Изобретение относится к механосборочному производству, в частности к устройствам для монтажа и демонтаж деталей Tima подшипников качения на роликах машин непрерывного литья заготовок.
Целью изобретения является повышение производительности монтажа и демонтажа деталей типа подшипников качения на роликах машин непрерывног литья заготовок за счет совмещения операций установки деталей на рабочу позицию с операциями их центрирования и закрепления, а также расширение технологических возможностей устройства за счет обеспечения его переналадки на различные типоразмеры деталей.
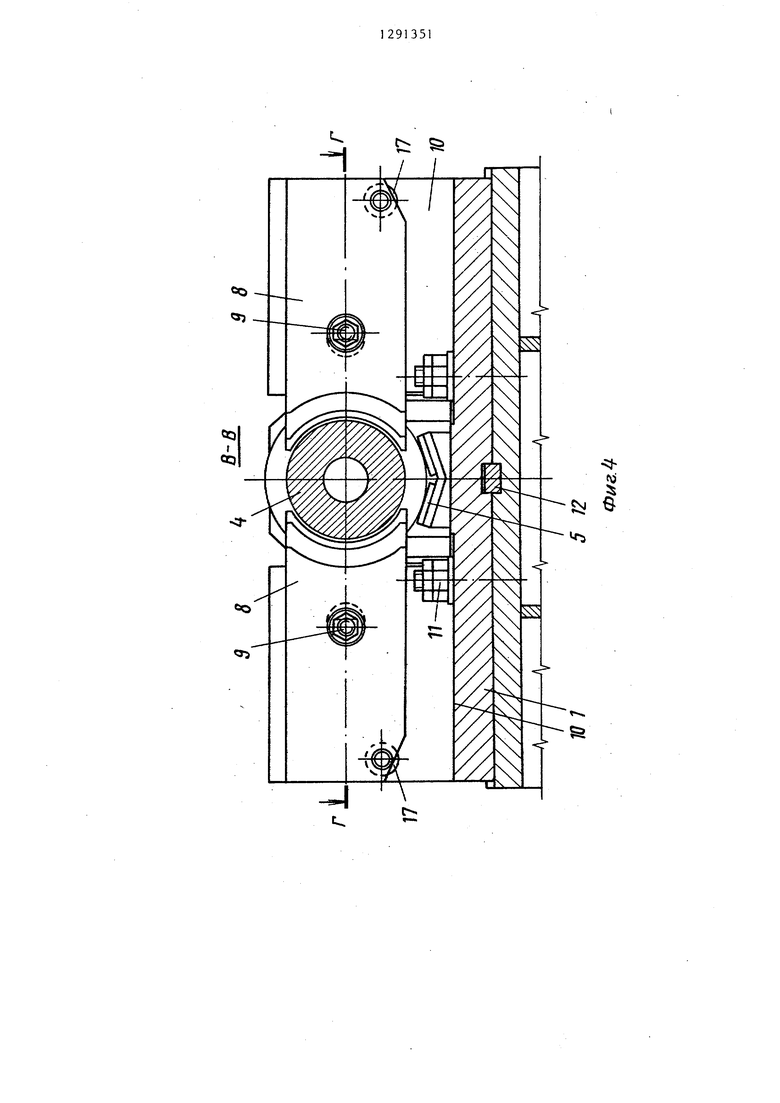
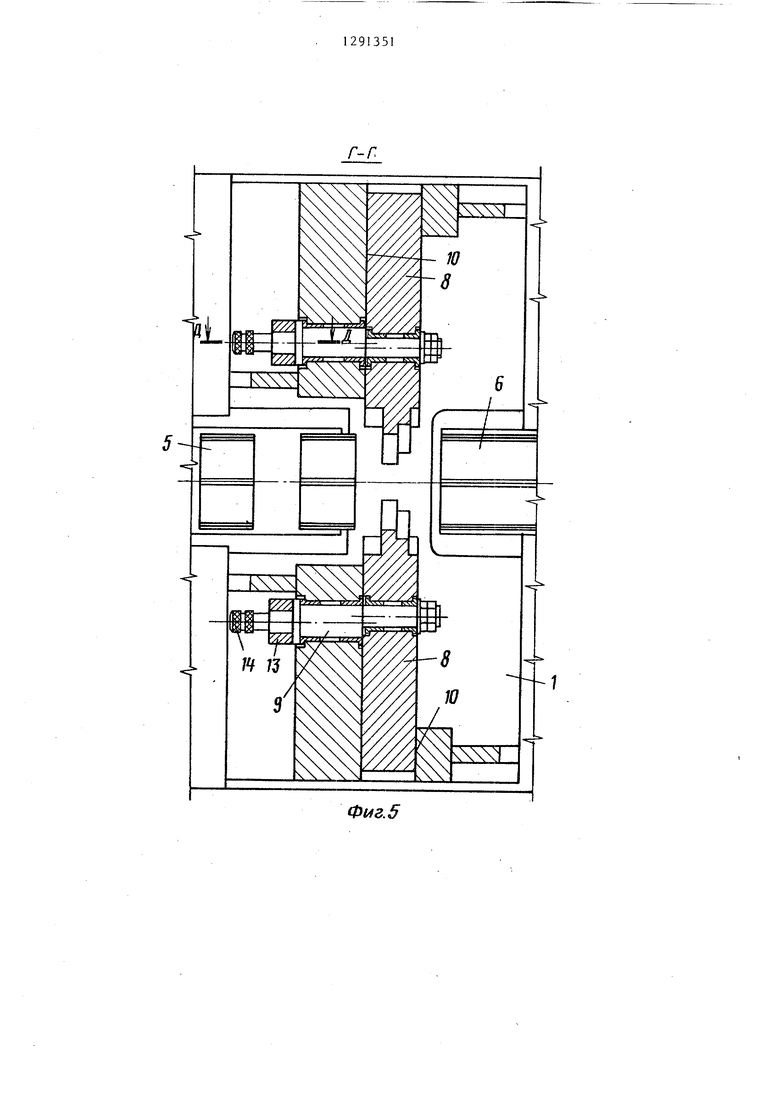
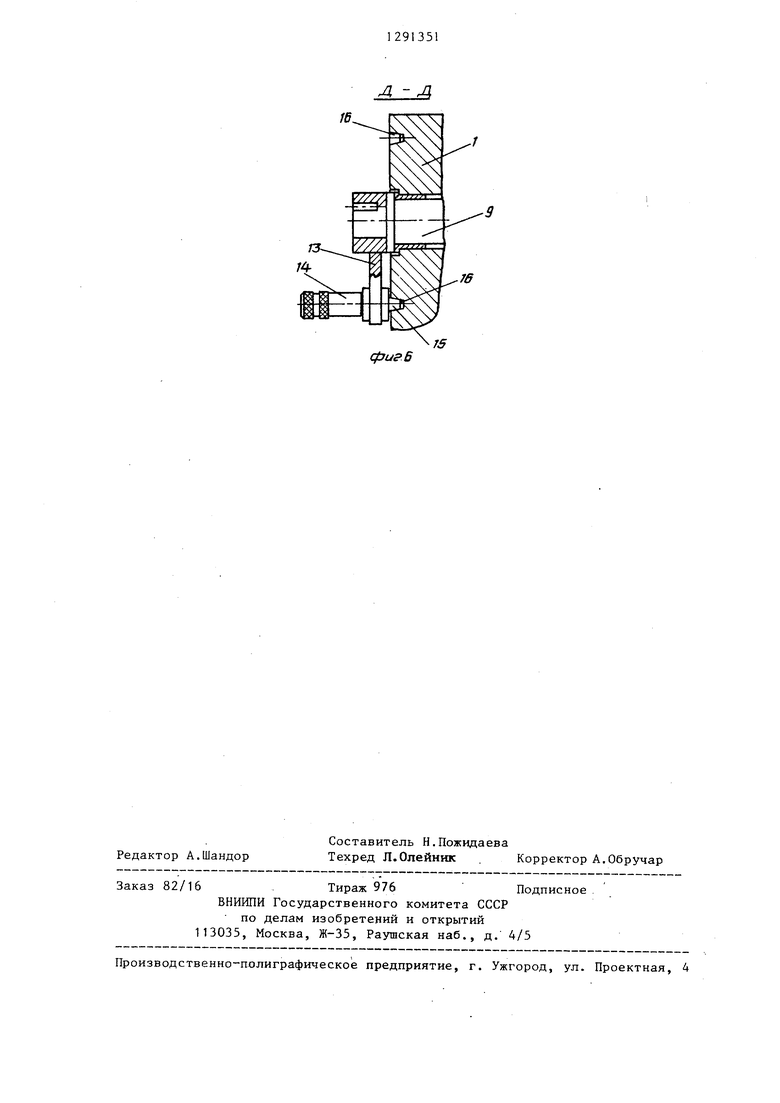
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.З; на фиг.З - разрез Г-Г на фиг.4; на фиг,6 - разрез Д-Д на, фиг.5.
Устройство для монтажа и демонтаж содержит основание 1, на котором со- осно смонтированы силовой цилиндр 2 и винтовой упор 3 для охватываемой детали - ролика 4, а в средней ее части установлены сменные призмы 5 и 6 соответственно для охватываемой и для охватывающей (подшипника 7 качения) деталей и поворотные захваты 8. Поворотные захваты 8 установлены симметрично относительно оси ролика 4,, связаны с основанием посредством эксцентриковых валов 9 и размещены в пазах 10 станины, перпендикулярных оси сборки.
С целью повышения технологичности изготовления и снижения трудоемкости при механической обработке часть основания 1, в которой смонтированы поворотные захваты 8, выполнена
съемной и соединяется с остальной ее 45 меру устанавливаемого ролика, при
частью жестко, например, при помощи болтовых соединений 11, а центрируется при помощи шпонки 12. Шарнирная связь каждого поворотного захвата 8
с основанием 1 выполнена со смещени- 50 ний. При демонтаже упор 3 вращением
ем от его центра тяжести в сторону ролика 4. Один конец каждого эксцентрикового вала 9 соединен с поворотным захватом 8, а другой - с приводом вращения. В качестве привода вращения могут быть применены рычаги 13 с рукоятками 14. Приводной конец к 1ждого эксцентрикового вала 9 снабжен фиксатором 15 для разных положе
5
НИИ поворотного захвата 8, а на основании 1 в соответствующих требуемым положениям местах выполнены гнезда 16. Поворотные захваты 8 снабжены катками 17, которые закреплены на концах, противолежащих их концам, взаимодействующим с охватывающей деталью.
Геометрические оси шарниров поворотных захватов 8, т.е. связанных с ними концов эксцентриковых валов 9, и геометрическая ось охватываемой детали расположены в одной горизонтальной плоскости. В процессе переналадки устройства для установки ролика другого типоразмера геометрическая ось последнего выставляется также в одной плоскости с геометрическими осями шарниров поворотных захватов при помощи призмы соответствующего размера.
Устройство работает следующим образом.
При демонтаже поворотные захваты 8 поворотом эксцентриковых валов 9 при помощи рукояток 14 рычагов 13 разводят на соответствующий размер зева и грузоподъемным средством ролик 4 с цод- шипниками 7 качения, опуская, направляют в зев поворотных захватов 8. После введения ролика 4 в зев поворотных захватов 8 и при дальнейшем опускании ролик 4 нижней своей поверхностью вступает в контакт с концами 5 поворотных захватов 8 и за счет гравитационной силы своей массы воздействует на них, в результате чего поворотные захваты 8 начинают поворачиваться относительно своих шарнирных связей с основанием 1, выполненных на концах эксцентриковых валов 9. Поворот захватов 8 происходит до тех пор, пока ролик 4 не будет установлен на призму 5, соответствующую типораз0
5
0
0
этом концы поворотных захватов 8, взаимодействующие с роликом 4, опускаются, центрируются относительно ролика 4 и сводятся, захватывая последотводят в сторону от торца ролика 4 на расстояние, равное ходу перемеще- ния ролика 4 при его выпрессовке из неподвижно удерживаемого поворотньми 55 захватами 8 подшипника 7 качения от усилия силового цилиндра 2.
После установки ролика 4 на призмы 5 включают силовой цилиндр 2, а по окончании процесса демонтажа (распрессовки) подшипника 7 его останавливают и включают на обратный ход. Далее, убрав изношенный подшипник 7, грузоподъемным средством поднимают ролик 4, в результате чего поворотные захваты 8 возвращаются в исходное положение, т.е. поднимаются и разводятся за счет усилия грузоподъемного средства, которым воздействуют на них также через ролик 4, и гравитационных сил неуравновешенных масс самих поворотных захватов 8. После этого ролик 4 разворачивают в горизонтальной плоскости на 180 и снова устанавливают в устройство для демонтажа второго подшипника 7 качения, при этом весь процесс повторяется по описанной схеме.
При монтаже поворотные захваты 8 поворотом эксцентриковых валов 9 при помощи рукояток 14 рычагов 13 разводят на соответствующий размер зева и грузоподъемным средством ролик 4, опуская, направляют в зев поворотных
8. Затем при помощи винтово-25 из которых смещена относительно центзахватов
го упора 3 ограничивают возможность горизонтального перемещения ролика 4 на призме 5, после чего на призму 6 устанавливают подшипник 7 качения и включением силового цилиндра 2 напрессовывают подшипник 7 качения на ролик 4.
По окончании процесса монтажа (напрессовки) подшипника 7 силовой цилиндр 2 останавливают и включают на обратньш ход. Далее грузоподъемным средством поднимают ролик 4j в р.езультате чего поворотные захваты 8 возвращаются в исходное положение, отведя винтовой упор 3 влево и развернув ролик 4 в горизонтальной плоскости на ISC , последний вновь устанавливают в устройство для монтажа
ра тяжести планки в направлении к оси сборки и расположена в одной плоскости с последней.
2.Устройство по,п.1, о т л и ч а- 30 ю щ е е с я тем, что, с целью расширения технологических возможностей, шарнирная связь каждого поворотного захвата с основанием выполнена в виде приводного эксцентрикового вала,
оснащенного узлом угловой фиксации его в различных положениях.
3.Устройство по п.1, о т л и ч а- ю щ е е с я тем, что оно снабжено катками, установленными на нерабочих
40 концах поворотных захватов.
4.Устройство ПОП.1, отличающееся тем, что призмы выполнены сменными.
второго подшипника 7 качения. При этом весь дальнейший процесс монтажа выполняется аналогично монтажу первого подшипника.
Формула изобретения
1. Устройство для монтажа и демонтажа деталей, содержащее соосно смонтированные на основании силовой цилиндр с запрессовочной оправкой и регулируемый упор, а также размещенные между ними установочное приспособление для деталей в виде призм и узел фиксации одной из деталей в виде шарнирно установленных на основании по обе стороны от установочног приспособления поворотных захватов, отличающееся тем, что, с целью повьппения производительности сборки деталей типа подшипников качения на роликах машины непрерывного литья, поворотные захваты выполнены в виде планок, ось вращения каждой
ра тяжести планки в направлении к оси сборки и расположена в одной плоскости с последней.
2.Устройство по,п.1, о т л и ч а- ю щ е е с я тем, что, с целью расширения технологических возможностей, шарнирная связь каждого поворотного захвата с основанием выполнена в виде приводного эксцентрикового вала,
оснащенного узлом угловой фиксации его в различных положениях.
3.Устройство по п.1, о т л и ч а- ю щ е е с я тем, что оно снабжено катками, установленными на нерабочих
концах поворотных захватов.
4.Устройство ПОП.1, отличающееся тем, что призмы выполнены сменными.
Р.5
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ДЕМОНТАЖА И МОНТАЖА ШИН | 1991 |
|
RU2013218C1 |
| Поворотный стол для подачи кассет с деталями к роботу | 1989 |
|
SU1792775A1 |
| Стенд для монтажа и демонтажа прессо-ВыХ СОЕдиНЕНий ТипА ВАл-ВТулКА | 1979 |
|
SU804337A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА ШИНЫ КОЛЕСА И ТЕЛЕЖКА ДЛЯ ПЕРЕДВИЖЕНИЯ КОЛЕСА | 2007 |
|
RU2340464C2 |
| Стенд для сборки и разборки узлов деталей | 1986 |
|
SU1349950A1 |
| СТЕНД ДЛЯ ДЕМОНТАЖА И МОНТАЖА ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2019435C1 |
| Устройство для съема изделий с подвесного конвейера | 1983 |
|
SU1159858A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство для выпрессовки подшипников из корпусов | 1976 |
|
SU647096A1 |

Устройство относится к области механосборочного производства, в частности к устройствам для монтажа и демонтажа деталей типа подшипников качения на роликах машин непрерывного литья заготовок. Целью изобретения является повышение производительности монтажа и демонтажа и расширение технологических возможностей устройства. Для этого узел фиксации одной из собираемых деталей на сборочной позиции выполнен в виде поворотных захватов 8, шарнирно установленных на основании 1 по обе стороны от призмы 5 для установки ролика. Оси вращения поворотных захватов смещены относительно центров их тяжести по направлению к оси сборки и расположены в одной плоскости с последней. На основании 1 также смонтированы соосно расположенные силовой цилиндр 2 с запрессо- вочной оправкой и регулируемый упор 3. Шарнирная связь поворотных захватов 8 с основанием 1 выполнена в виде приводных эксцентриковых валов 9, обеспечивающих переналадку захватов на различный типоразмер собираемых деталей. Поворотные захваты 8 разводят поворотом эксцентриковых валов на соответствующий размер. После этого деталь опускают в зев захватов, осуществляя поворот последних до момента установки детали на призму 5. В результате обеспечивается фиксация детали. 3 з.п. ф-лы, 6 ил. 1 СЛ 3 . 1 СО СП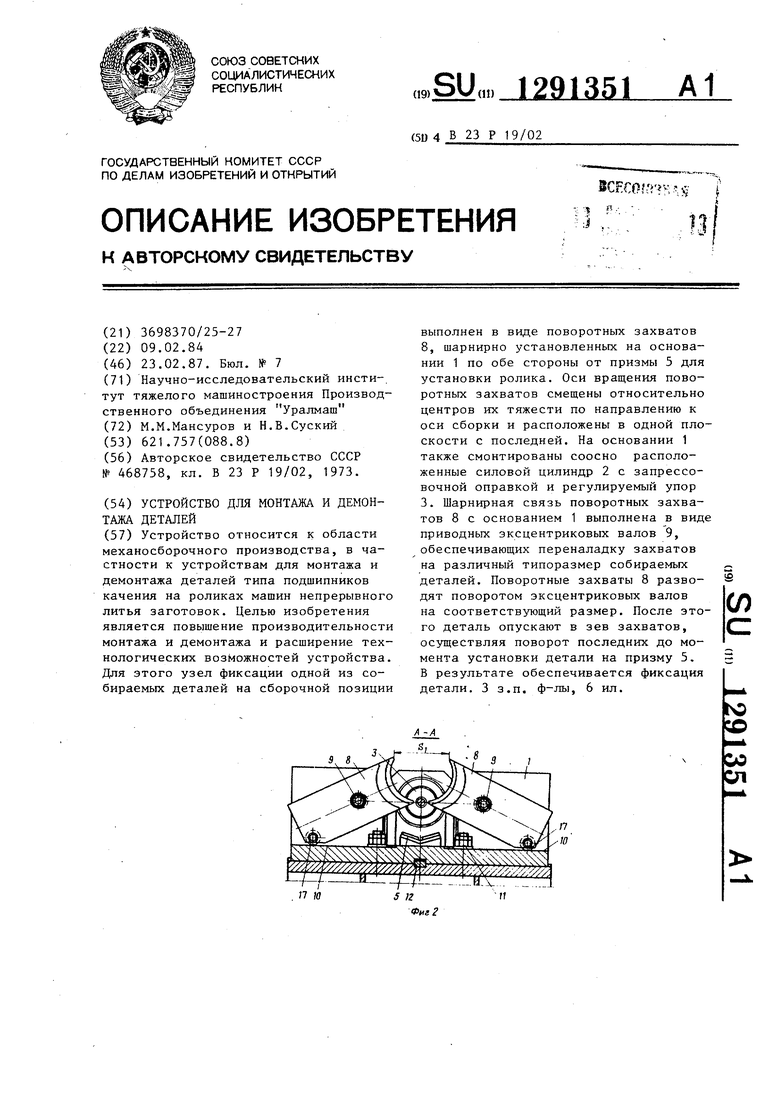
ВидБ
, / |.
Фиг.З
Фиг. 5
Л - М
1В
Редактор А.Шандор
Составитель Н.Пожидаева
Техред Л.Олейник . Корректор А.Обручар
Заказ 82/16 , Тираж 976 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг 6
| Устройство для сборки деталей | 1973 |
|
SU468758A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
