25
Изобретение относится к машиностроению, к механической обработке деталей и может быть использовано для хонингова- ния отверстий цилиндрической формы.
Целью изобретения является упрощение конструкции хонинговальной головки для предварительного и окончательного хонин- гования за счет более легкой регулировки головки, имеющей фиксированное положение щтока относительно полумуфт.
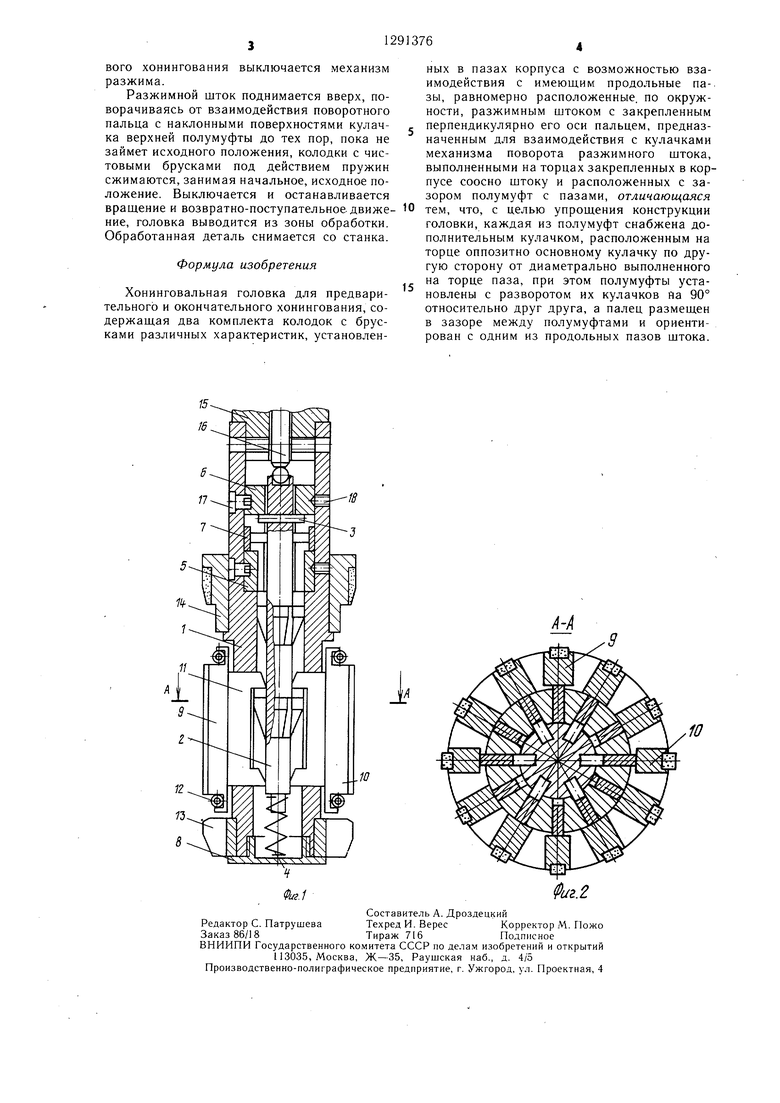
На фиг. 1 изображена хонинговальная головка, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - механизм поворота разжимного щтока, изометрия
Хонинговальная головка состоит из корпуса 1, внутри которого расположен разжимной шток 2 и поводковым пальцем 3, пружина 4, две двухкулачковые полумуфты 5 и 6, кольцо 7, крышка 8. В пазах корпуса головки расположены в чередующемся порядке колодки крупнозернистых брусков 9 и колодки мелкозернистых брусков 10.
В пазах корпуса расположены и разжимные планки 11, количество которых равно количеству всех брусков головки. В пазах брусков размещены две пружины 12. Снаружи на корпусе закреплен направляющий заходный конус головки 13, а также установлены подвижно подающий калибр 14.
Сверху к головке с помощью байонет- ного замка закреплена двухщарнирная вилка 15, которой она крепится к механизму ,,. разжима.
Внутри двухшарнирной вилки установлен стержень 16, передающий усилие разжимному штоку. Разжимной шток имеет чередующиеся рабочие конические участки и нерабочие участки, выполненные в виде аксиальных лысок. Поводковый палец установлен на разжимном штоке так, что ось его лежит в плоскости, проходящей через один из пазов продольного паза. Полумуфты снабжены каждая двумя торцовыми оппо- зитно установленными кулачками с диаметрально расположенными между ними пазами. Установлены полумуфты в корпусе закладными шпонками 17 и закреплены винтами 18 таким образом, что паз нижней полумуфты соориентирован с пазом под колодку бруска, при этом кулачки расположены с зазором и смещением, равным ширине паза.
Хонинговальная головка работает следующим образом.
В исходном положении разжимной шток 50 2 (фиг. 1) под действием пружины 4 занимает верхнее положение, поводковым пальцем 3 упирается во впадины между кулаками верхней полумуфты 6 и развернут на 90° относительно пазов нижней полумуфты.
Хонинговальная головка вводится в отверстие обрабатываемой детали, включением придается ей вращательное и возвратно-поступательные движения, включается меха низм разжима. Усилие от привода механизма разжима передается через стержень 16 разжимному щтоку 2. Шток 2 перемещается вниз, при этом поводковый палец 3 вступает в контакты с наклонными поверхностями а кулачков нижней полумуфты 5 и
10 при дальнейшем движении поворачивает разжимной шток на 90°, рабочие участки конусов устанавливаются против комплекта разжимных планок колодок с черновыми брусками, а второй комплект разжимных планок устанавливается против продольных пазов щтока.
При дальнейшем движении разжимной шток 2 направляется поводковым пальце.м 3, который входит в пазы б нижней полумуфты, а рабочие участки контактируют с
20 разжимными планками 11, а те - с колодками черновых брусков, производится разжим колодок, которые входят в контакт с обрабатываемой поверхностью детали, производится черновое хонингование. В это время комплект разжимных планок колодок чистовых брусков входит в продольные пазы в разжимного щтока и в работе не участвуют. Черновое хонингование продолжается до тех пор, пока подающий калибр 14 не войдет в обрабатываемое отверстие. Этот момент - окончание чернового хонинго- вания.
Не останавливая вращение и возвратно- поступательного движения, выключают механизм разжима. Разжимной шток под действием пружины 4 перемещается вверх, его поводковый палец движется по щлице- вым пазам б нижней полумуфты 5, выходит из них, вступает в контакт с наклонными поверхностями кулака г верхней полумуфты 6 и при дальнейщем движении поворачивает разжимной шток 2. Движение и вращение разжимного штока прекратятся, когда поводковый палец попадает во впадину между кулачками верхней полумуфты. В этом время колодки с черновыми брусками под действием пружин 12 выйдут из соприкосновения с обрабатываемой поверхностью и займут начальное положение.
35
40
45
Включается механизм разжима. Разжимной шток перемещается вниз и поводковый палец вступает в контакт с наклонными поверхностями кулачка нижней полумуфты, поворачивается разжимной шток на 90° и на этот раз рабочие участки конусов станут в позицию против комплекта разжимных планок колодок с чистовыми брусками, а второй комплект разКолодки с черновыми и чистовыми брусками 55 жимных планок - в позицию против про- пружинами 12 (фиг. 1) прижаты к раз-дольных пазов штока. В дальнейшем работают чистовые бруски, которые производят чистовое хонингование. По окончании чистожимным планкам 11, а те к цилиндрическим участкам разжимного штока 2.
5
,.
Хонинговальная головка вводится в отверстие обрабатываемой детали, включением придается ей вращательное и возвратно-поступательные движения, включается механизм разжима. Усилие от привода механизма разжима передается через стержень 16 разжимному щтоку 2. Шток 2 перемещается вниз, при этом поводковый палец 3 вступает в контакты с наклонными поверхностями а кулачков нижней полумуфты 5 и
при дальнейшем движении поворачивает разжимной шток на 90°, рабочие участки конусов устанавливаются против комплекта разжимных планок колодок с черновыми брусками, а второй комплект разжимных планок устанавливается против продольных пазов щтока.
При дальнейшем движении разжимной шток 2 направляется поводковым пальце.м 3, который входит в пазы б нижней полумуфты, а рабочие участки контактируют с
0 разжимными планками 11, а те - с колодками черновых брусков, производится разжим колодок, которые входят в контакт с обрабатываемой поверхностью детали, производится черновое хонингование. В это время комплект разжимных планок колодок чистовых брусков входит в продольные пазы в разжимного щтока и в работе не участвуют. Черновое хонингование продолжается до тех пор, пока подающий калибр 14 не войдет в обрабатываемое отверстие. Этот момент - окончание чернового хонинго- вания.
Не останавливая вращение и возвратно- поступательного движения, выключают механизм разжима. Разжимной шток под действием пружины 4 перемещается вверх, его поводковый палец движется по щлице- вым пазам б нижней полумуфты 5, выходит из них, вступает в контакт с наклонными поверхностями кулака г верхней полумуфты 6 и при дальнейщем движении поворачивает разжимной шток 2. Движение и вращение разжимного штока прекратятся, когда поводковый палец попадает во впадину между кулачками верхней полумуфты. В этом время колодки с черновыми брусками под действием пружин 12 выйдут из соприкосновения с обрабатываемой поверхностью и займут начальное положение.
0
5
Включается механизм разжима. Разжимной шток перемещается вниз и поводковый палец вступает в контакт с наклонными поверхностями кулачка нижней полумуфты, поворачивается разжимной шток на 90° и на этот раз рабочие участки конусов станут в позицию против комплекта разжимных планок колодок с чистовыми брусками, а второй комплект развого хонингования выключается механизм разжима.
Разжимной шток поднимается вверх, поворачиваясь от взаимодействия поворотного пальца с наклонными поверхностями кулачка верхней полумуфты до тех пор, пока не займет исходного положения, колодки с чистовыми брусками под действием пружин сжимаются, занимая начальное, исходное положение. Выключается и останавливается вращение и возвратно-поступательное движение, головка выводится из зоны обработки. Обработанная деталь снимается со станка.
Формула изобретения
Хонинговальная головка для предварительного и окончательного хонингования, содержащая два комплекта колодок с брусками различных характеристик, установленных в пазах корпуса с возможностью взаимодействия с имеющим продольные пазы, равномерно расположенные, по окружности, разжимным штоком с закрепленным
перпендикулярно его оси пальцем, предназначенным для взаимодействия с кулачками механизма поворота разжимного штока, выполненными на торцах закрепленных в корпусе соосно штоку и расположенных с зазором полумуфт с пазами, отличающаяся
тем, что, с целью упрощения конструкции головки, каждая из полумуфт снабжена дополнительным кулачком, расположенным на торце оппозитно основному кулачку по другую сторону от диаметрально выполненного на торце паза, при этом полумуфты установлены с разворотом их кулачков на 90° относительно друг друга, а палец размещен в зазоре между полумуфтами и ориентирован с одним из продольных пазов штока.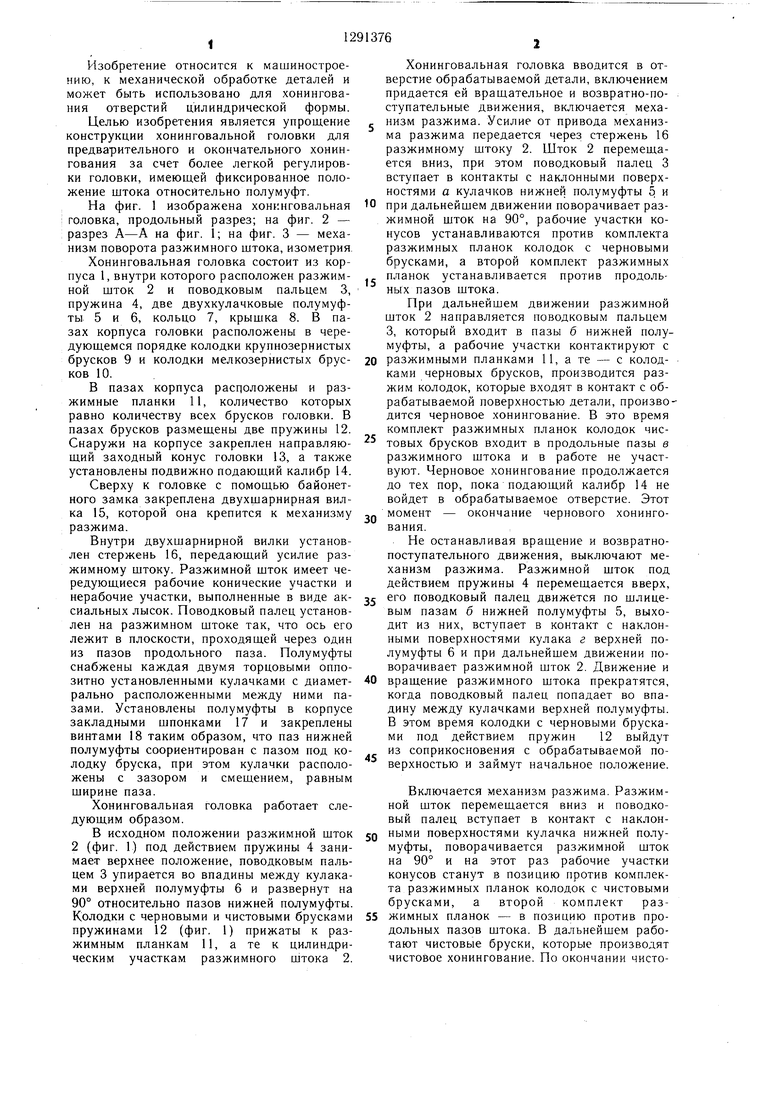
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1974 |
|
SU500046A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Устройство для вибрационного хонингования | 1975 |
|
SU571365A1 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
Изобретение относится к машиностроению и может быть использовано для хонингования отверстий. Изобретение позволяет упростить конструкцию за счет выполнения муфт двухкулачковыми без сквозных пазов и с одним поводковым пальцем, имеющим фиксированное положение. При движении вверх шток 2 пальцем 3 взаимодействует с кулачковой поверхностью верхней полумуфты 6 и поворачивает шток до тех пор, пока поводковый палец не западет в паз к не зафиксирует шток в исходном положении. Затем при движении вниз шток 2 с пальцем 3, взаимодействующим с кулачковой поверхностью нижней полумуфты, повернет шток на 90°, выставив тем самым конические участки штока против колодок, участвующих в работе, при дальнейшем движении поводкового пальца вниз по поверхности б паза нижней полумуфты, шток коническими поверхностями разожмет колодки и будет производиться обработка. 3 ил. i (Л 00 О5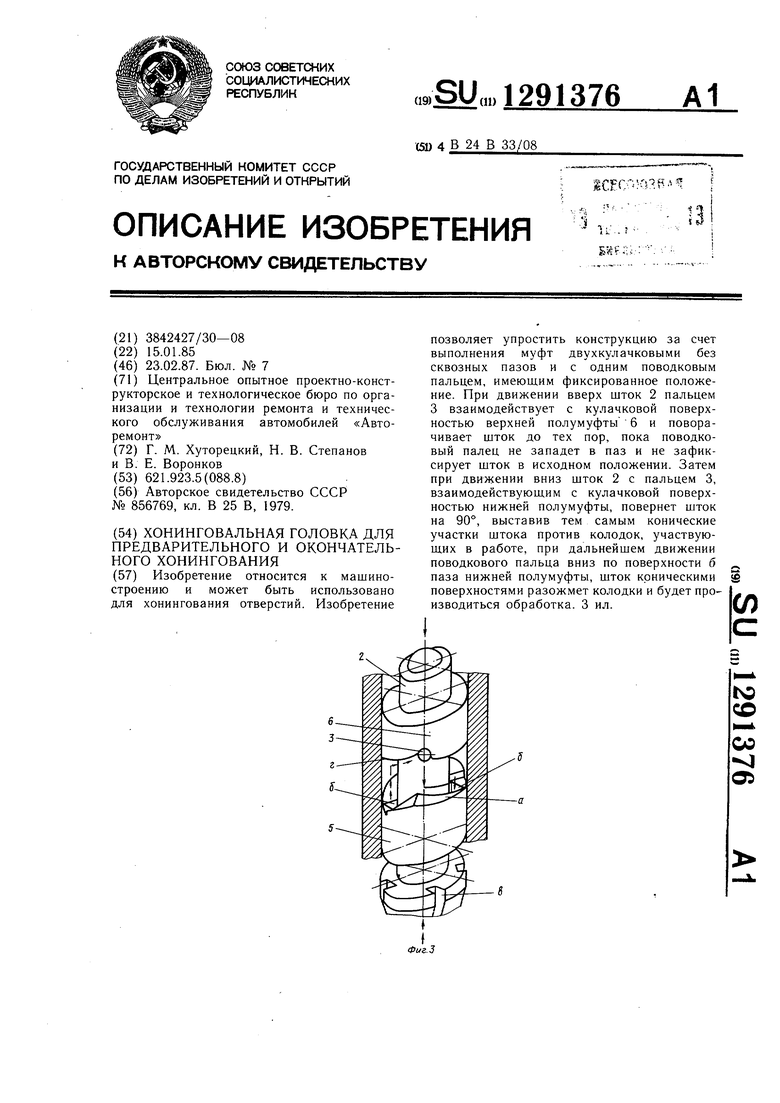
|л
.f
Составитель А. Дроздецкий
Редактор С. ПатрушеваТехред И. ВересКорректор М. Пожо
Заказ 86/18Тираж 716Подписное
ВНИИПИ Государствениого комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
