1
Изобретение относится к области механосборочных работ, в частности, к демонтажу прессовых соединений, например, при ремонте валковых опор на подшипниках качения, преимущественно крупногабаритных.
Известны различные устройства для демонтажа подшипников из корпуса, например, прессы как винтового действия, так и гидравлического l.
Недостатком механических прессов является малое усилие выпрессовки, вследствие чего они могут быть применены для подшипников диаметром не более 180-200 мм.
Прессы гидравлического действия дают большие усилия, однако время на демонтаж увеличивается из-за большого числа.подготовительных (вспомогательных) операций по установке и снятию с пресса корпусов подшипников
Известно устройство для выпрессовки подшипников из корпусов, например из опор валков прокатных станов, содержащее траверсу и закрепленный на ней силовой цилиндр, а также шарнирн закрепленные на траверсе захваты с прижимными губками 2.
Однако демонтаж подшипников, особенно с диаметром 1000 мм и выше, из
опор валков с помощью этого устройства затруднен, так как сложно обеспечить перпендикулярность усилия выпрессовки к опорной плоскости подшипника, а незначительный перекос приводит к заклиниванию наружного кольца подшипника, в корпусе.
Целью настоящего изобретения является повышение качества выпрессовки за счет устранения возможных перекосов при выпрёссовке, и, следовательно, заклинивания подшипника в корпусе .
Указанная цель достигается тем,
5 что устройство снабжено стойкой с направляющей втулкой, а силовой цилиндр установлен в этой втулке, а также смонтированными на стойке симметрично относительно оси силового
0 цилиндра дополнительными цилиндрами подъема, связанными с траверсой, при этом каждый захват снабжен индивидуальнЕдм силовым приводом, установленным на траверсе, а оси поворота
5 захватов смещены относительно плоскости прижимных губок в сторону оси силового цилиндра.
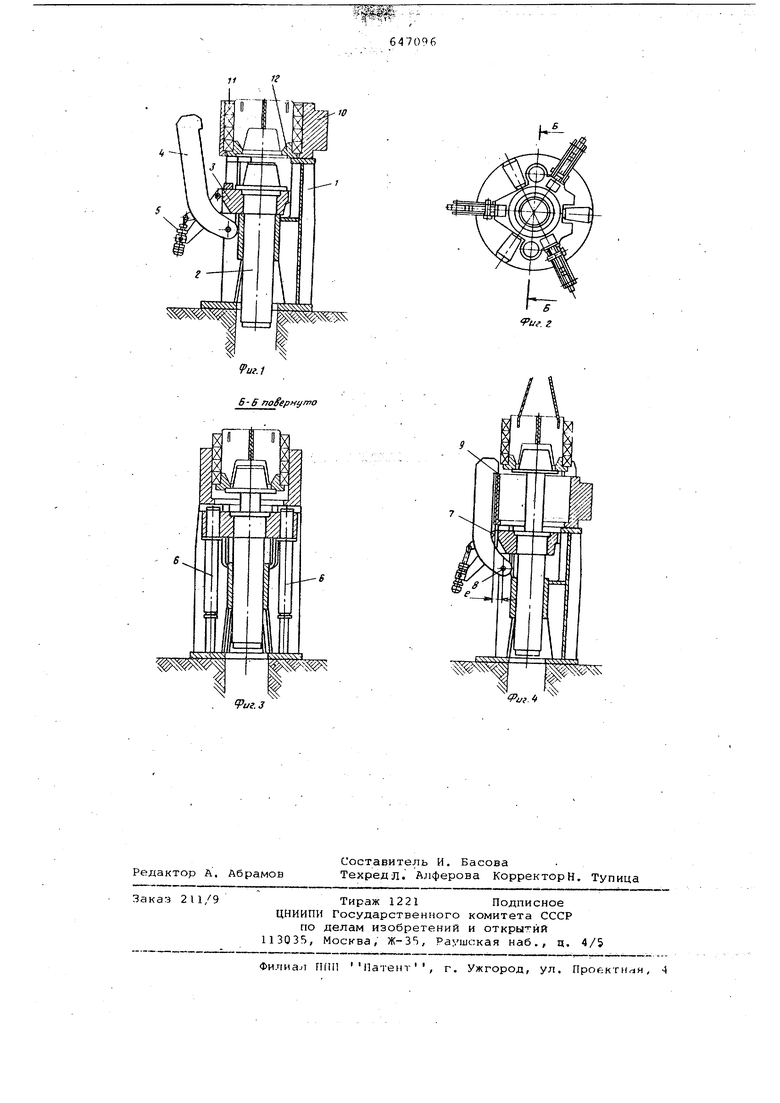
На фиг. 1 прилагаемого чертежа изображен общий вид устройства; на .фиг. 2 - то же, вид сверху; на фиг. 3 разрез lio Б-Б, положение выпрессовки; на фиг, 4 - установка захватов в рабочее положение и выпрессовка комплекта подшипника. Устройство имеет стойку 1 (фиг. в направляющей втулке котордЙ распо ложен силовой цилиндр выпрессовки 2 Цилиндр выпрессовки 2 через траверсу 3 связан с захватакда 4j расположенными под углом 120 . Каждый захват 4 для поворота имеет индивидуальный силовой привод 5, например, гидравлический цилиндр. Тра верса 3 вместе с силовым цилиндром и захватами 4, перемещается в верти кальном направлении с помбщью двух дополнительных-,гидравлических цилин ров 6 подъема. Рабочее положение за хватов 4 фиксируется упорами 7 (фиг Оси вращения 8 захватов 4 смещены на величину 6 , относительно плоскости прижимных губок 9 захватов к оси цилиндра выпрессовки 2. На опорную плоскость стойки 1 ус тановлена опора валка (условно показанная на чертеже тонкими линиями), состоящая из корпуса 10, в котором расположены четырехрядный подшипник качения 11 и технологическая оправка 12, установленная заранее. Устройство работает следующим образом. В исходном положении всех механизмов устройства на опорные плоскости стойки 1 устанавливают опору валка так, чтобы осисилового Цилиндра 2 и подшипника 11 совпали. С целью универсальности устройст а также передачи усилия выпрессовки равномерно, .. по периметру наружного кольца подшипника 11, цилиндров подъема 6, траверса 3 вместе с захват ми 4 поднимается Так , чтобы прижимные губки 9 захватов 4 были несколь ко выше верхнего торца корпуса 10 опоры валка. Приводами 5 захваты 4 сводятся до упоров 7. Траверса 3 опускается до соприкосновения прижимных губок 9 захватов 4 с корпусом 10 опоры валка. Так как дайны захватов не могут быть абсолютно од наковыми, например, из-за погрешнос тей по длине и установки, упоров 7, то верхнего торца корпуса 10 коснут ся не все прижимные губки 9 захватов 4. Поэтому в штоковые полости .ариводов 5 дают давление и Захваты разводятся в обратные стороны, а та как их оси 8 смещены, то происходит прижатие опоры валка всеми захватами 4. В поршневую полость силового .цилиндра 2 дается давление и происходит выпрессовка подшипника 11 вместе с технологической оправкой 12 из корпуса 10 опоры. Во время выпрессовки штоковые полости цилиндров подъема 6 и приводов 5 находятся под давлением и, следовательно, корпус опоры валка надежно прижат к опорной плоскости стойки 1. Таким образом, усилиё выпрессовки всегда перпендикулярно к торцовой плоскости подшипника и, следовательно, устранена возможность перекоса и заклинивания. Предлагаемое устройство позволяет сократить время ревизии и ремонта опор валков прокатных станов примерно в 1,5 раза, увеличить срок службы подшипниковых опор и, следовательно, повысить производительность прокатных станов. Формула изобретения Устройство для выпрессовки подшипников из корпусов, например, из опор валков прокатных станов, содержащее траверсу и закрепленный на ней силовой цилиндр, а также шарнирно закрепленные на траверсе захваты с прижимными губками, отличающееся , что, с целью повышения-качества выпрессовки за счет устранения перекоса и заклинивания подшипника и производительности, оно снабжено стойкой с направляющей втулкой, а силовой цилиндр установлен в этой втулке, а также смонтированными на стойке симметрично о.тносительно оси силового цилиндра дрпэлнительными цилиндрами -подъема, связанными с траверсой, при этом каждый захват снабжен индивидуальным силовым приводом,установленным на траверсе, а оси поворота захватов смещены относительно плоскости прижимных губок в сторону оси силового цилиндра. Источники информации, принятые во внимание при экспертизе 1.Единое руководство по эксплуатации, ревизии и сборке опор валков прокатных станов на подшипниках качения, М., Металлургия, 65, стр. 132-133. 2. Рабинер Е.Г, Монтаж и эксплуатация подшипниковых узлов , М., Машгиз, 60, стр. 172-173.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выпрессовки подшипников из корпусов | 1979 |
|
SU856697A2 |
| Устройство для выпрессовки подшипников из корпусов | 1980 |
|
SU884935A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2738714C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Посадочная машина | 1983 |
|
SU1113199A1 |
| Устройство для демонтажа прессовых соединений деталей | 1980 |
|
SU919852A1 |
| Устройство для демонтажа прессовых соединений | 1985 |
|
SU1315210A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 1989 |
|
RU2044620C1 |
9 - i dlUi: : -- -
9иг.З
fue. г
Viji.it
