен с возможностью поперечной, продольной или иного вида прокатки, содержит клиновой инструмент 6: плоский (фиг.1) или валковый (фиг.5), и, как минимум, два рабочих элемента 7 и 8 для его размещения. При этом оба элемента выполнены подвижными относительно друг друга или подвижным выполняется только один из них, например 7 (фиг.1).
В штамповочном модуле 3 также имеется, как минимум, два рабочих элемента 9 и 10, несущих штамповый инструмент 11, из них один, например 9, подвижен относительно другого.
Модули 2 и 3 размещены на основании в технологической или иной последовательности относительно направления передачи элементом 5 приводного механизма 4 усилия деформирования, осуществляемой в горизонтальной (фиг.1) или вертикальной (фиг.5, 6) плоскости, причем элемент 5 расположен так, что его ось совпадает с осью передачи усилия. Каждый из модулей 2 и 3 подсоединен к выходному исполнительному элементу 5 своим подвижным рабочим элементом напрямую (фиг.6), либо подвижный рабочий элемент одного из модулей непосредственно закреплен на элементе 5, а подвижный элемент другого модуля соединен с элементом 5 через промежуточный передаточный механизм 12: клиновой (фиг.1); зубчато-реечный (фиг.5) или какого-либо другого типа, например рычажного, кривошипного и т.п.
Передача полуфабриката 13 с прокатного модуля на штамповочный и удаление готовых поковок 14 осуществляется одним или несколькими передающими устройствами, например охватом манипулятора (на чертежах условно не показан).
В зависимости от конфигурации и материала изделия пластическое деформирование в устройстве осуществляется «на холодную» или с предварительным нагревом заготовки. В последнем варианте устройство снабжается соответствующими нагревательными средствами, которые могут быть встроенными или размещены вне устройства.
Работа устройства поясняется на конкретном примере его выполнения, в котором модуль 2 предназначен для получения из мерной заготовки методом прокатки полуфабриката 13 и выполнен поперечно-клиновым. Модуль 3 выполнен с возможностью последующего полного формообразования изделия окончательной штамповкой полуфабриката 13 по безоблойной технологии и его рабочий инструмент представляет собой штамп с разъемными матрицами. Модули размещены относительно оси элемента 5, передающего усилие деформирования в горизонтальной плоскости, и взаимосвязаны между собой и с общим для них приводом в соответствии с фиг.1. Механизм 4 - гидравлический.
В исходном положении прокатный модуль 2 раскрыт, а штамповочный - под действием клиньев механизма 12 находится в закрытом положении.
Мерная, предварительно нагретая до требуемой температуры, заготовка помещается в прокатный модуль 2 в рабочую зону между элементами 7 и 8. По управляющему сигналу подается команда на включение приводного механизма 4 и его исполнительный элемент 5, получая перемещение влево (по чертежу), перемещает в том же направлении закрепленный на нем рабочий элемент 7. Взаимодействием подвижного 7 и неподвижного 8 рабочих элементов с клиновым инструментом заготовка прокатывается до получения полуфабриката 13. При этом в процессе перемещения элемента 5 с элементом 7 влево клинья передаточного механизма 12 расходятся и штамповый инструмент модуля 3 раскрывается. Полуфабрикат 13 передается в рабочую зону модуля 3 и одновременно подается команда на возвратное перемещение элементов 5 и 7, которое приводит к тому, что при взаимодействии клина механизма 12, закрепленного на элементе 5, с клином, который расположен на рабочем элементе 9, штамповый инструмент смыкается и под действием усилия деформирования, передаваемого элементом 5, полуфабрикат штампуется окончательно до получения готового изделия заданных параметров. Плита 7 - в исходном положении. Готовая поковка 14 удаляется при повторении описанного цикла, когда штамп раскрывается, и одновременно на ее место помещается последующий полуфабрикат 13.
В алгоритме работы предлагаемого устройства в зависимости от варианта его исполнения и по технологическим соображениям прокатка и штамповка осуществляются одновременно (параллельно) либо разнесены во времени для снижения усилия деформирования.
Возможен вариант исполнения устройства, при котором усилие деформирования на подвижный рабочий элемент одного из модулей передается через подвижный рабочий элемент второго модуля, подключенного напрямую к приводу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ФЛАНЦЕВ С ПЕРИФЕРИЙНЫМИ КРЕПЕЖНЫМИ ОТВЕРСТИЯМИ | 1995 |
|
RU2073580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |
| Способ изготовления поковок крестовин карданных валов | 1987 |
|
SU1417981A1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
Изобретение относится к области обработки металлов давлением, точнее к техническим средствам формообразования пластическим деформированием изделий с переменным сечением, например шатуны различных механизмов, наконечники и тяги подвески автомобилей, вилки и крестовины карданных валов, тяги и рычаги узла рулевого управления, рым-болты, молотки, кувалды, гаечные ключи, путем совмещения операций прокатки и штамповки на одной единице оборудования. Устройство содержит два обрабатывающих модуля, которые расположены на одном основании и работают в согласованном режиме от общего приводного механизма, и средство передачи поковок между ними. Первый модуль предназначен для получения прокаткой заготовки, приближенной по форме и размерам к готовому изделию. Второй - для окончательного формообразования изделия штамповкой. Они содержат по два рабочих элемента, один из которых подвижный. Модули подсоединены к выходному исполнительному элементу приводного механизма упомянутым подвижным рабочим элементом. Рабочие зоны модулей максимально приближены к оси выходного исполнительного элемента. В результате обеспечивается расширение функциональных возможностей устройства, номенклатуры изделий, эффективность использования температурного интервала пластичности материала заготовки, повышение надежности и точности работы оборудования. 8 з.п. ф-лы, 8 ил.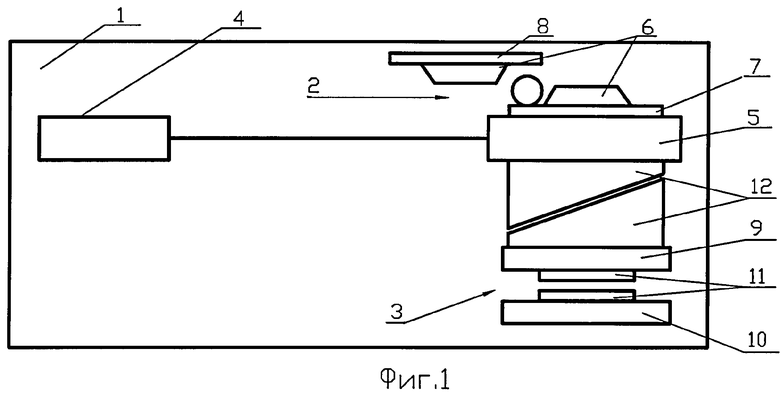
1. Устройство для формообразования изделий с переменным сечением пластическим деформированием, содержащее основание, имеющие согласованные циклы работы и размещенные на основании первый обрабатывающий модуль для предварительного формообразования методом прокатки полуфабриката, приближенного по форме и размерам к готовому изделию, и второй обрабатывающий модуль, содержащие, по меньшей мере, по два рабочих элемента с формообразующими инструментами, из которых, по меньшей мере, один выполнен подвижным, а также приводной механизм с выходным исполнительным элементом и средство передачи поковок между модулями, отличающееся тем, что второй обрабатывающий модуль выполнен штамповочным с возможностью окончательного формообразования изделия, приводной механизм выполнен единым общим для обоих модулей, обеспечивающим согласованные циклы их работы, при этом каждый из модулей подсоединен к выходному исполнительному элементу приводного механизма своим упомянутым подвижным рабочим элементом, а оба модуля размещены на основании так, что их рабочие зоны максимально возможно приближены к оси выходного исполнительного элемента.
2. Устройство по п.1, отличающееся тем, что приводной механизм выполнен с выходным исполнительным элементом, передающим усилие деформирования в вертикальной плоскости вдоль вертикальной оси основания.
3. Устройство по п.1, отличающееся тем, что приводной механизм выполнен с выходным исполнительным элементом, передающим усилие деформирования в горизонтальной плоскости вдоль горизонтальной оси основания.
4. Устройство по п.1, отличающееся тем, что подвижный рабочий элемент модуля подсоединен к выходному исполнительному элементу напрямую.
5. Устройство по п.1, отличающееся тем, что подвижный рабочий элемент модуля подсоединен к выходному исполнительному элементу через промежуточный передаточный механизм.
6. Устройство по п.1, отличающееся тем, что в прокатном модуле рабочие элементы выполнены в виде плоских плит с клиновыми инструментами.
7. Устройство по п.6, отличающееся тем, что плиты выполнены прямоугольными.
8. Устройство по п.6, отличающееся тем, что плиты выполнены в форме диска.
9. Устройство по п.1, отличающееся тем, что прокатный модуль выполнен с валковым формообразующим инструментом.
| Устройство для поперечно-клиновой прокатки ступенчатых деталей | 1989 |
|
SU1682022A1 |
| Автоматическая линия горячей штамповки деталей | 1988 |
|
SU1618490A1 |
| Устройство для поперечно-клиновойпРОКАТКи | 1979 |
|
SU829279A1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| JP 56059551 A, 23.05.1981 | |||
| СПОСОБ КОНТРОЛЯ СВОБОДНОГО СОСТОЯНИЯ РЕЛЬСОВОЙ ЛИНИИ | 1995 |
|
RU2112681C1 |

