Изобретение относится к механообработке и может быть использовано при хонинго- вании внутренних цилиндрических поверхностей абразивными и алмазными брусками.
Целью изобретения является получение дозированной подачи режущих брусков, повышение производительности и качества обработки при снижении себестоимости процесса.
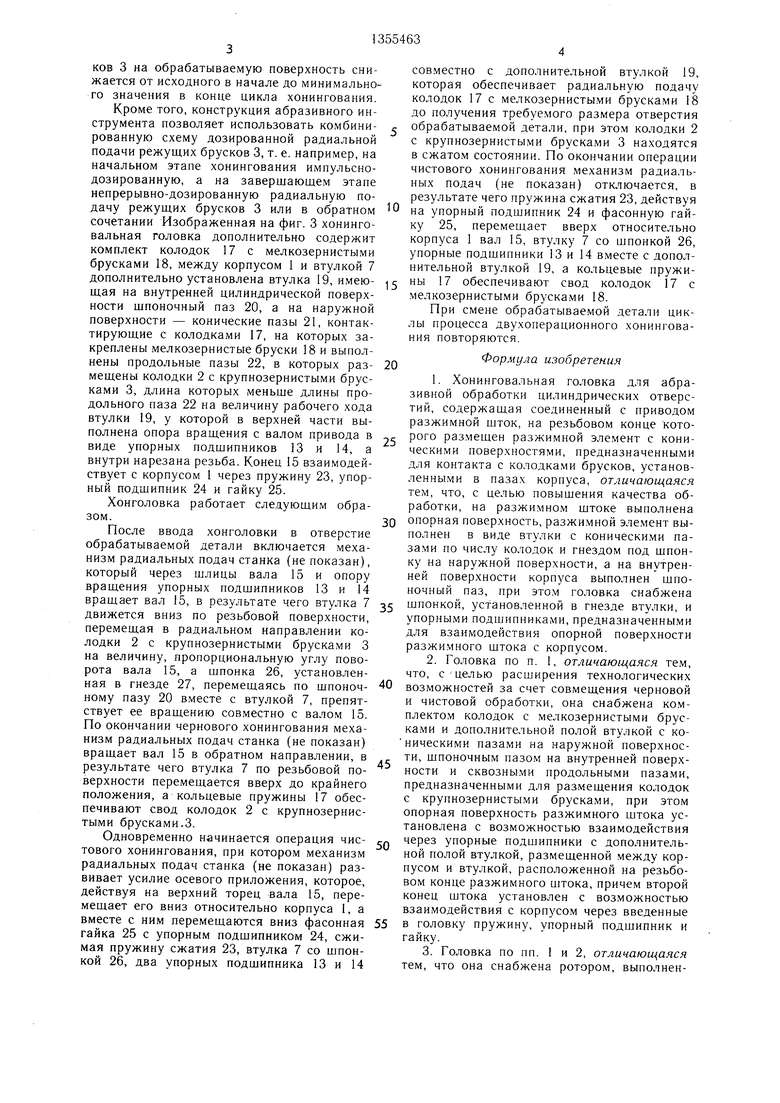
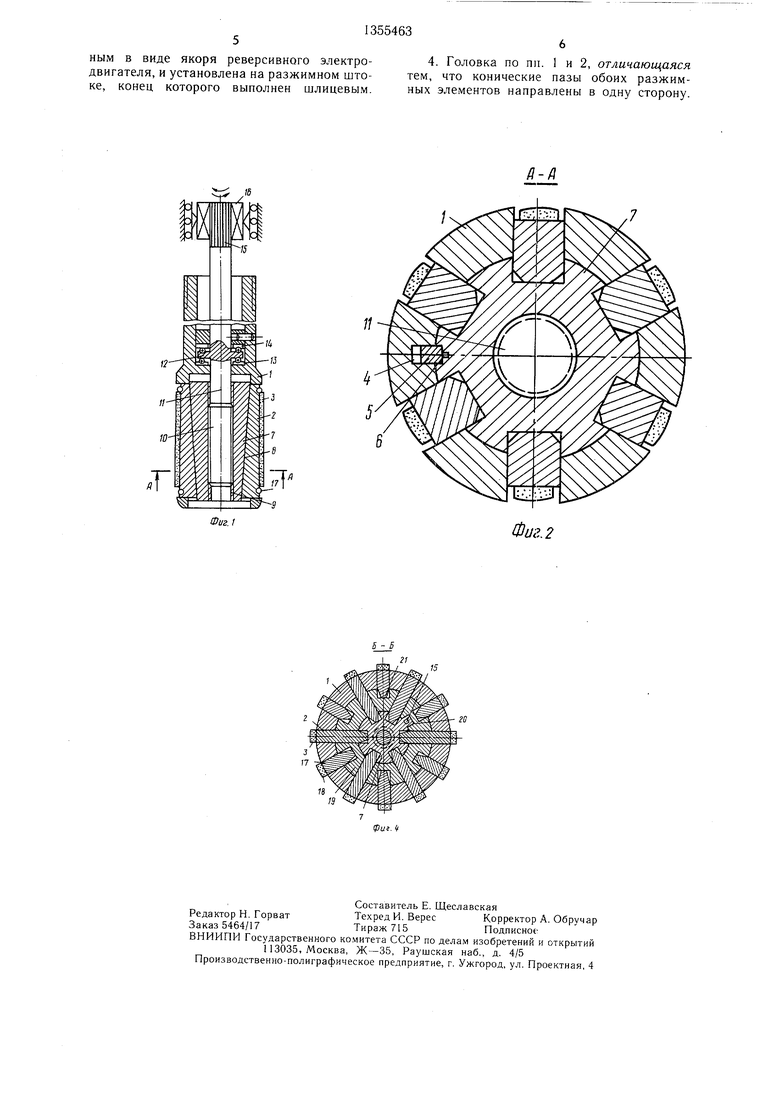
На фиг. 1 показан абразивный инструмент с дозированной подачей режун их брусков, общий вид; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - инструмент с комплектом мелкозернистых брусков, общий вид; на фиг. 4 - сечение Б-Б на фиг. 3.
Абразивный инструмент с дозированной радиальной подачей режущих брусков со- . держит корпус 1, в продольных пазах которого размещены держатели 2 с режущими брусками 3, а на внутренней поверхности параллельно оси нарезан шпоночный паз 4, по которому перемещается щпонка 5, установленная в гнезде 6 втулки 7, на наружной поверхности которой выполнены конические пазы 8, контактирующие с коническим профилем держателей 2, а на внутренней нарезана резьбовая поверхность 9, которой она навинчивается на резьбовую поверхность нижнего конца 10 вала привода II, имеющего в средней части 12 опору вращения,связанную с корпусом 1 двумя упорными подщипниками 13 и 14, а верхним концом 15 соединенного с ротором 16. Кольцевые пружины 17 обеспечивают свод режущих брусков 3 с держателями 2 при перемещении втулки 7 вверх относительно корпуса 1.
Абразивный инструмент с дозированной радиальной подачей режущих брусков работает следующим образом.
После ввода абразивного инструмента в отверстие обрабатываемой детали включается вращение ротора 16 (не показано), который за счет соединения с верхним концом 15 обеспечивает вращение валу привода 11 относительно корпуса 1, вызывая осевое перемещение вниз относительно корпуса 1 втулки 7, установленной на резьбовой поверхности нижнего конца 10. Втулка 7, перемещаясь вниз, за счет своих конических пазов 8 обеспечивает радиальную подачу держателей 2 с режущими брусками 3 на величину, пропорциональную величине угла поворота ротора 16 и вала привода 11, при этом опора вращения упорных подшипников 13 и 14 препятствует осевому перемещению вала привода 11 при сохранении его движения вращения, а шпоночный паз 4 и щпонка 5, препятствуя вращению втулки 7, обеспечивают ее осевое перемещение относительно корпуса 1. По мере съема припуска на обработку вращением ротора 16 и вала привода 11 обеспечивается дальнейшее перемещение втулки 7 вниз вдоль оси корпуса 1,
а следовательно, радиальная подача держателей 2 с режущими брусками 3 до получения требуемой величины диаметра обрабатываемой поверхности.
По окончании цикла хонингования включается вращение ротора 16 в обратном направлении (не показано), в результате чего вал привода 11, вращаясь также в обратном направлении, перемещает втулку 7 в крайнее верхнее положение относительно
корпуса 1, а кольцевые пружины 17 обеспечивают свод держателей 2 с режущими брусками 3.
Абразивный инструмент имеет две схемы дозированной радиальной подачи режущих
брусков при хонинговании: импульсно-дози- рованная радиальная подача режущих брусков 3 достигается тем, что ротор 16 и вал привода 11 имеют импульсное движение вращения, с заданны.м yr.iOM поворота, в результате чего происходит импульсно-дозирован0 ное перемещение вниз втулки 7, а следовательно, импульсно-дозированная радиальная подача держателей 2 с режущими брусками 3, при этой схеме радиальной подачи процесс хонингования протекает с импуль- J. сным изменение.м величины удельного ния режущих брусков 3 на обрабатываемую поверхность, т. е. за время паузы между импульсами подач (импульсами вращения ротора 16 и вала привода 11) величина удельного давления режущих брусков 3 на
Q обрабатываемую noBej)XHOCTb изменяется от максимального в начале до минимального значения в конце паузы между импульсами; непрерывно-дозированная радиальная подача режущих брусков 3 достигается тем, что частота непрерывного вращения рото.Г ра 16 и вала привода 11, а следовательно, скорости перемещения втулки 7 и держателей 2 с режущими брусками 3 выбирается согласованно со скоростью съема припуска на обработку (зависит в основном от обрабатываемого материала и характерис0 тики режущих брусков), при это.м данная схема радиальных подач может иметь три разновидности: первая - когда скорость непрерывно-дозированной радиальной подачи режущих брусков 3 равна скорости съема припуска на обработку, тогда величина удельного давления режущих брусков 3 на обрабатываемую поверхность постоянная на протяжении всего цикла хонингования; вторая - когда скорость непрерывно-дозированной радиальной подачи режущих брусQ ков 3 больше скорости съема припуска на обработку, тогда величина удельного давления режущих брусков 3 на обрабатываемую поверхность возрастает от исходного в начале до максимального значения в конце цикла хонингования; третья - когда ско5 рость непрерывно-дозированной радиальной подачи режущих брусков 3 меньше скорости съема припуска на обработку, тогда величина удельного давления режущих брусков 3 на обрабатываемую поверхность снижается от исходного в начале до минимального значения в конце цикла хонингования. Кроме того, конструкция абразивного инструмента позволяет использовать комбинированную схему дозированной радиальной подачи режущих брусков 3, т. е. например, на начальном этапе хонингования импульсно- дозированную, а на завершающем этапе непрерывно-дозированную радиальную подачу режущих брусков 3 или в обратном сочетании Изображенная на фиг. 3 хонинго- вальная головка дополнительно содержит комплект колодок 17 с мелкозернистыми брусками 18, между корпусом 1 и втулкой 7
10
совместно с дополнительной втулкой 19, которая обеспечивает радиальную подачу колодок 17 с мелкозернистыми брусками 18 до получения требуемого размера отверстия обрабатываемой детали, при этом колодки 2 с крупнозернистыми брусками 3 находятся в сжатом состоянии. По окончании операции чистового хонингования механизм радиальных подач (не показан) отключается, в результате чего пружина сжатия 23, действуя на упорный подшипник 24 и фасонную гайку 25, перемещает вверх относительно корпуса 1 вал 15, втулку 7 со шпонкой 26, упорные подшипники 13 и 14 вместе с дополнительной втулкой 19, а кольцевые пружидополнительно установлена втулка 19, имею- i 17 обеспечивают свод колодок 17 с щая на внутренней цилиндрической поверх-мелкозернистыми брусками 18.
ности шпоночный паз 20, а на наружной поверхности - конические пазы 21, контактирующие с колодками 17, на которых закреплены мелкозернистые бруски 18 и выполнены продольные пазы 22, в которых раз- 20 мещены колодки 2 с крупнозернистыми брусками 3, длина которых меньше длины продольного паза 22 на величину рабочего хода втулки 19, у которой в верхней части выПри смене обрабатываемой детали циклы процесса двухоперационного хонингования повторяются.
Формула изобретения
1. Хонинговальная головка для абразивной обработки цилиндрических отверстий, содержащая соединенный с приводом разжимной шток, на резьбовом конце котополнена опора вращения с валом привода в .,, рого размещен разжимной элемент с конивиде упорных подшипников 13 и 14, а-
внутри нарезана резьба. Конец 15 взаимодействует с корпусом 1 через пружину 23, упорный подшипник 24 и гайку 25.
Хонголовка работает следующим образом.30
После ввода хонголовки в отверстие обрабатываемой детали включается механизм радиальных подач станка (не показан), который через шлицы вала 15 и опору вращения упорных подшипников 13 и 14
ческими поверхностями, предназначенными для контакта с колодками брусков, установленными в пазах корпуса, отличающаяся тем, что, с целью повышения качества обработки, на разжимном штоке выполнена опорная поверхность, разжимной элемент выполнен в виде втулки с коническими пазами по числу колодок и гнездом под шпонку на наружной поверхности, а на внутренней поверхности корпуса вьшо,1нен шпоночный паз, при этом головка снабжена
врашает вал 15, в результате чего втулка 7 5 шпонкой, установленной в гнезде втулки, и
40
движется вниз по резьбовой поверхности, перемещая в радиальном направлении колодки 2 с крупнозернистыми брусками 3 на величину, пропорциональную углу поворота вала 15, а шпонка 26, установленная в гнезде 27, перемещаясь по шпоночному пазу 20 вместе с втулкой 7, препятствует ее вращению совместно с валом 15. По окончании чернового хонингования механизм радиальных подач станка (не показан) вращает вал 15 в обратном направлении, в результате чего втулка 7 по резьбовой поверхности перемещается вверх до крайнего положения, а кольцевые пружины 17 обеспечивают свод колодок 2 с крупнозернистыми брусками.3.
Одновременно начинается операция чис- гл тового хонингования, при котором механизм радиальных подач станка (не показан) развивает усилие осевого приложения, которое, действуя на верхний торец вала 15, перемещает его вниз относительно корпуса I, а
45
упорными подшипниками, предназначенными для взаимодействия опорной поверхности разжимного штока с корпусом.
2. Головка по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей за счет совмещения черновой и чистовой обработки, она снабжена комплектом колодок с мелкозернистыми брусками и дополнительной полой втулкой с ко- ническими пазами на наружной поверхности, шпоночным пазом на внутренней поверхности и сквозны.ми продольными паза.ми, предназначенными для размещения колодок с крупнозернистыми брусками, при этом опорная поверхность разжимного штока установлена с возможностью взаимодействия через упорные подшипники с дополнительной полой втулкой, размещенной между корпусом и втулкой, расположенной на резьбовом конце разжимного штока, причем второй конец штока установлен с возможностью взаимодействия с корпусом через введенные
вместе с ним перемещаются вниз фасонная 55 в головку пружину, упорный подшипник и
гайка 25 с упорным подшипником 24, сжимая пружину сжатия 23, втулка 7 со шпонкой 26, два упорных подшипника 13 и 14
гайку.
3. Головка по пп. 1 и 2, отличающаяся тем, что она снабжена ротором, выполнен
совместно с дополнительной втулкой 19, которая обеспечивает радиальную подачу колодок 17 с мелкозернистыми брусками 18 до получения требуемого размера отверстия обрабатываемой детали, при этом колодки 2 с крупнозернистыми брусками 3 находятся в сжатом состоянии. По окончании операции чистового хонингования механизм радиальных подач (не показан) отключается, в результате чего пружина сжатия 23, действуя на упорный подшипник 24 и фасонную гайку 25, перемещает вверх относительно корпуса 1 вал 15, втулку 7 со шпонкой 26, упорные подшипники 13 и 14 вместе с дополнительной втулкой 19, а кольцевые пружи i 17 обеспечивают свод колодок 17 с мелкозернистыми брусками 18.
При смене обрабатываемой детали циклы процесса двухоперационного хонингования повторяются.
Формула изобретения
1. Хонинговальная головка для абразивной обработки цилиндрических отверстий, содержащая соединенный с приводом разжимной шток, на резьбовом конце кото-
ческими поверхностями, предназначенными для контакта с колодками брусков, установленными в пазах корпуса, отличающаяся тем, что, с целью повышения качества обработки, на разжимном штоке выполнена опорная поверхность, разжимной элемент выполнен в виде втулки с коническими пазами по числу колодок и гнездом под шпонку на наружной поверхности, а на внутренней поверхности корпуса вьшо,1нен шпоночный паз, при этом головка снабжена
шпонкой, установленной в гнезде втулки, и
0
л
5
упорными подшипниками, предназначенными для взаимодействия опорной поверхности разжимного штока с корпусом.
2. Головка по п. 1, отличающаяся тем, что, с целью расширения технологических возможностей за счет совмещения черновой и чистовой обработки, она снабжена комплектом колодок с мелкозернистыми брусками и дополнительной полой втулкой с ко- ническими пазами на наружной поверхности, шпоночным пазом на внутренней поверхности и сквозны.ми продольными паза.ми, предназначенными для размещения колодок с крупнозернистыми брусками, при этом опорная поверхность разжимного штока установлена с возможностью взаимодействия через упорные подшипники с дополнительной полой втулкой, размещенной между корпусом и втулкой, расположенной на резьбовом конце разжимного штока, причем второй конец штока установлен с возможностью взаимодействия с корпусом через введенные
гайку.
3. Головка по пп. 1 и 2, отличающаяся тем, что она снабжена ротором, выполненным в виде якоря реверсивного электродвигателя, и установлена на разжимном штоке, конец которого выполнен шлицевым.
4. Головка по пп. 1 и 2, отличающаяся тем, что конические пазы обоих разжимных элементов направлены в одну сторону.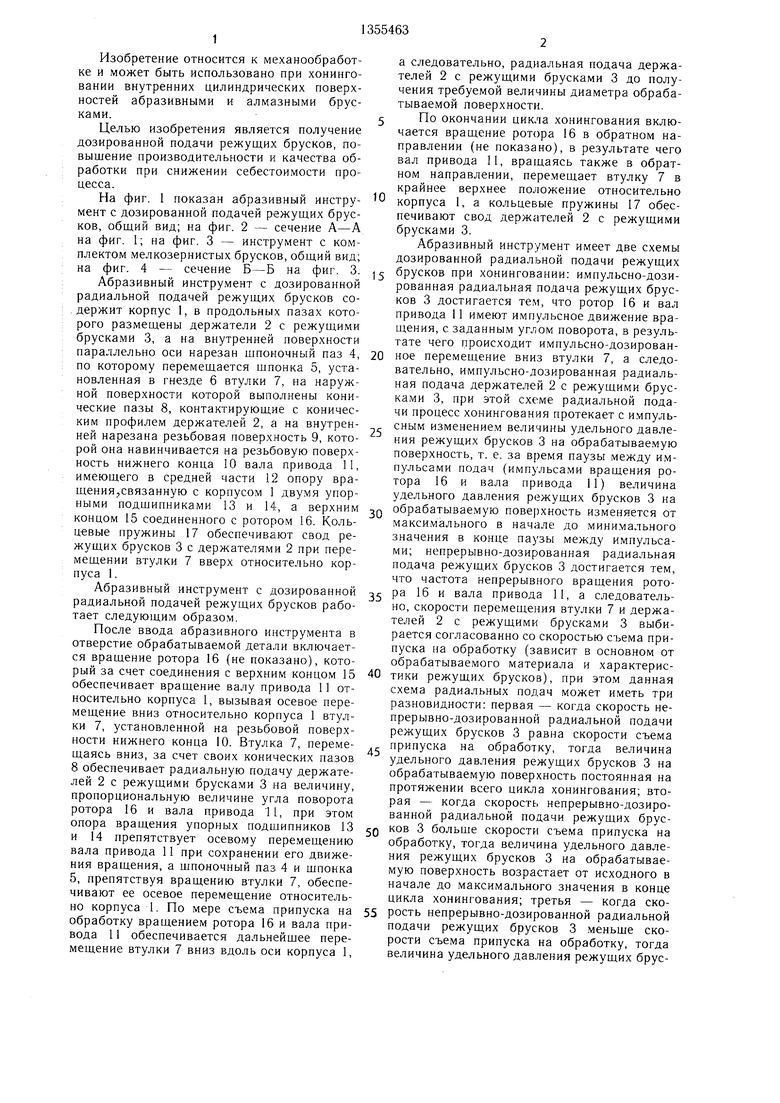
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
Изобретение относится к механообработке и может быть использовано при хонинговании отверстий. Цель изобретения - повышение производительности и качества обработки. Абразивный инструмент содержит корпус I, и две концентрично установленные в нем втулки 7 и 19, в которых выполнены конические пазы для размещения колодок с брусками, причем во втулке 19 выполнены продольные пазы для размещения колодок с крупнозернистыми брусками. Во втулке 7 размещен резьбовой шток, имеющий в средней части опору в виде подщипни- ков 13 и 14. Конец штока выполнен щли- цевым и подпружинен относительно корпуса. 3 з.п.ф-лы, 4 ил. г/ с (Л СО сл ел 4 О5 77
Фиг.1
Фиг. 2
| 0 |
|
SU192649A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
