(Л
315
Изобретение относится к области йроизводства деталей с точными от- верстиями и может быть использовано Ьри хонинговании отверстий.
: Целью изобретения является рас- |ширение технологических возможносте конинговальной головки при обработке отверстий с исходной.погрешностью формы последовательно или одновременно брусками разных характе- |ристик за счет обеспечения независи |мого упругого перемещения брусков одной из групп колодок на установ- |ленную величину.
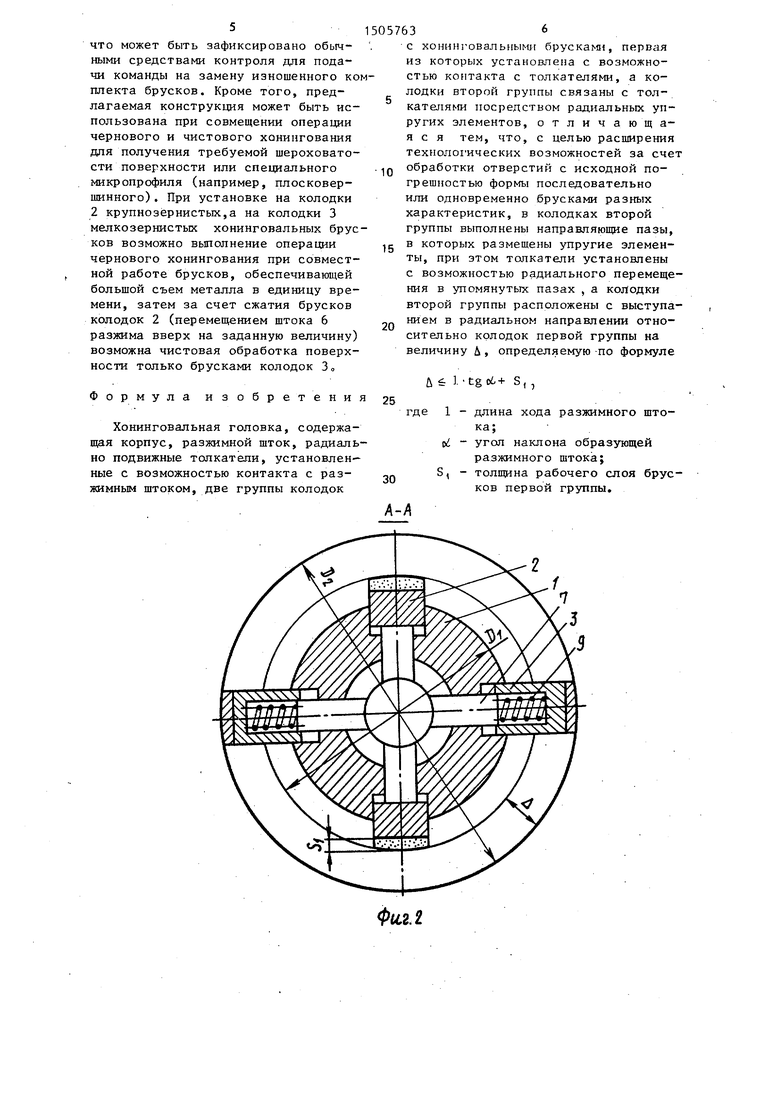
I На фиг.1 показана конструкция |хонинговальной головки, осевой раз- рез по брускам разных групп; на фиг.2 - сечение А-А на фиг.1.
Хонинговальная головка состоит из корпуса 1, в пазах которого раз- Iмещены первая группа колодок 2 и I вторая группа колодок 3. Колодки I разных групп имеют бруски различных I характеристик. Они зафиксированы в I корпусе 1 хонинговальной головки штифтами и пружинами 5. Разжимной шток 6, помещенный в осевом отвер- ; стии корпуса 1, взаимодействует с : радиально подвижными толкателями 7. I В группе колодок 3, расположенных с I выступанием на величину Д в радиаль Гном направлении относительно группы I колодок 2, выполнены направляющие I пазы 8, в которых размещены упругие I элементы 9, одноименные концы кото- ; рых взаимодействуют с торцами тол- 1 кателей 7, установленных с возможно I стью радиального перемещения в паза : колодок. Величину и определяют по формуле
-1- (D 5. - D,)
Itgei, + S,,
де D, и D
i
od диаметры установки 45 колодок первой и второй групп;
ход разжимного штока головки;
угол наклона образую- 50 щей разжимного штока; толщина рабочего слоя брусков первой группы.,
В сжатом состоянии колодок хонинговальной головки диаметр охватываемого отверстия колодок меньше внутреннего диаметра обрабатываемо- ;го отверстия.
10
15
20
25
30
35
0
5
0
5
Хонинговапьная головка работает следуюи им образом.
После ввода хонинговальной головки в обрабатываемое отверстие ей сообщают вращательное и возвратно- поступательное движения соответственно вокруг и вдоль оси обрабатываемого отверстия. При включении системы разжима шток 6, перемещаясь вниз, посредством толкателей 7 разжимает колодки 2 и 3 в радиальном направлении. Так как колодки 3 расположены с выступанием в радиальном направлении относительно колодок 2, то они первыми вступают во взаимодействие с поверхностью обрабатываемой детали. При дальнейшем движении разжимного штока 6 происходит сжатие упругих, элементов 9 и перемещение толкателей 7 в пазах колодок 3. При этом величина радиального вы- ступания колодок 3 относительно колодок 2 постепенно уменьшается, а при равенстве высот брусков колодок становится равной нулю. Сжатие упругих элементов 9 в пазах колодок 3 при разжиме приводит к смягчению ударов хонинговальных брусков об обрабатываемую поверхность в начальный момент работы и обеспечивает требуемое упругое усилие прижима брусков и обрабатываемой поверхности. При значительных исходных геометрических погрешностях обра-, батьшаемого отверстия (конусности, овальности и др.) рез-ко повьшгаются удельные давления на хонинговальные бруски, что ведет к дополнитель1.
ному сжатию упругих элементов 9 и
уменьшению высоты колодок. После прохода, неблагоприятного участка колодки занимают исходное положение. Тем самым устраняются перекосы и заклинивание головки в обрабатьгоа- ёмом отверстии.
При относительно быстром износе комплекта хонинговальных брусков колодок 2 они постоянно поджимаются к обрабатываемой поверхности разжимным штоком 6, при этом разновы- сотность брусков колодок 2 и 3 компенсируется за счет упругих элементов 9. При полном износе брусков колодок 2 колодки 3 смещаются на заданную величину Д и прижим полностью изношенных брусков колодок 2 к обрабатываемой поверхности приводит к возрастанию усилий при обработке,
что может быть зафиксировано обычными средствами контроля для подачи команды на замену изношенного ко штекта брусков. Кроме того, предлагаемая конструкция может быть использована при совмещении операции чернового и чистового хонингования для получения требуемой шероховатости поверхности или специального микропрофиля (например, плосковершинного). При установке на колодки 2 крупнозернистых,а на колодки 3 мелкозернистых хонинговальных брусков возможно выполнение операции чернового хонингования при совместной работе брусков, обеспечивающей большой съем металла в единицу времени, затем за счет сжатия брусков колодок 2 (перемещением штока 6 разжима вверх на заданную величину) возможна чистовая обработка поверхности только брусками колодок 3,
-
1505763
с хоннщ-овальнымп брусками, первая из которых установлена с возможностью контакта с толкателями, а колодки второй группы связаны с толкателями посредством радиальных уп- РУгих элементов, отличающаяся тем, что, с целью расширения технологических возможностей за счет обработки отверстий с исходной погрешностью формы последовательно или одновременно брусками разных характеристик, в колодках второй группы выполнены направляющие пазы, в которых размещены упругие элементы, при этом толкатели установлены с возможностью радиального перемещения в упомянутых пазах , а колодки второй группы расположены с выступа- нием в радиальном направлении относительно колодок первой группы на величину i, определяемую-по формуле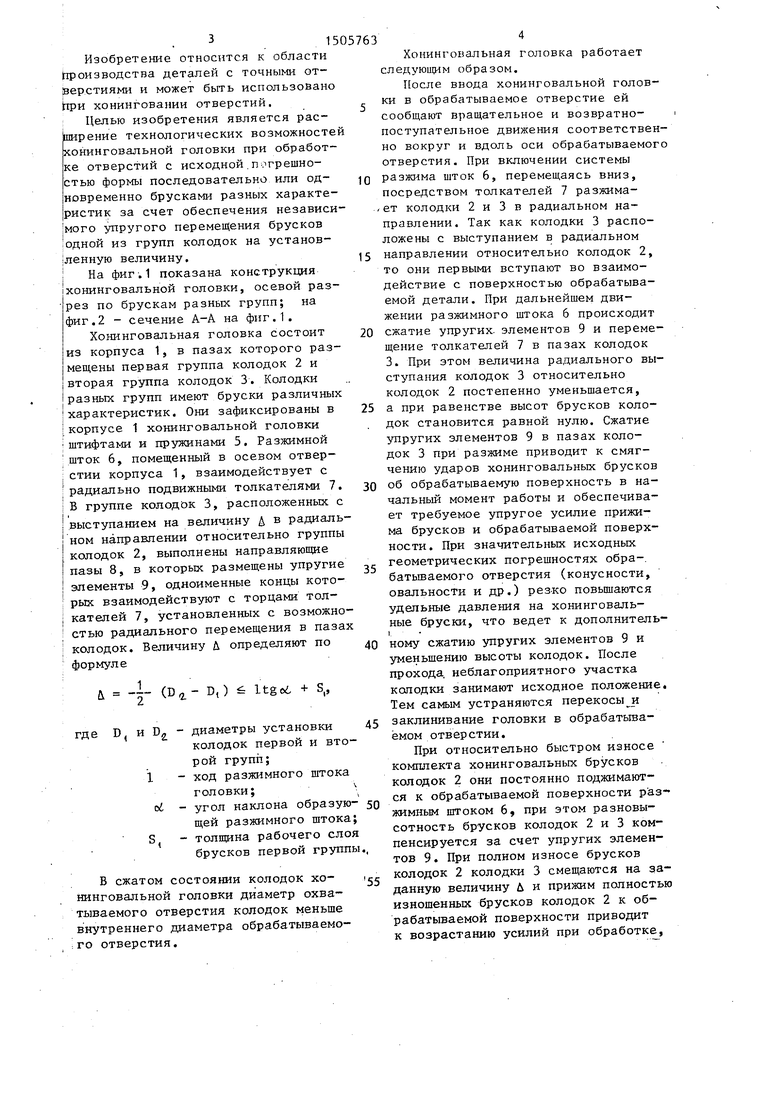
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1984 |
|
SU1219328A1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
| Хонинговальная головка | 1983 |
|
SU1174237A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
Изобретение относится к производству деталей с точными отверстиями. Цель - расширение технологических возможностей процесса хонингования отверстий с исходной погрешностью. Хонинговальная головка содержит корпус 1, в котором расположен с возможностью взаимодействия с двумя группами колодок разжимной шток 6, при этом колодки второй группы снабжены упругими элементами и установлены с возможностью взаимодействия посредством толкателей с разжимным штоком за счет выполнения в колодках этой группы пазов 8, в которых размещены упругие элементы. Величина радиального перемещения в пазах колодок определяется по математической зависимости. 2 ил.
Формула изобрете
н и я
Хонинговальная головка, содержащая корпус, разжимной шток, радиапь- но подвижные толкатели, установленные с возможностью контакта с разжимным штоком, две группы колодок
U i . S
(
где 1
ti
Si
-длина хода разжимного штока;
-угол наклона образующей разжимного штока;
-толщина рабочего слоя брусков первой группы.
| Хонинговальная головка | 1977 |
|
SU715304A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Хонинговальная головка | 1984 |
|
SU1215960A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
