Изобретение относится к обработке неметаллических материалов и может быть использовано, в частности, для сверления поперечных отверстий в керамических деталях трубчатой формы
Целью изобретения является повышение качества обработки отверстий в керамике путем уменьшения сколов.
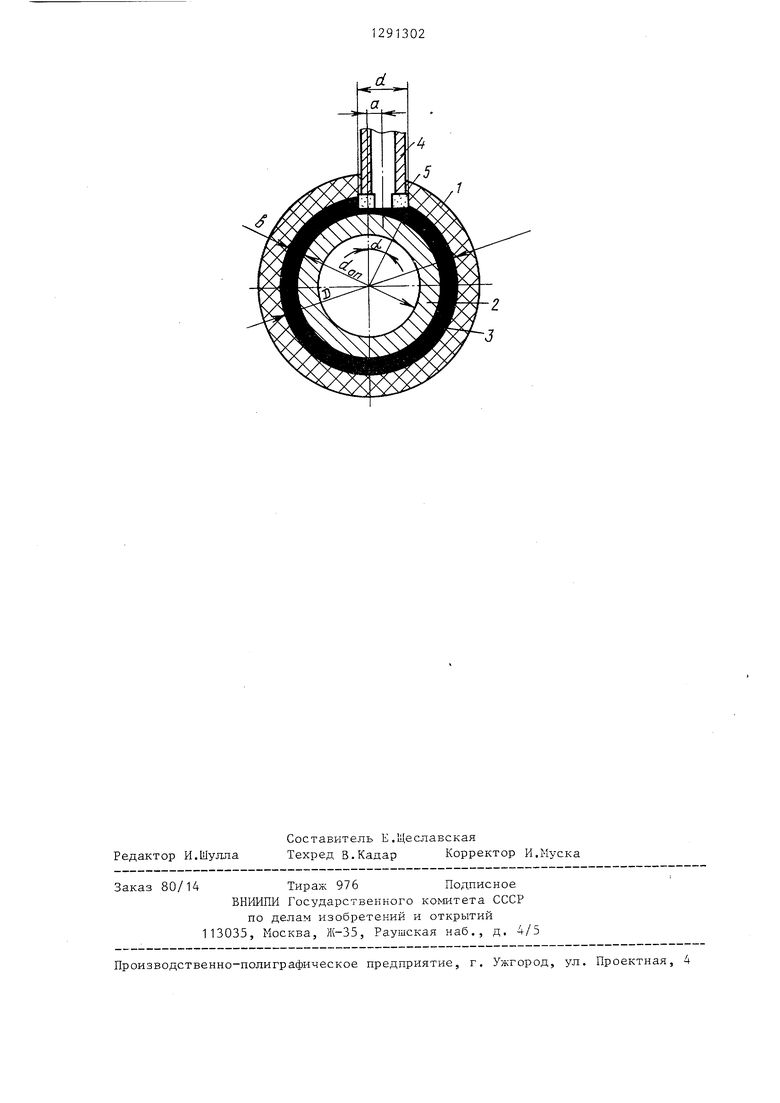
На чертеже представлено графическое изображение выполнения предлагаемого способа, разрез.
Обрабатываемую деталь - керамическую втулку 1 устанавливают на оправк 2, которую закрепляют в кондукторе. Между втулкой и оправкой образована опора 3 из сплава на основе парафина Алмазным трубчатым сверлом 4 в детали 1 просверливают поперечное отверстие 5. Алмазное сверло 4 показано в нижнем положении.
Пример. В керамической трубе наружным Вц 230 мм и внутренним D 200 мм диаметрами просверливают отверстие диаметром d 30 мм со смещением относительно оси заготовки а 5 мм. Трубу устанавливают на оправке, а зазор b между внутренней поверхностью трубы и оправкой, создаваемый за счет вьшолнения оправки соответствующего диаметра, выбирают из соотношения
|(,coscJ + d + с.
где Ы arcsin
2а + d D
11°30
0,15 - коэффициент перебега алмазного сверла, определяемый опытным путем (Х 0,4- 0,1, причем большие значения применимы к сверлам меньших диаметров).
с 1 мм - постоянная, определяемая в зависимости от размеров изделий (с 0-3 мм). Отсюда b 7,5 мм. Таким образом, наружный диаметр оправки d D - - 2b 185 мм.
В качестве опоры выбирают сплав, содержащий 75% парафина и 25% канифоли. Для заполнения зазора b этим сплавом деталь с оправкой нагревают до 100 С, устанавливают в вертикальном положении, нижнюю часть сборки резко охлаждают, чтобы предотвратить вытекание сплава, а затем заливают
зазор b расплавленным сплавом парафин-канифоль . После остывания сплав плотно прилегает к внутренней поверхности керамической трубы и образует дополнительно жесткую опору, препятствующую образованию сколов при сверлении поперечных отверстий в керамической детали алмазными сверлами.
После затвердевания расплава заготовку на оправке устанавливают на специализированном алмазно-сверлиль ном станке и производят сверление поперечных отверстий диаметром 30 мм кольцевым алмазным сверлом. После сверления отверстий замеряют величину сколов на выходе сверла, а также проверяют плотность прилегания заливочного состава к внутренней поверхности детали и керна.
Формула изобретения
Способ сверления отверстий в круглых деталях, которые устанавливают на оправке и между ней и деталью образуют опору, отличающий- с я тем, что, с целью повьшения качества обработки отверстий в керамике путем уменьшения сколов, в качестве материала опоры берут сплав на основе парафина, а толщину слоя выбирают из условия
-2(1 - cosoi)
+ с,
оС arcsin
40
2а + d D
где D - внутренний диаметр заготовки,
d - диаметр отверстия, выполняемого в заготовке
а - поперечное смещение оси
просверливаемого отверстия от оси заготовки,
oi, - угловое смещение от оси заготовки точки пересечения наиболее удаленной образующей отверстия с внутренней поверхностью заготовки;
у - коэффициент перебега.алмазного сверла;
с - постоянная, равная 0-3 мм и определяемая в зависимости от размеров изделий.
J
Изобретение относится к области обработки неметаллических материалов, в частности для сверления отверстий в керамике. Цель изобретения - повышение качества обработки отверстий в керамических деталях трубчатой формы. Способ заключается в том, что деталь устанавливают на оправке, между деталью и оправкой создают опору из сплава на основе парафина, толнщну которой выбирают из условия: b D/2(1 - cosoO +J d+ + с, D arcsin 2a + d/D, где D - внутренний диаметр 3aroTOBKHj d - диаметр отверстия, выполняемый в заготовке; а - поперечное смещение оси просверливаемого отверстия от оси заготовки; сО - угловое смещение от оси заготовки точки пересечения наиболее удаленной образующей отверстия с внутренней поверхностью заготовки,- V - коэффициент перебега алмазного сверла; с - постоянная, равная 0-3 мм, определяемая в зависимости от размеров изделия. 1 ил. Ф (Л ю со со о го
Редактор И.Шулла
Составитель Е.Щеславская
Техред В.Кадар Корректор И.Муска
Заказ 80/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Х(-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Способ закрепления цилиндрическойСТЕКляННОй зАгОТОВКи HA ОпРАВКЕ | 1979 |
|
SU837590A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
