Изобретение относится к машиностроение , а именно к устройству для позиционного транспортирования деталей, и может най -и применение, например, в сборочно- сварочном производстве, при роботизации производственных операций.
Известна установка для сборки и сварки пре существенно контактной точечной и рельефной, содержащая размещенные на станине сварочные головки и приводной поворотный стол с установленными по окружности поворотными планшайбами с поворотно-делительными механизмами, кажЬый из которых выполнен в виде установленной соосно соответствующей планшайбе обоймы с регулируемыми упорами и подпружиненными к ним опорами, каждая из которых одним концом шэрнирно закреплена на валу вращения планшайбы, а другим установлена с возможностью взаимодействия с цилиндрической направляющей с пазами по окружности, которая закреплена на станине под поворотным столом.
Однако данная установка не обеспечивает высокой точности остановки хотя бы одной из планшайб в заданной точке, поскольку поворотный стол этой установки не снабжен устройством фиксации угла поворота. Это не позволяет применить такую
VI
О
ю VI
а
установку в роботизированном производстве.
Известно устройство для транспортирования деталей, содержащее станину, поворотную относительно станины планшайбу, привод и фиксатор планшайбы. Закрепленные на планшайбе детали могут перемещаться вместе с планшайбами на фиксированный угол/что не нарушает ориентации деталей относительно исполнительных механизмов, установленных на любой из позиций устройства.
Недостатком данного устройства является то, что конструкция привода и фиксатора планшайб не позволяет варьировать углом поворота планшайбы (обеспечивает только один первоначально заданный угол). Кроме того, для обеспечения точности позиционирования требуется высокая точность изготовленця всех частей устройства, а это в свою очередь резко увеличивает трудоемкость изготовления, монтажа и переналадки на другой угол поворота планшайбы.
Известно устройство для транспортирования деталей, содержащее станину, поворотную относительно станины планшайбу со стержнями, на которые насажены кассеты, привод и фиксатор поворота планшайбы, привод позиционного поворота кассеты, причем привод позиционного поворота кассеты содержит траверсу с пальцами и установлен с возможностью взаимодействия этих пальцев с выполненными в виде штока, установленного под планшайбой с возможностью возвратно-поступательного перемещения и взаимодействия с отверстиями, выполненными на планшайбе.
Однако данное устройство трудоемкое в изготовлении и сложно для монтажа, что обусловлено требуемой высокой точностью изготовления планшайбы и привода позиционного поворота кассеты, а также высокой точностью углового шага расположения привода позиционного поворота кассеты, стержней под кассеты и отверстий на Планшайбе. ..-..-;; .,
Кроме того, при необходимости переналадки устройства на другой угол поворота планшайбы необходим ее демонтаж и доработка (переделка), что значительно увеличивает капитальные затраты и время на переналадку (т.е. возрастает трудоемкость). Также существенным недостатком данного устройства является то, что при фиксации угла поворота планшайбы, что требует усложнения конструкции привода, так как при наличии перегиба (или недохода), во-первых, при взаимодействии фиксатора с of1 верстием планшайбы могут возникать
большие, вплоть до разрушающих, нагрузки на кинематические звенья привода. Вместе с тем пренебречь точностью фиксации поворота планшайбы нельзя, т.е. это повлечет
снижение точности позиционирования кассеты на рабочей позиции, что не позволит применять такое устройство в роботизированном пространстве.
Наиболее близким по технической сущнести является многопозиционный магазин-накопитель, содержащий съемные кассеты, установленные на поворотном столе, механизм подъема стопы, водило, фиксатор и пневмоблок, установленные в корпусе,
датчик для контроля наличия заготовок в кассетах, причем поворотный стол вращается вокруг оси, снабженный выдвижным упором, а механизм поворота стола пред- ставляет собой пневмоцилиндр, с помощью
которого производится вращение водила между упорами.
Однако данный магазин-накопитель обладает следующими недостатками.
Во-первых, один-из. элементов фиксации поворота (в данном случае отверстие под штырь фиксатора) выполнен на планшайбе, что требует очень точного соблюдения углового шага расположения отверстий на плите поворотного стола, а также обуславливает необходимость сводить до минимума погрешность (причем не только ее абсолютную величину, но и ее знак ±) расположения кассеты относительно отверстия под штырь фиксатора.
Во-вторых, конструктивное выполнение механизма поворота стола не позволяет осуществлять доводку стола до заданной точки вследствие перегиба или недохо- да, которые неизбежно будут возникать в
процессе работы, поскольку практически не возможно изготовить устройство (особенно многопозиционное) с большим количеством взаимозависящих кинематических элементов с нулевой погрешностью (причем жесткие требования не только к суммарной погрешности, но и к погрешности изготов- лёнйя каждого кинематического элемента и их взаимного расположения).
Указанные недостатки полностью исключают возможность нетрудоемкой, быстрой, недорогостоящей и не связанной с демонтажем и доработкой (или неполной заменой) крупногабаритных узлов переналадки магазина-накопителя для перехода на
другой вид продукций или на другую производительность.
Все это ограничивает возможность данного магазина-накопителя в роботизированном производстве с изменяющимися.
ритгуюм и номенклатурой изготавливаемых деталей.
Цель изобретения - расширение технологических возможностей при снижении трудоемкости монтажа и переналадки, по- выи.ение точности позиционирования на рабочей позиции за счет исключения влияния углового шага расположения на планшайбе элементов крепления кассет на тbч ость позиционирования кассет на рабочей позиции при одновременном снижении требований к точности остановки привода механизма поворота планшайбы.
Указанная цель достигается тем. что поворотный стол для подачи кассет с деталями к ро эоту, содержащий основание, планшай- Ъу, установленную на основании с возможностью поворота, элементы крепления кассет, размещенные на планшайбе, узел фиксации планшайбы в заданном положении в виде установленного на основании с возможностью возвратно-поступательного перемещения в вертикальной плоскости приходного ловителя и связанного с ним фик:ирующего элемента планшайбы, механизм поворота планшайбы с приводом, размещенный на основании, и систему управления, снабжен разъемными подкассет- никэми, закрепленными на планшайбе, направляющей опорной плитой, установленной на основании, опорными роликами, закрепленными на нижней плоскости под- касс етников с возможностью взаимодействия с опорной плитой, механизм поворота планшайбы выполнен в виде передачи с зам снутым гибким элементом, двух подпружиненных роликов, каждый из которых установлен на основании с возможностью взаимодействия с соответствующей частью гибюго элемента, ловитель выполнен в виде ;вух наклонных поверхностей образующих V-образный элемент, при этом в рпо ной плите над ловителем выполнено соответствующее ему отверстие, а элементы к эепления кассет размещены на верхней плоскости подкассетников и выполнены в базировочных пальцев, причем величина предварительного прогиба А части гибкого- элемента определяется из соотношения M/2LCOS а , где I - межценлровое расстояние передачи с гибким элементом; М - величина зева N-образного элемента; .L - расстояние от оси вращения планшайбы до о си отверстия в опорной плите; а- угол погрешности остановки привода механизма поворота планшайбы.
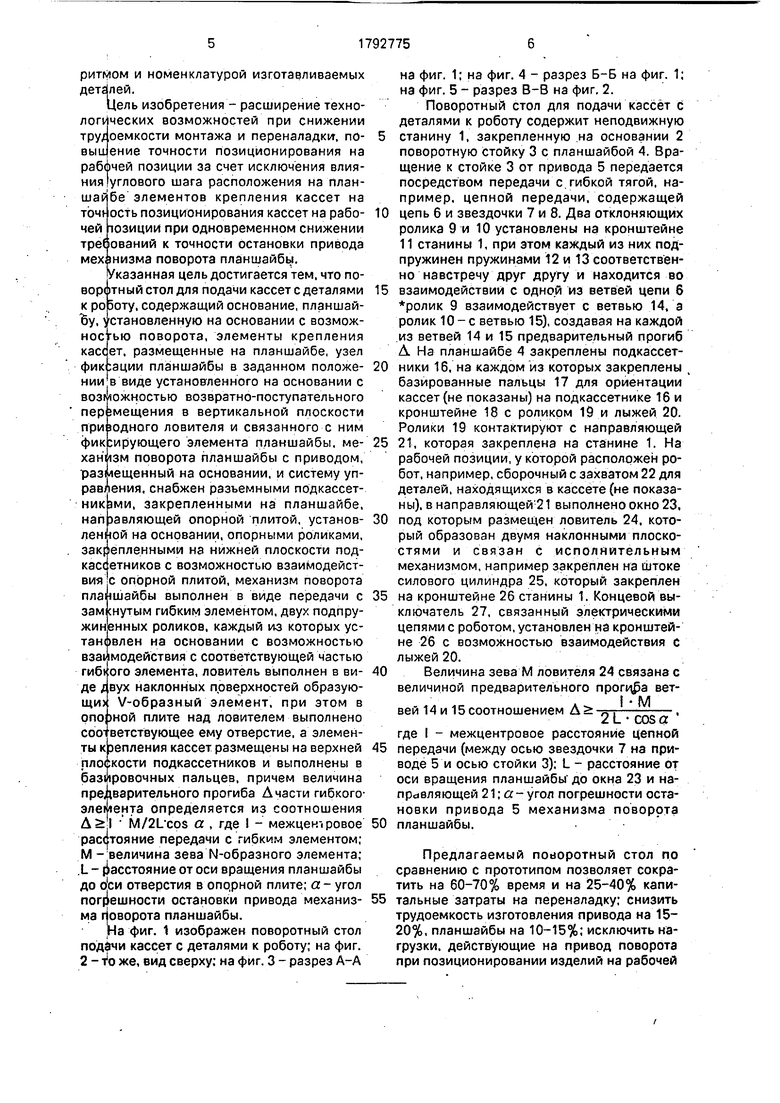
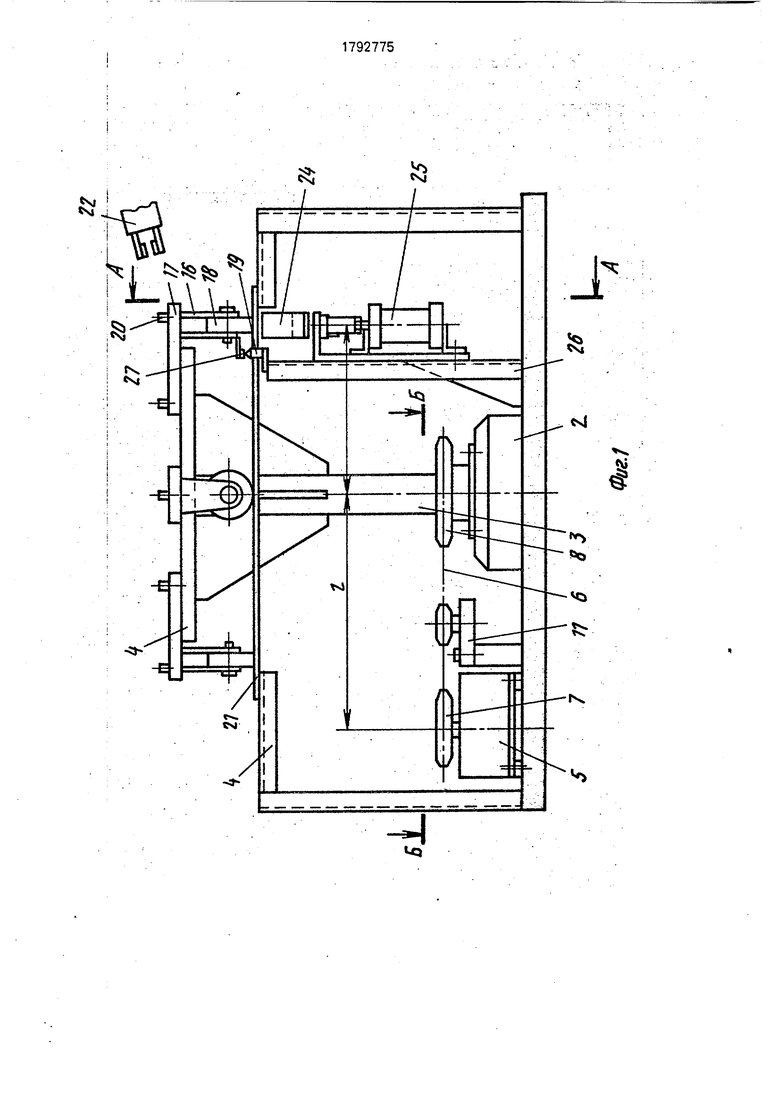
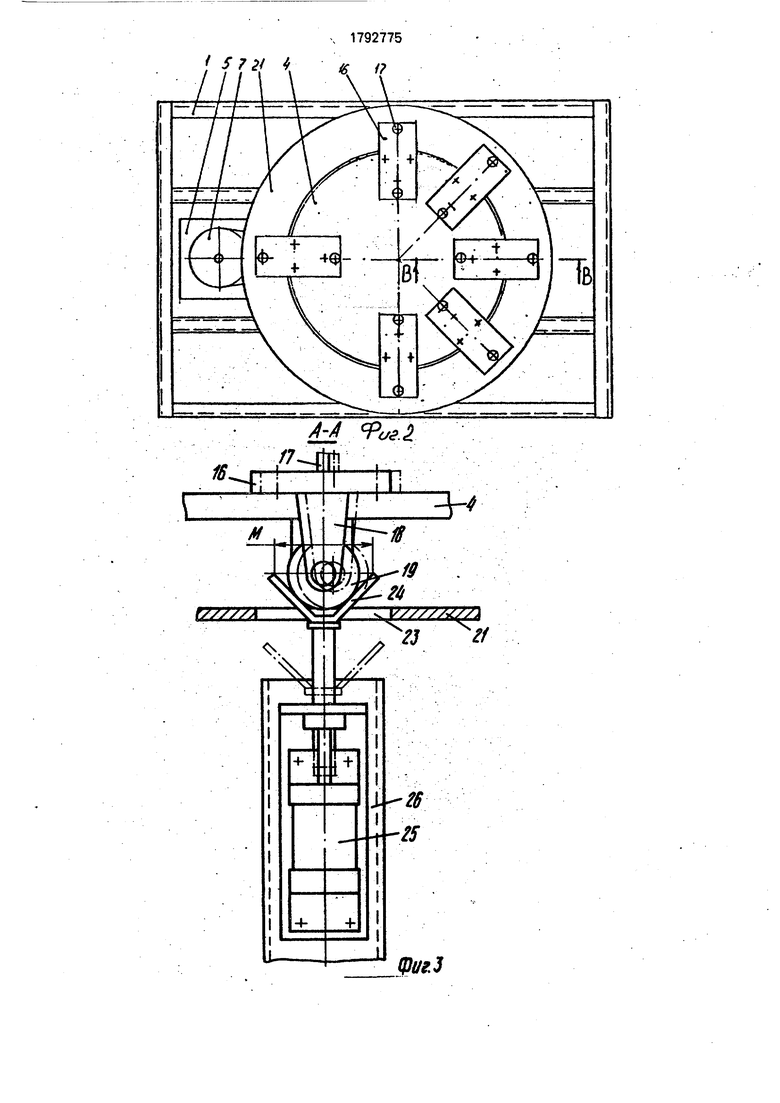
На фиг. 1 изображен поворотный стол подачи кассет с деталями к роботу; на фиг. 2 - Vo же, вид сверху; на фиг. 3 - разрез А-А
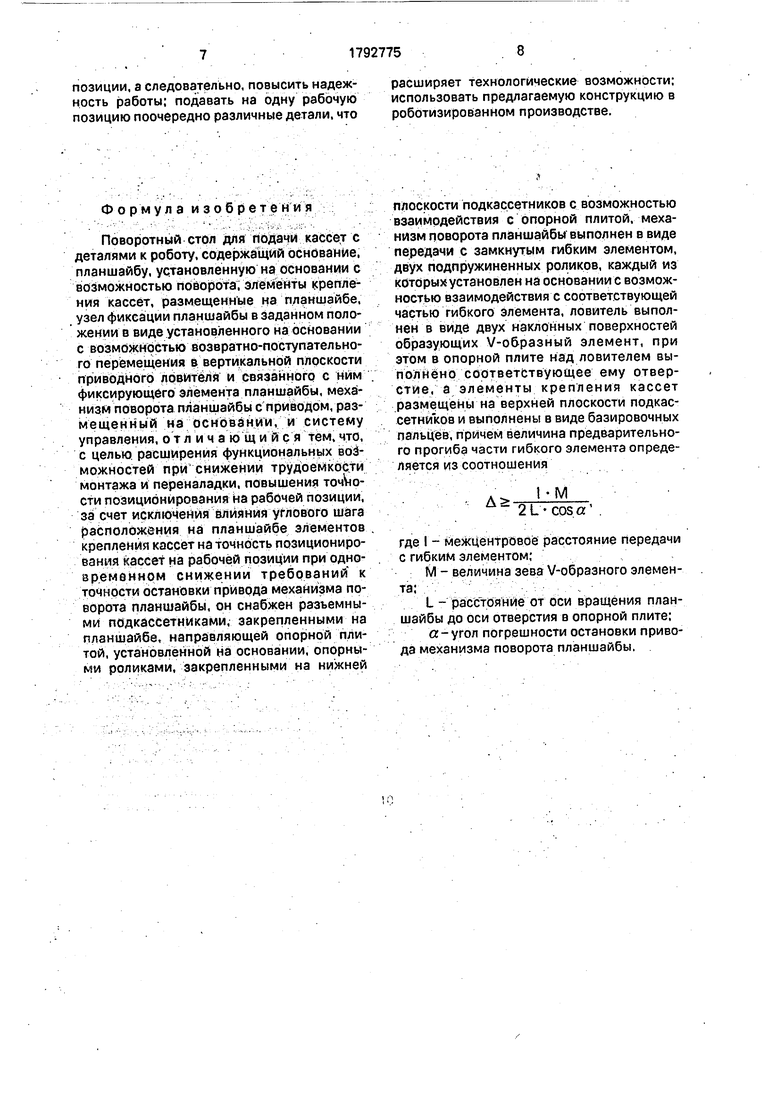
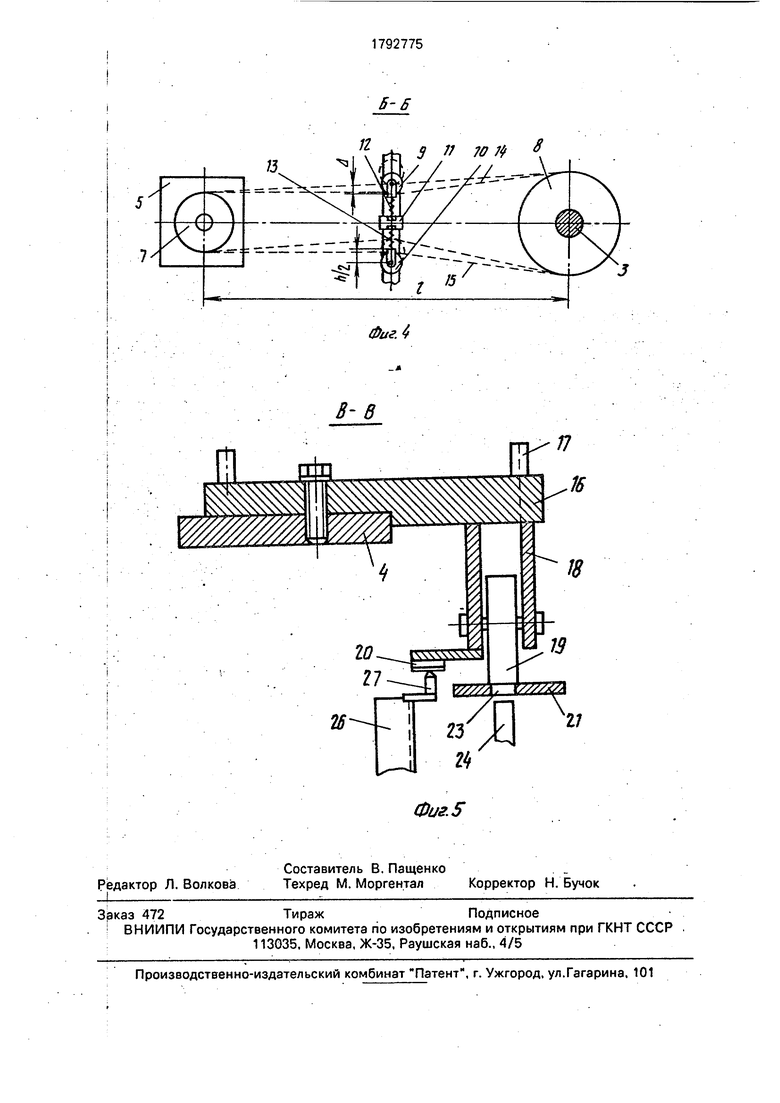
на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2.
Поворотный стол для подачи кассет с деталями к роботу содержит неподвижную 5 станину 1, закрепленную на основании 2 поворотную стойку 3 с планшайбой 4. Вращение к стойке 3 от привода 5 передается посредством передачи с гибкой тягой, например, цепной передачи, содержащей
0 цепь б и звездочки 7 и 8. Два отклоняющих ролика 9 и 10 установлены на кронштейне 11 станины 1, при этом каждый из них подпружинен пружинами 12 и 13 соответственно навстречу друг другу и находится во
5 взаимодействий с одной из ветвей цепи 6 ролик 9 взаимодействует с ветвью .14, а ролик 10 - с ветвью 15), создавая на каждой из ветвей 14 и 15 предварительный прогиб А На планшайбе 4 закреплены подкассет0 ники 16. на каждом из которых закреплены , базированные пальцы 17 для ориентации кассет (не показаны) на подкассетнике 16 и кронштейне 18 с роликом 19 и лыжей 20. Ролики 19 контактируют с направляющей
5 21, которая закреплена на станине 1. На рабочей позиции, у которой расположен робот, например, сборочный с захватом 22 для деталей, находящихся в кассете (не показаны), внаправляющей 21 выполнено окно 23.
0 под которым размещен ловитель 24. который образован двумя наклонными плоскостями и связан с исполнительным механизмом, например закреплен на штоке силового цилиндра 25, который закреплен
5 на кронштейне 26 станины 1. Концевой выключатель 27, связанный электрическими цепями с роботом, установлен на кронштейне 26 с возможностью взаимодействия с лыжей 20.
0 Величина зева М ловителя 24 связана с величиной предварительного прогиба ветвей 14 и 15 соотношением А - -г----,
где I - межцентровое расстояние цепной 5 передачи (между осью звездочки 7 на приводе 5 и осью стойки 3); L - расстояние от оси вращения планшайбы до окна 23 и направляющей 21; а- угол погрешности остановки привода 5 механизма поворота 0 планшайбы.
Предлагаемый поворотный стол по сравнению с прототипом позволяет сократить на 60-70% время и на 25-40% капи- 5 тальные затраты на переналадку; снизить трудоемкость изготовления привода на 15- 20%, планшайбы на 10-15%; исключить нагрузки, действующие на привод поворота при позиционировании изделий на рабочей
позиции, а следовательно, повысить надежность работы; подавать на одну рабочую позицию поочередно различные детали, что
расширяет технологические возможности; использовать предлагаемую конструкцию в роботизированном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| Устройство приема-передачи объектов манипулирования | 1988 |
|
SU1523492A1 |
Использование: для позиционного транспортирования деталей при роботизации производственных операций. Сущность изобретения: поворотный стол содержит закрепленную на основании поворотную стойку с планшайбой. Вращение к стойке от привода передается посредством передачи с гибкой тягой, На кронштейне станины установлены два отклоняющихся ролика, которые подпружинены и установлены с возможностью взаимодействия с ветвями гибкой тяги. На планшайбе закреплены подкассетники, на каждом из которых закреплены базировоч- ные пальцы для ориентации на подкассетни- ке и кронштейне с опорными роликами и лыжей. В.опорной плите выполнено окно, в котором размещен с возможностью вертикального перемещения и взаимодействия с опорным роликом ловитель. 5 ил. (Л с
Формула и з о б р е тения
Поворотный стол для пойачй кассет с деталями к роботу, содержащий основание, планшайбу, установленную на основании с возможностью поворота; элементы крепления кассет, размещенные на планшайбе, узел фиксации планшайбы в заданном положении в виде установленного на основании с возможностью возвратно-поступательного перемещения в вертикальной плоскости приводного ловителя и связанного с ним фиксирующего элемента планшайбы, механизм поворота планшайбы с приводом, размещенный на основании, и систему управления, от л и ч а ю щи и с я тем, что, с целью расширения функциональных возможностей при снижении трудоемкости монтажа и переналадки, повышения точности позиционирования на рабочей позиции, за счет исключения влияния углового шага расположения на планшайбе элементов крепления кассет на точность позиционирования кассет на рабочей позиции при одновременном снижении требований к точности остановки привода механизма поворота планшайбы, он снабжен разъемными подкассетниками, закрепленными на планшайбе, направляющей опорной плитой, установленной на основании, опорными роликами, закрепленными на нижней
плоскости подкассетников с возможностью взаимодействия с опорной плитой, механизм поворота планшайбы выполнен в виде передачи с замкнутым гибким элементом, двух подпружиненных роликов, каждый из которых установлен на основании с возможностью взаимодействия с соответствующей частью гибкого элемента, ловитель выполнен в виде двух наклонных поверхностей образующих V-образный элемент, при
этом в опорной плите над ловителем выполнено соответствующее ему отверстие, а элементы крепления кассет размещены на верхней плоскости подкас- сетни ков и выполнены в виде базировочных пальцев, причем величина предварительного прогиба части гибкого элемента определяется из соотношения
А
1-М
2L cos а .
где - межцёнтрйвоё расстояние передачи с гибким элементом;
М - величина зева V-образного элемента; . . : v - ./:-.-, L - расстояние от оси вращения планшайбы до оси отверстия в опорной плите;
а-угол погрешности остановки привода механизма поворота планшайбы.
dJ 9W
fl-M
в-в
Фиг. 4
| Мальков Ю.В | |||
| и др | |||
| Состояние и перспективы развития вспомогательного технологического оборудования для роботизации процессов, листовой штамповки | |||
| М., ВНИИ- ГЭМР | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Технология обработки давлением, обзорная информация, вып,5, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
