О СП
to
4 со
00 Изобретение относится к керамической пром1липенности и может быть использовано на фарфоро-фаянсовых заводах, изготавливающих изделия ли бо методом литья шликера в пористую форму, либо пластическим Формование из сгущенного шликера. Известен способ изготовления фар форо-.фаянсовых изделий путем затворения в воде твердой керамической массы, отделения из суспензии крупных фракций (на виброситах) и железа (на магнитных установках), усред нения, с йоследукщей формовкой полу фабрикатов методом литья шликера в пористую форму, или сгущения суспен зии и формования полуфабрикатов методом пластического формования, с последующей СУШКОЙ и обжигом паг;у фабрикафов ij . Недостатками указанного способа являются неудовлетворительные литей ные свойства шликера, проявляющиеся в увеличении времени набора черепка в пористой форме, неравномерной усадке стенок сырых полуфабрика тов, увеличении их веса, что в конёчнбм результате вызывает увеличение производственного брака на студиях формовки полуфабрикатов и их обработки (сушки, утильного обжига, глазуровки). Наиболее близким к предлагаемому является способ изготовления фарфоро-фаянсовых изделий путем приготовления шликера, воздействия на не го ультразвуком в течение 1-3 мин при частоте 500 кГц, амплитуде 19,5 мкм и интенсивности звука 675 Вт/см, последующего оформления изделий методом шликерного литья в Пористую форму, сушки и обжига 2} . Недостатками указанного способа изгчэтовления фарфоро-фаянсовых изделий является то, что при обработке шликера ультразвуковыми волнами, распространяняцимися в одном направлении, и характерных для способа высоких параметрах ультразвука (часто та 500 кГц, интенсивность первичного звука 675 Вт/см }, у поверхности излучателя наблюдается резкое ухудшени показателя текучести из-за коагуляции суспензии на расстоянии 2,510,5 см от излучателя - улучшение покааателя текучести, а на расстоянии, большем 12 см, ультразвуковые эффекты не проявляются. Это обуславливает неоднородность образующихся структур, вызывает необходимость перемешивания и усложнения аппаратур ного оформления. Неоднородность шликера, вызванная присутствием в нем скоагулированных структур, делает его неустойчивым к фактору тиксотропии, вызывает повышение показателя загустеваемости, возрастание брака полуфабрикатов при их сушке и обжигу, что свп зано с неравномерным уплотнением в пористой форме скоагулированного и нескоагулированного шликера. Кроме того, изделия, полученные после обжига, обладают относительно низкой прочностью. Цель изобретения - улучшение формовочных свойств шликера и повьаиение механической прочности при уменьшё1|ии веса изделий. Указанная цель достигается тем, что согласно способу изготовления фарфоро-фаянсовых изделий путем приготовления водного шликера, ультразвуковой обработки, оформления изделий, суткн и обжига, ультразвуковую о&работку проводят, обеспечивая встречное наложение ультразвуковых волн при интенсивности звука 0,15 Вт/см суспензии. Кроме того, при оформлении изделий методом литья в пористую форму ультразвуковую обработку проводят в течение 0,1-6 мин, а при оформлении изделий методом пластического формования - в течение 0,15-8 мин. Фарфоровые изделия изготавливают следующим образом. В шаровую мельницу вносят твердую керамическую массу и при механическом перемешивании затворяют ее в воде с получением суспензии, которую спивают в массосборник, оборудованный мешалкой. Из массосборника суспензию направляют на вибросито, в котором отсеивают крупные фракции керамической массы, затем ее пропуска-, ют через ферромагниты для удаления железа, после чего сливают в массосборник - усреднитель, оборудованный мешалкой. В днище цилиндрического сосуда уст анавливают магнитострикционный штиккер, направленный излучающей поверхностью внутрь цилиндра от генератора, мощностью 0,4 кВт, частотой колебаний 22 кГц и амплитудой виброколебаний 1-3 мкм. Затем цилиндр наполняют отобранной из массосборника суспензией, сверху в нее погружают второй магнитостриктер от такого же генератора и устанавливают требуемую силу звука в суспензии. Одинаковую силу звука во всех точках озвучиваемого объема суспензии обеспечивают путем регулирования расстояния между излучателями. При этом происходит встречное наложение ультразвуковых волн. Ультразвуковую обработку суспензии проводят при интенсивности звука 0,1-5 Вт/см в течение 0,1-6 мин в случае оформления изделий методом литья в гипсовую форму и 0,15-8 мин в случае оформления изделий методом пластического формования. Озвученную суспензию направляют в пористую форму для формовки полуфабрикатов. Сформованные полуфабрикаты подвергают сушке, утильному обжигу и глазуровке.
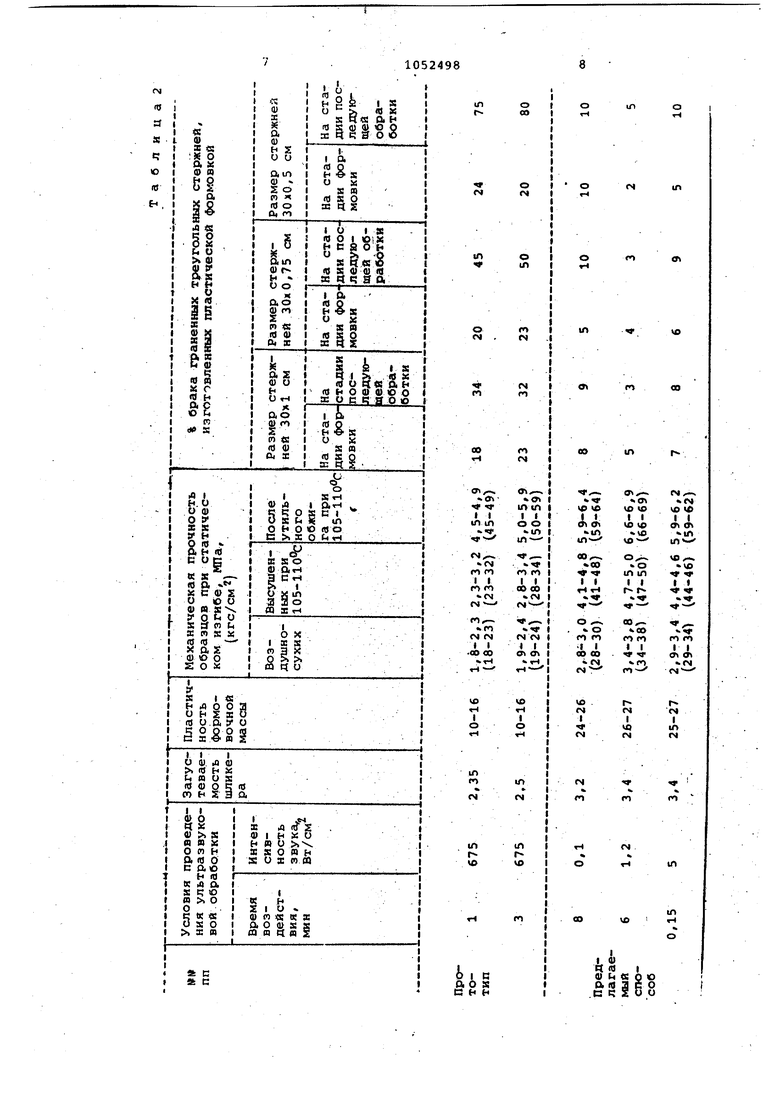
При пластической формовке озвученный шликер фильтруют с помощью вакуум-фильтра, затем перемешивают переминают) под вакуумом, после , чего из сгущенного пластичного ишикера влажностью 24% пластической формовкой формуют полуфабрикаты в виде граненных треугольных стержней
длиной 30 см и шириной 1 см. Сформованные полуфабрикаты подвергают сушке, утильному обжигу и глазуровке.
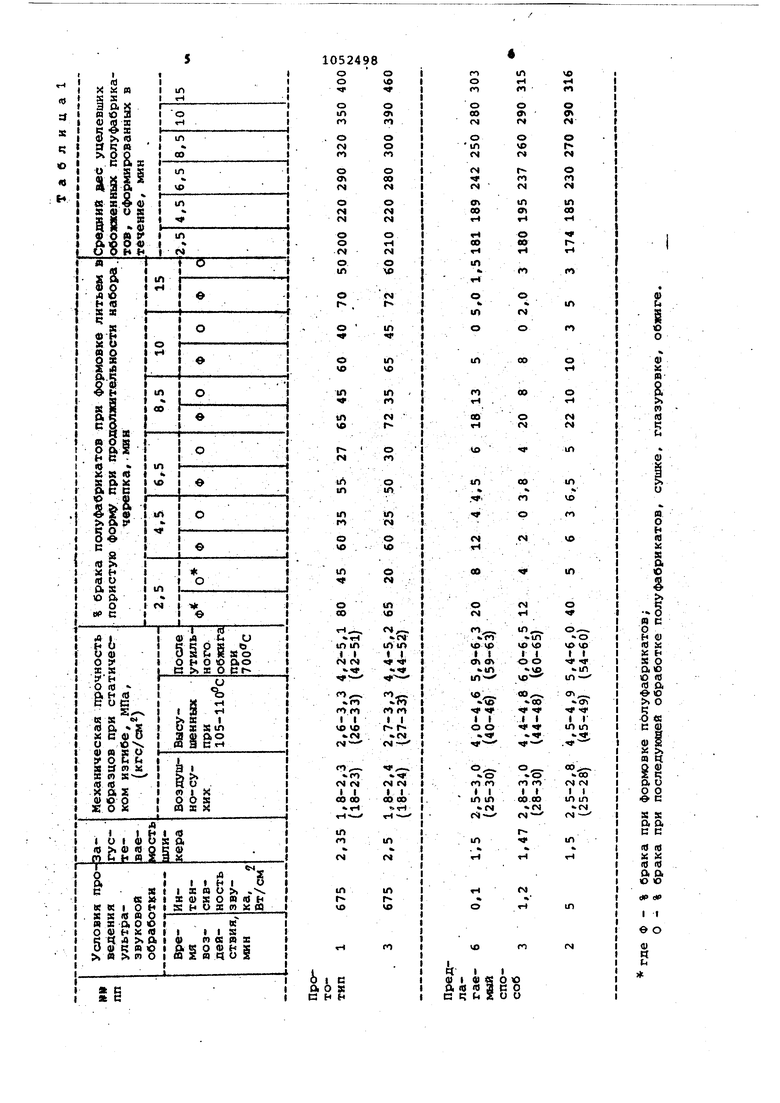
Предлагаемый способ изготовления фарфоро-фаянсовых изделий иллюстрируется конкретными примерами, приведенными в табл. 1 и 2.
В табл. 1 приведены данные о результатах формовки литьем шликера
в пористую форму, в табл. 2 - данные, при пластическом формовании изделий.
m a s Ч о «t
(4
o
о
00
T-l
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамическая шихта для изготовления фарфоровых изделий | 2023 |
|
RU2805702C1 |
| КЕРАМИЧЕСКАЯ МАССА | 1999 |
|
RU2162829C2 |
| КЕРАМИЧЕСКАЯ МАССА | 1999 |
|
RU2162830C2 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2350578C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU417292A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| КЕРАМИЧЕСКИЙ ШЛИКЕР | 2015 |
|
RU2608379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОПРОВОДНОЙ КЕРАМИКИ НА ОСНОВЕ НИТРИДА АЛЮМИНИЯ | 2014 |
|
RU2587669C2 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ | 2009 |
|
RU2415105C2 |
| Композиция для изготовления пористых форм | 1983 |
|
SU1134560A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРО-ФАЯНСОВЫХ ИЗДЕЛИЙ путем приготовления водного шликера, ультразвуковой обработки, офоцялления из- делий, суижи ц обжига, о т Л и ч а ю щ и и с я тем, что, с целью улучшения формовочных свойств цшикера и повышения механической прочности при Уменьшении веса изделий, ультразвуковую обработку проводят, обеспечивая встречное наложение ультразвуковых волн при интенсивноеtH звука 0,1-5 Вт/см суспензии. 2. Способ По п 1, о т л и ч а ю щ и и с я тем, что при оформлении изделий методом литья в пористую форму ультразвуковую обработку проводят в течение 0,1-6 мин, а при оформлении изделий методом пластического формования - S течение 0,15-8 мин.
о r
(N
Г
О
in
et
1Л
го
tn
VO
tN
«M
со
o«
to
M
in
Г4
N,-4
ОЧх- CN
«о VO 16 ю Ф I I
cri (П
kO VO
«.in
«О
vo о
in in
« 4 I t I I
r ЧГ
.oo
ГО ГО
CO
I I
I I
a a
w ч«.Cl
PO ГО-
0 Г
r- n
r
Г4
r1
I
I
о
VO fM
in n
гч
гч
in
ъ
n
«N
п
in
r
Г VO
in
in
00
r-l
о
I 01
q le и 4 CB 0.1 я .с R 2
Как видно из данных таОлиц проведение ультразвуковой обработки с обеспечением встречного наложения ультразвуковых волн и одинаковой интенсивности звука 0,1-5 Вт/см во всем объеме суспензии дает возможность получать оптимальные условия для равномерно протекающих в ьшикере процессов структурообразования и тем самым в более полной мере по сравнению с известными способами исэтользовать ультразвуковые эффекты. Это проявляется .в улучшении ф(фмовочных свойств шликера{при формо.вке литьем наблюдается сокращение времени набора черепка и сниts
.жение веса сформованных полуфабрикатов; при пластичной формовке обеспечиваются высокая пластичность и равномерная связность сгущенного шликера, снижение веса сформованных полуфабрикатов. Прочность изделий повышается на 40-50% и более, максимально сокргицается брак полуфабрикатов на стадиях их формовки и обработки.
Предлагаемый способ прост7 не требует специальной гррмоздкой аппаратуры. Кроме того/ его использование дает значительный экономический эффект.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| А густиник А.И | |||
| Керамика | |||
| М., Сройиэдат, 1957, с | |||
| Одновальный, снабженный дробителем, торфяной пресс | 1919 |
|
SU261A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вартамян С.М | |||
| и др | |||
| Исподьэрвамие ультразвука в технологии нройэводства шли керных и эдепий, Промышленность Армении, 1981, tt-6, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
