Hnii в полостях Kopnycn. Устройство с абразивными брусками 7 и 8 с радиальной подачей при помощи разио- направлеиимх разжимных конусов 2, выполненных в виде поршней, расположенных в полостях корпуса головки 1, сооб1цаю1дихся между собой и заполненных гидропластом 3, перемещающихся под воздействием плунжера 4, снабжено дополнительным плунжером 12, установленным между сообщающимися по-
1
Изобретение относится к механической обработке металлов и может быть использовано для обработки поверхностей гидроцилиндров гильз и цилиндров две методами плосковершин- ного хонингования с использованием брусков различных характеристик, а также брусков из твердой смазки.
Целью изобретения является повы- пшние точности обработки брусками различной характеристики.
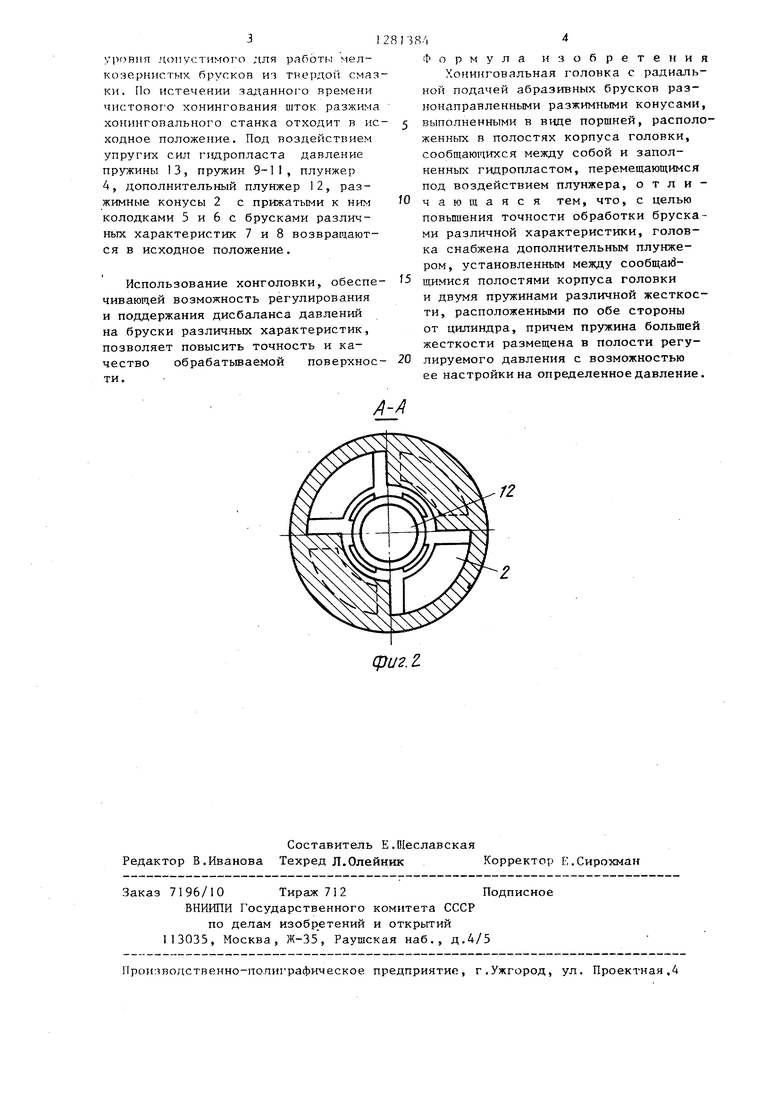
На фиг.1 изображена головка, про дольньй разрез; на фиг.2 - разрез А-А на фиг.1.
Головка состоит из корпуса 1, представляющего собой цилиндр с по - лостями в виде сегментов, в которые вставлены по скользящей посадке разжимные конусы 2 в виде брусков с рабочими поверхностями в виде сег- ментов. Полости цилиндра заполнены гидропластом 3. Давление в системе создается плунжером 4, приводимым в действие штоком разжима хонинговал ного станка (не показан.
В пазах корпуса 1 расположены два комплекта колодок 5 и 6 с брусками различньпс характеристик 7 и 8 соответственно. В корпусе 1 колодки зафиксированы и прижаты к конусам с помощью кольцевых пружин 9. Разжимные конусы подпружинены с помощью пружин 10 и 11. Помимо поршней 2 в пазах корпуса 1 расположен дополнительный плунжер 12, подпружиненный двух сторон в осевом направлении пружинами 13 и 14 большой и малой жесткости соответственно. Услие разжима пружины 13 можно регулировать помощью винта 15.
лостями разжимных конусов 2 брусков 7 и 8 различных характеристик при этом дополнительный плунжер поджат в осевом направлении головки с двух сторон пружинами 13 и 14 различной жесткости, причем пружина 3 больщей жесткости установлена в полости регулируемого давления с возможностью ее настройки на определенное давление регулировочным винтом 15. 2 ил.
O
5 0 „
0
0
Устройство работает следующим образом.
Регулировочным винтом 15 в началь- 1ШЙ момент работы настраивается усилие пружины 13 так, чтобы между полостями высокого и низкого давления оставался некоторьй зазор (плунжер открыт) . При вводе хонинговаль - ной головки в обрабатываемое отверстие шток разжима хонинговального станка (не показан) перемещает вниз относительно корпуса I плунжер 4, который в свою очередь передает давление на рабочие части разжимных конусов 2 и на дополнительньш плунжер 12. Когда под действием плунжера 4 будет достигнуто необходимое давление для работы одной из групп хонинговальных брусков, например брусков из твердой смазки или мелкозернистых брусков, давление на плунжер 12 совместно с давлением пружины 14 станет равным давлению настройки пружины 13. Дальнейшее повьш1ение давления в системе при- ведет к тому, что плунжер 12 перекроет полость низкого давления от . дальнейшего его возрастания. Таким образом, группа колодок 5 с брусками 7 находится все время под низким давлением, обеспечивающим существенное повьшение их стойкости. В то же время, для крупнозернистых брусков 8 из группы колодок 6 достигают необходимого давления для обеспечения высокой производительности и качества обработки, при экономи- ;ческой стойкости данной группы брусков . По окончании чернового хонингования давление снова понижают до
уровня допустимого для работм мелкозернистых брусков из твердой смазки. По истечении задт.анног-о времени чистового хонингования шток разжима хонинговального станка отходит в исходное положение. Под воздер1ствием упругих сил пщропласта давление пружины 13, пружин 9-11, плунжер 4, дополнительный плунжер 12, разжимные конусы 2 с прижатыми к ним колодками 5 и 6 с брусками различных характеристик 7 и 8 возвращаются в исходное положение.
Использование хонголовки, обеспе чивающей возможность регулирования и поддержания дисбаланса давлений на бруски различных характеристик, позволяет повысить точность и качество обрабатьшаемой поверхнос ти.
fO
15
20
Формула изобретения Хонииговальная головка с радиальной подачей абразивных брусков разнонаправленными разжимными конусами, выполненными в виде поршней, расположенных в полостях корпуса головки, сообщающихся между собой и заполненных гидропластом, перемещающимся под воздействием плунжера, отличающаяся тем, что, с целью повышения точности обработки брусками различной характеристики, головка снабжена дополнительным плунжером, установленным между сообща1Й- щимися полостями корпуса головки и двумя пружинами различной жесткости, расположенными по обе стороны от цилиндра, причем пружина большей жесткости размещена в полости регулируемого давления с возможностью ее настройки на определенное давление.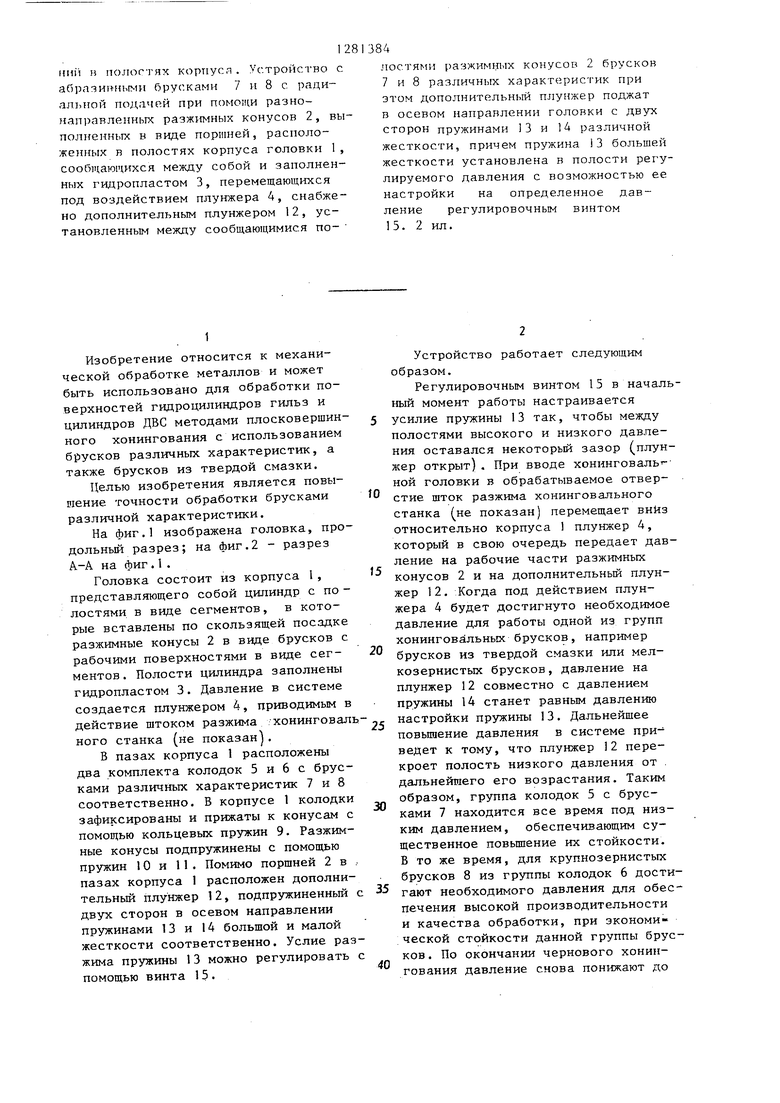
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1971 |
|
SU308860A1 |
| Хонинговальная головка | 1985 |
|
SU1296381A1 |
| Хонинговальная головка | 1989 |
|
SU1701492A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1978 |
|
SU779044A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
Изобретение относится к области механической обработки металлов, а именно к устройствам для обработки внутренних поверхностей вращения. Цель изобретения - повышение стойкости брусков и точности обработки за счет автоматического регулирования и поддержания дисбаланса давле/4 (Л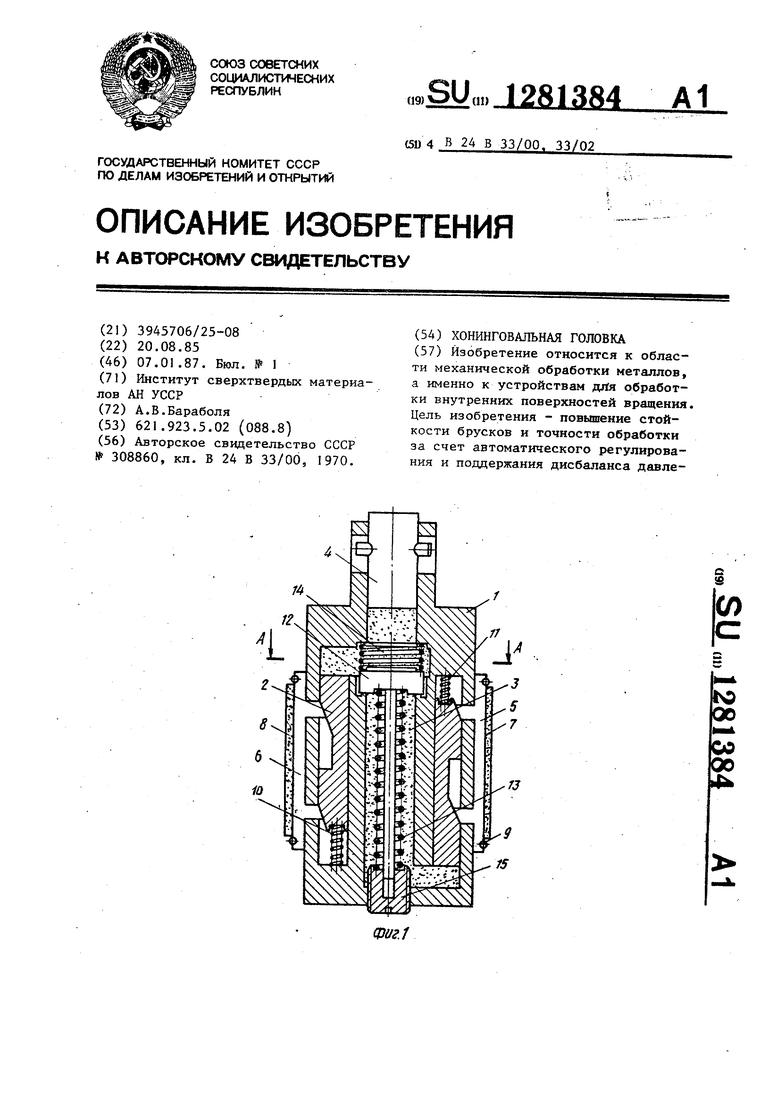
Составитель Е.Щеславская Редактор В.Иванова Техред Л.Олейник Корректор Е.Сирохман
- - - - - - - - - - --- - -- .- --- - -- - - --- - - - --. ,™...- .в.«..ивв«« вв,
Заказ 7196/10 Тираж 7 2Подписное
ВНИИПИ Г осударственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная,4
CpU2.Z
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU308860A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
