сд
о со
Изобретение относится к машиностроению, а именно к механообрабатывающему производству, и может быть использовано для хонингования глухих отверстий, например, цилиндров двигателей внутреннего сгорания, высокоточных отверстий в блоках, распределительных коробках и т. д.
Цель изобретения - обеспечение высокой точности хонингования глухих отверстий путем компенсационного разжима нижней стороны инструментальных колодок.
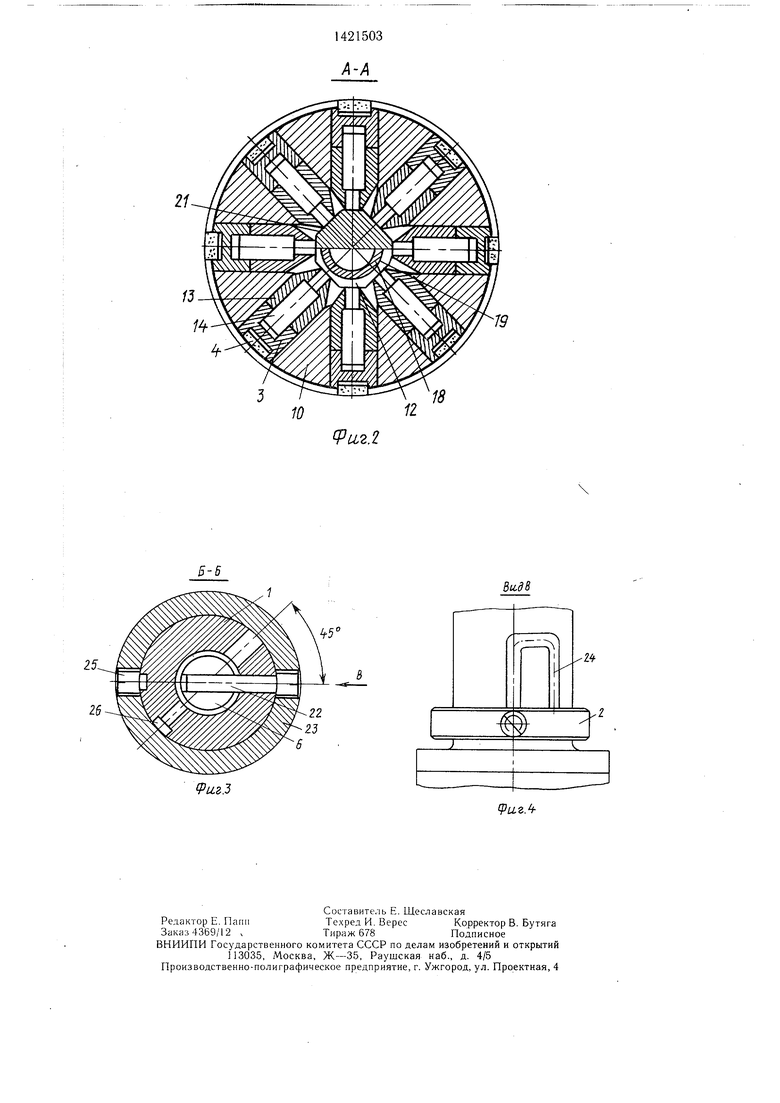
На фиг. 1 изображена хонинговальная головка, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3.
10
цом 23 поворачивается шток 6. В этих двух положениях кольцо 23 стопорится фиксаторами 25 и 26. На фиг. 2 показано положение, при котором одна группа алмазно- абразивных брусков выступ ает относительно другой группы брусков.
Хонинговальная головка работает следующим образом.
Обрабатываемую деталь 5 устанавливают в приспособлении на стол хонинговального станка, а хонинговальную головку закрепляют на шпинделе станка. С помош,ью механизма 2 настраивают головку на обрабаты-. Баемый размер. На станке устанавливают режимы обработки - число двойных ходов в
Хонинговальная головка состоит из кор- .,- минуту и подачу. Включают станок и произпуса 1, на котором смонтирован механизм 2 настройки инструментальных колодок 3 с алмазно-абразивными брусками 4 на размер обрабатываемой детали 5, а внутри корпуса проходит составной шток 6. С одной стороны
водят черновое хонингование. Затем с помощью кольца 23 поворачивают шток 6 хо- нинговальной головки на 45°, при этом выдвигается другая группа алмазно-абразивных брусков, а первая группа брусков под
корпус 1 через шарнирную муфту 7 присое- 20 воздействием пружины 20 утопает. Смена
брусков выполняется за 1-2 с непосредственно на станке. Далее производится чистовое хонингование. При хонинговании упор 15 доходит до дна обрабатываемого отверстия
диняется к шпинделю хонинговального станка, а с другой через муфту 8 к нему присоединяется инструментальная головка 9, в корпусе 10 которой расположены в виде щтока верхняя 11 и нижняя 12 разжимныеи останавливается, а хонинговальная головконусные втулки, взаимодействующие с тол- г,,,л,. „„„,,„.,« „„„о. ..,„ кателями 13, на которых с помощью направляющих штифтов 14 установлены инструментальные колодки 3. В торце инструментальной головки размещен упор 15 с шака продолжает движение вниз; цанговая втулка 12, перемещаясь по конусной втулке 18, разжимается и сообщает дополнительное перемещение толкателя.м 13, которые соответственно поджимают нижнюю часть алриком 16, который посредством штифта и ,Q мазно-абразивных брусков. При обработке
пружины 17 упруго подсоединен к конусным втулкам. Втулка 18 шарикового упора входит в нижнюю разжимную конусную втулку 12 но конусной поверхности 19 (конусность 2- 5°).
Инструментальные колодки 3 с двух сто- рон охвачены кольцевыми пружинами 20, которые постоянно удерживают их в поджатом состоянии.
обычными головками глухих отверстий они получаются конусными, так как путь, проходимый алмазно-абразивными брусками по обрабатываемой поверхности, уменьшается по мере приближения ко дну отверстия. Предлагаемая головка обеспечивает правильную геометрию отверстия, так как so- кращение пути резания компенсируется дополнительным давлением брусков. Геометрическая точность обеспечивается также за счет того, что черновое и чистовое хонингование выполняется в одну операцию, без перестановки обрабатываемой детали и хо- нинговальной головки.
Разжимные конусные втулки 11 и 12
имеют с четырех сторон конусные скосы 21, поэтому толкатели 13 через один по окружности упираются либо в выступающие, либо в скошенные участки. Этим обеспечивается поочередный ввод в действие одной группы (4 шт.) инструментальных колодок, либо другой. Две группы колодок снабжены абразив- но-алазмаными брусками различной зернистости: более грубой и более тонкой. Одной группой колодок производят черновое хонингование, другой чистовое. Смена инструментов осуществляется путем поворота што- ка 6 на 45°. Шток 6 штифтом 22 соединен с наружным кольцом 23, а в корпусе 1 выполнен П-образный радиальный паз 24. При смене инструментальных колодок кольцо 23 перемещают вверх, затем поворачивают по пазу 24 и опускают вниз, вместе с коль
цом 23 поворачивается шток 6. В этих двух положениях кольцо 23 стопорится фиксаторами 25 и 26. На фиг. 2 показано положение, при котором одна группа алмазно- абразивных брусков выступ ает относительно другой группы брусков.
Хонинговальная головка работает следующим образом.
Обрабатываемую деталь 5 устанавливают в приспособлении на стол хонинговального станка, а хонинговальную головку закрепляют на шпинделе станка. С помош,ью механизма 2 настраивают головку на обрабаты-. Баемый размер. На станке устанавливают режимы обработки - число двойных ходов в
,- минуту и подачу. Включают станок и произ минуту и подачу. Включают станок и производят черновое хонингование. Затем с помощью кольца 23 поворачивают шток 6 хо- нинговальной головки на 45°, при этом выдвигается другая группа алмазно-абразивных брусков, а первая группа брусков под
воздействием пружины 20 утопает. Смена
г,,,л,. „„„,,„.,« „„„о. ..,„
ка продолжает движение вниз; цанговая втулка 12, перемещаясь по конусной втулке 18, разжимается и сообщает дополнительное перемещение толкателя.м 13, которые соответственно поджимают нижнюю часть алмазно-абразивных брусков. При обработке
обычными головками глухих отверстий они получаются конусными, так как путь, проходимый алмазно-абразивными брусками по обрабатываемой поверхности, уменьшается по мере приближения ко дну отверстия. Предлагаемая головка обеспечивает правильную геометрию отверстия, так как so- кращение пути резания компенсируется дополнительным давлением брусков. Геометрическая точность обеспечивается также за счет того, что черновое и чистовое хонингование выполняется в одну операцию, без перестановки обрабатываемой детали и хо- нинговальной головки.
Формула изобретения
Хонинговальная головка, содержащая корпус, размещенные в нем рабочие элементы с толкателями, взаимодействующими с выполненными в виде штока двумя разжимными конусными втулками, и подпружиненный конусный упор, установленный с возможностью перемещения и взаимодействия с внутренней поверхностью нижней разжимной конусной втулки, отличающаяся тем, что, с целью повышения точности обработки глухих отверстий, нижняя разжимная конусная втулка выполнена в виде цанги.
/7
9иг.1
f6 15
13
/4
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1985 |
|
SU1310177A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
| Хонинговальная головка | 1989 |
|
SU1713785A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Хонинговальная головка для обработки цилиндрических отверстий | 1978 |
|
SU779043A1 |

Изобретение относится к машиностроению, к механообрабатывающему производству. Целью изобретения является обеспечение высокой точности хонингования глухих отверстий путем компенсационного разжима нижней стороны инструментальных колодок и совмещения в одной операции чернового и чистового переходов. Хонинговальная головка содержит корпус и составной шток с двумя разжимными .конусными втулками, взаимодействующими через толкатели с набором инструментальных колодок, подпружиненный конусный упор, взаимодействующий с внутренней поверхностью нижней разжимной конусной втулки, выполненной цанговой. 4 ил.
5-5
(риг.З
ВчдВ
24
| Хонинговальная головка | 1979 |
|
SU865636A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
