Изобретение относится к станкосгро ению и может быть использовано при обработке заготовок, связанниой с расточкой отверстий и подрезкой торцов.
Целью изобретения является повыше- ние производительности и качества обработки за счет поддержания в процесс резания постоянных углов резания.
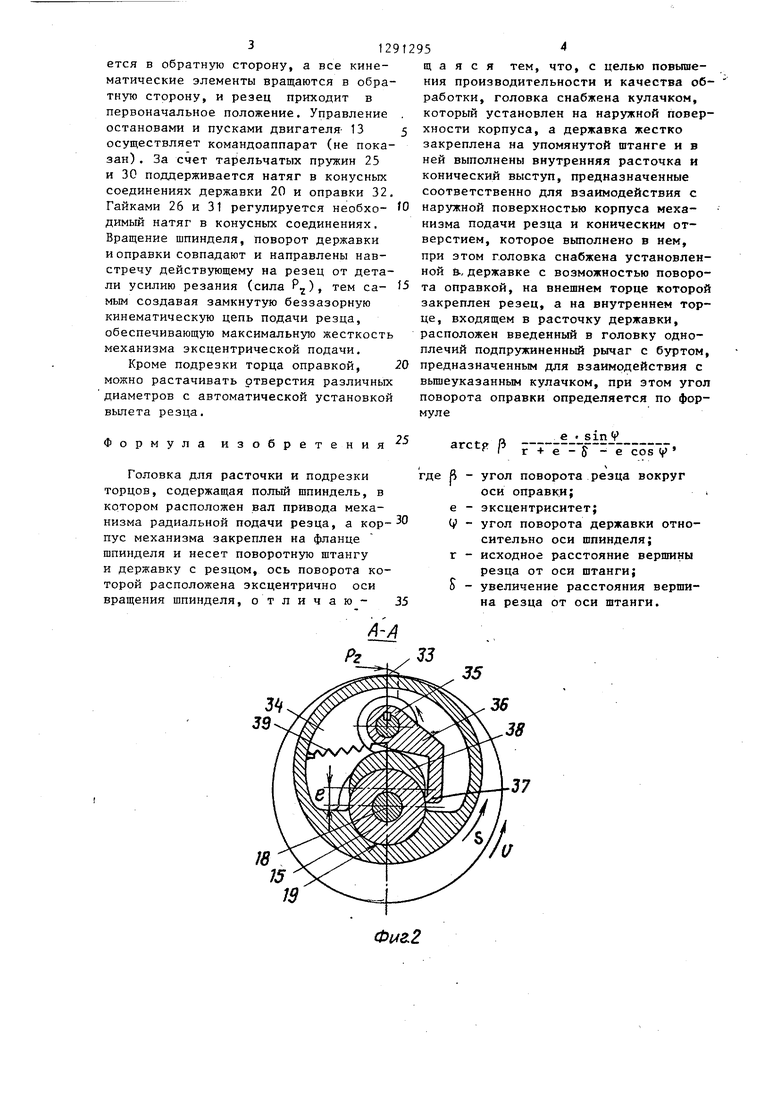
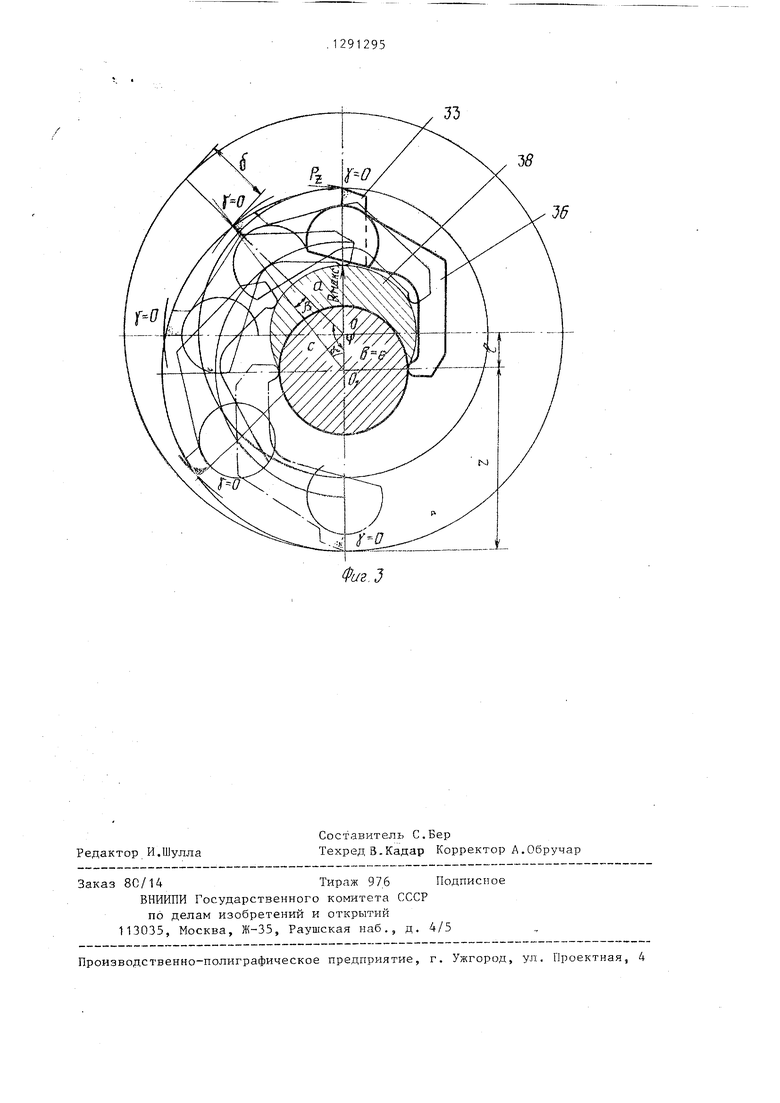
На фиг.1 показана предлагаемая головка, продольный разрез вдоль оси шпинделя; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема взаимодействи и положения элементов механизма подачи резца.
В корпусе 1 подрезной головки уста новлен вращающийся шпиндель 2 с внутренним отверстием 3 и фланцем 4, в которых размещен приводной вал 5, заканчивающийся с обоих торцов шестернями 6 и 7,, последней он соединен с шестерн-ей 8 планетарного редуктора 9, который через шестерню 10 соединен с шестерней 11 шпинделя, С центральным валом 12 редуктора соединен электродвигатель 12 привода механизма эксцен триковой подачи резца.
К фланцу 4 прикреплен корпус 14 механизма подачи, имеющего выступ 15, конусное отверстие 16 и расточку 17. Общая ось этих элементов 18 смещена (вниз) относительно оси вращения шпинделя на эксцентриситет е . На наружный диаьштр 19 выступа корпуса и в конусное отверстие 16 посажена державка 20, объединенная в одно целое со штангой 21, а конусом 22 через конический-подшипник 23 иге -терню 24 внутреннего зацепления, тарельчатые пружины 25 и гайку 26 державка 20 затянута в конусное отверстие 16.
I
Со стороны, противоположной оси
державки относительно оси шггинделя и параллельно ему, державка 20 содер
50
жит конусную 27 и цилиндрические 28 45 вращаться вал 12 с шестерней. Оба движений, суммируясь Б планетарном редукторе 9, вращают шестерни 8 и 7, вал 5, шестерни 6 и 24,, штангу 21 и державку 20. При повороте державки поворачиваются оправка 32 в расточке 27 и подшипник 29 за счет того, что бур7 37 обкатывается по кулачку 38 н смещает пл.ечо рычага 36. С поворотом оправки поворачивается и резец 33, поддерживая автоматически углы резания н ;(,,
При выходе резца р конечное положение в конце обработки головка отводится от детали, двигатель 13 включарасточки, в которые через подшипник 29, тарельчатые пружины 30, гайку 31 встроена с натягом оправка 32 с расточно-подрезным резцом 33, направленным вершиной в исходном положении в направлении линии, соединяющей оси шпинделя, державки и оправки. В исходном положении резец имеет оптимальные углы резания у (передний угол) и (X, (задний угол) .
На средней части оправки, расположенной внутри полости 34 державки 20, с помощью шпонки 35 установлен рычаг 36 с буртом 37, контактирующим с ку55
лачком 38, закрепленным на наружном диаметре 19 выступа 13 корпуса механизма. Этот контакт в исходном положении резца находится в месте наименьшего радиуса кулачка, а в конце обработки - в месте максимального радиуса. Для поддержания данного контакта перед началом резания служит пружина 39, а в нроцессе резания контакт поддерживается усилием резания (сила Р ), действующим от детали 40 на резец навстречу вращению (V) шпинделя и навстречу эксцентрической подаче (S).
Профиль кулачка, соотношение нле- ча рычага н вылета резца от оси оп- равгси должны обеспечивать дополнительный поворот резца па угол, равный
агс
:tp |3
„El.iO г+е-J-e I cos/j)
где R - угол поворота резца вокруг
оси оправки; е - эксцентрисич ет;
угол эксцентрической подачи относительно oci- вра1л;ения шпинделя;
начальный вьтет резца от оси державки (штанги); -.увеличение вылета резца, при S 2е и О 180°.
Расточно-подркзная головка работает следующим образом.
q. г 6
При подходе головки к детали 40 в направлении осевой подачи самой головки по направляющим стани} Ы (без позиций) она останавливается на пктт подрезки торца. Резец 33 необходимо предварительно установить в исходное положение. Лри включел пи вращения шпинделя 2 начинают В1 ашаться шестерни 11 и 10, а при включении двигателя 13 эксцентрической подачи начинает
ется в обратную сторону, а все кинематические элементы вращаются в обратную сторону, и резец приходит в первоначальное положение. Управление остановами и пусками двигателя- 13 осуществляет командоаппарат (не показан) . За счет тарельчатых пружин 25 и 30 поддерживается натяг в конусных соединениях державки 20 и оправки 32, Гайками 26 и 31 регулируется необходимый натяг в конусных соединениях. Вращение шпинделя, поворот державки и оправки совпадают и направлены навстречу действующему на резец от дета10
щ а я с я тем, что, с целью повышения производительности и качества обработки, головка снабжена кулачком, который установлен на наружной поверхности корпуса, а державка жестко закреплена на упомянутой штанге и в ней выполнены внутренняя расточка и конический выступ, предназначенные соответственно для взаимодействия с наружной поверхностью корпуса механизма подачи резца и коническим отверстием, которое вьтолнено в нем, при этом головка снабжена установленной &, державке с возможностью повороли усилию резания (сила РЧ - оправкой, на внешнем торце которой
мым создавая замкнутую беззазорную кинематическую цепь подачи резца, обеспечивающую максимальную жесткость механизма эксцентрической подачи.
Кроме подрезки торца оправкой, 20 можно растачивать отверстия различных диаметров с автоматической установкой вьшета резца.
Формула изобретения
,Головка для расточки и подрезки торцов, содержащая полый шпиндель, в котором расположен вал привода механизма радиальной подачи резца, а корпус механизма закреплен на фланце шпинделя и несет поворотную штангу и державку с резцом, ось поворота которой расположена эксцентрично оси вращения шпинделя, отличаю-
щ а я с я тем, что, с целью повышения производительности и качества обработки, головка снабжена кулачком, который установлен на наружной поверхности корпуса, а державка жестко закреплена на упомянутой штанге и в ней выполнены внутренняя расточка и конический выступ, предназначенные соответственно для взаимодействия с наружной поверхностью корпуса механизма подачи резца и коническим отверстием, которое вьтолнено в нем, при этом головка снабжена установленной &, державке с возможностью поворозакреплен резец, а на внутреннем торце, входящем в расточку державки, расположен введенный в головку одноплечий подпружиненный рычаг с буртом, предназначенным для взаимодействия с вышеуказанным кулачком, при этом угол поворота оправки определяется по формуле
arctp р
г +
е.
е - 5 - е cos V
30
35
где
ft - угол поворота резца вокруг
оси оправки; е Ф г S эксцентриситет;угол поворота державки относительно оси шпинделя; исходное расстояние вершины резца от оси штанги; увеличение расстояния вершина резца от оси штанги.
/8
15
19
J5
36
.2
35
L
Фаг.д
Редактор И.Шулла
Составитель С. Вер
Техред В.Кадар Корректор А.Обручар
Заказ 80/14Тираж 976 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4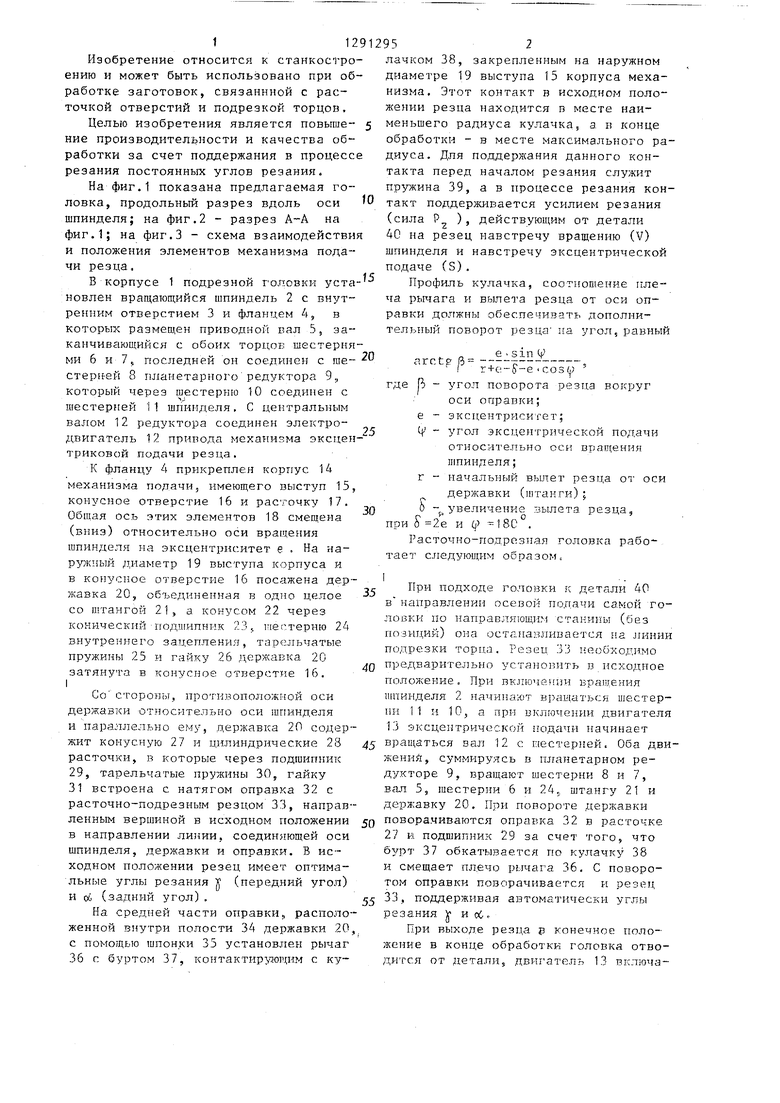
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Универсальный расточной патрон | 1982 |
|
SU1053975A2 |
| Расточная борштанга | 1987 |
|
SU1468672A1 |
| Универсальный расточной патрон | 1979 |
|
SU910369A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство для расточки и подрезки | 1980 |
|
SU891235A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
Изобретение относится к области станкостроения и может быть использовано при обработке заготовок, связанной с расточкой отверстий и подрезкой , -н торцов. Цель изобретения заключается в том, что повышается производительность и качество обработки за счет поддержания в процессе резания постоянных, первоначально заданных углов резания. Для достижения цели головка снабжена кулачком, установленным на корпусе 14 механизма подачи и взаимодействующим с ним одноплечим рычагом, который вызывает поворот оправки 32 при вращении державки 20. За счет определенного профиля кулачка, соотношения плеча рычага и вылета резца обеспечивается заданный поворот оправки, который позволяет поддерживать углы резания в пределах первоначально заданных величин. 3 ил. (f) Q 33 32 27 28 23 3031J5 Hf 2123 2tf i il к / /.//..// i{Q W 22 16 17 2S 26 T 1 CO N5 CO СП Фиг.1 Ю 9 12 8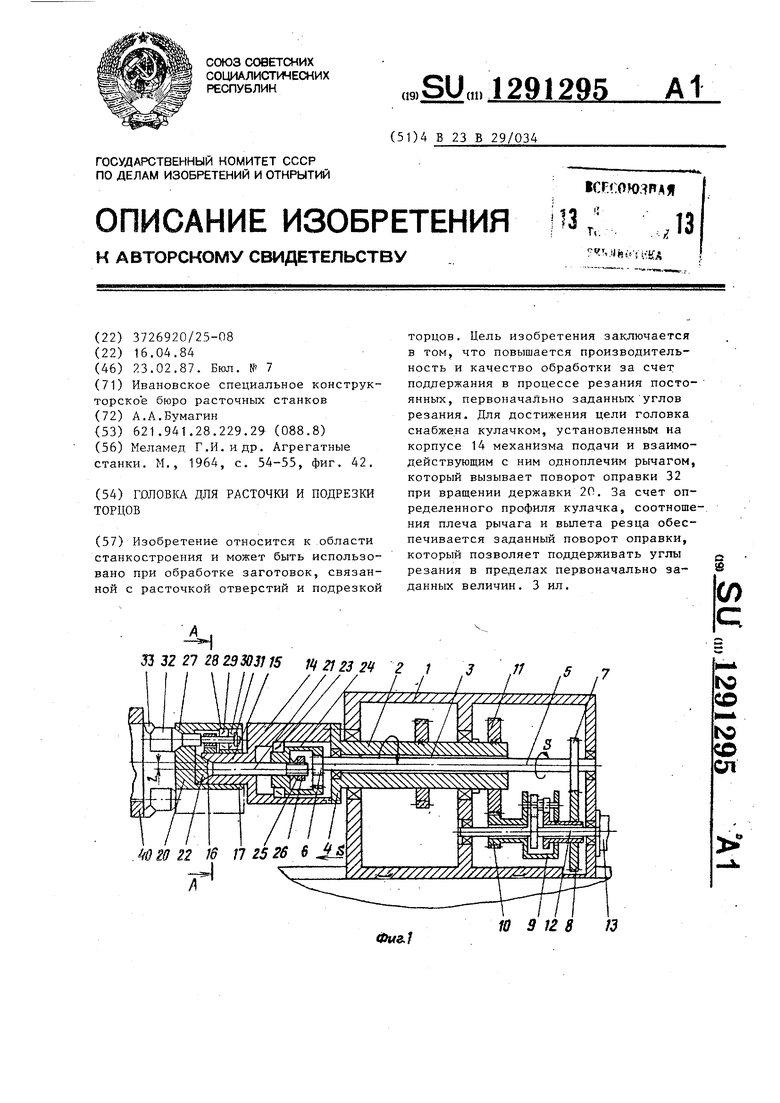
| Меламед Г.И | |||
| и др | |||
| Агрегатные станки | |||
| М., 1964, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
