1
Изобретение относится к механичес. кой обработке метшиюв и может быть использовано душ окончательной обработки точных отверстий в деталях машин и меха 1измов.
Известна х.окин1овальная головка для предварительного и окончательного хокинговаш1я, в корпусе которой размеьчен разжимной шток с чередующимися рабочими и нерабочими лысками, число которых равно числу колодок с брусками одного комплекта, а угол поворота штока при перекоде с предварительного на окончательное хонингование равен углу между колодками с брусками разных комплектов Dl«
Однако данная головка не позволяет создавать различные усилия прижима брусков .для предварительного и окончательного хонингования при одинаковой подаче разкимного штока.
Цель изобретения - повышение качества и точности геометрической форt i обрабатываемой поверхности, т.е.
создание такой конструкции хонинговал ьной головки, которая имела бы возможность изменять давление алмазных брусков на обрабатываемую поверхность при неизменных .прочих параметрах (давление гидравлического штока стачка, число двойных ходов, скорость резания и др.) .
Поставленная цель достигается тем, что угол наклона лысок, предназначен10ных для колодок с чистовыми брусками, выбран в 2-3 раза больше угла наклона лысок, предназначенных для колодок с черновыми брусками.
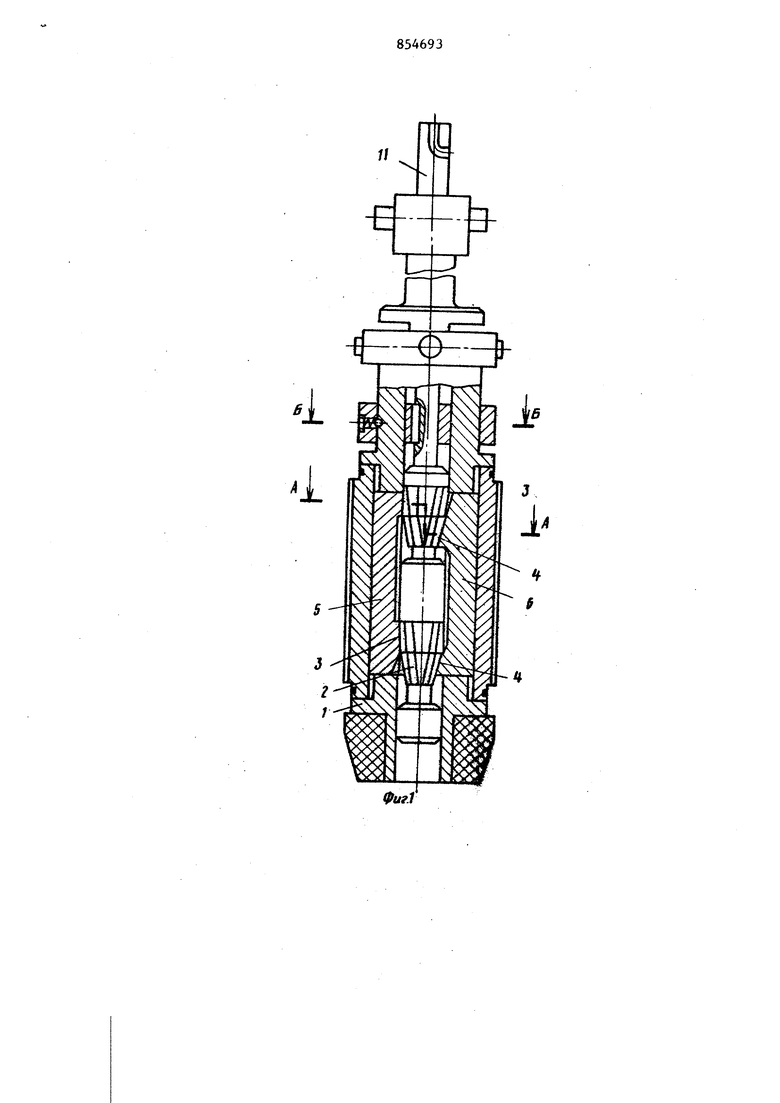
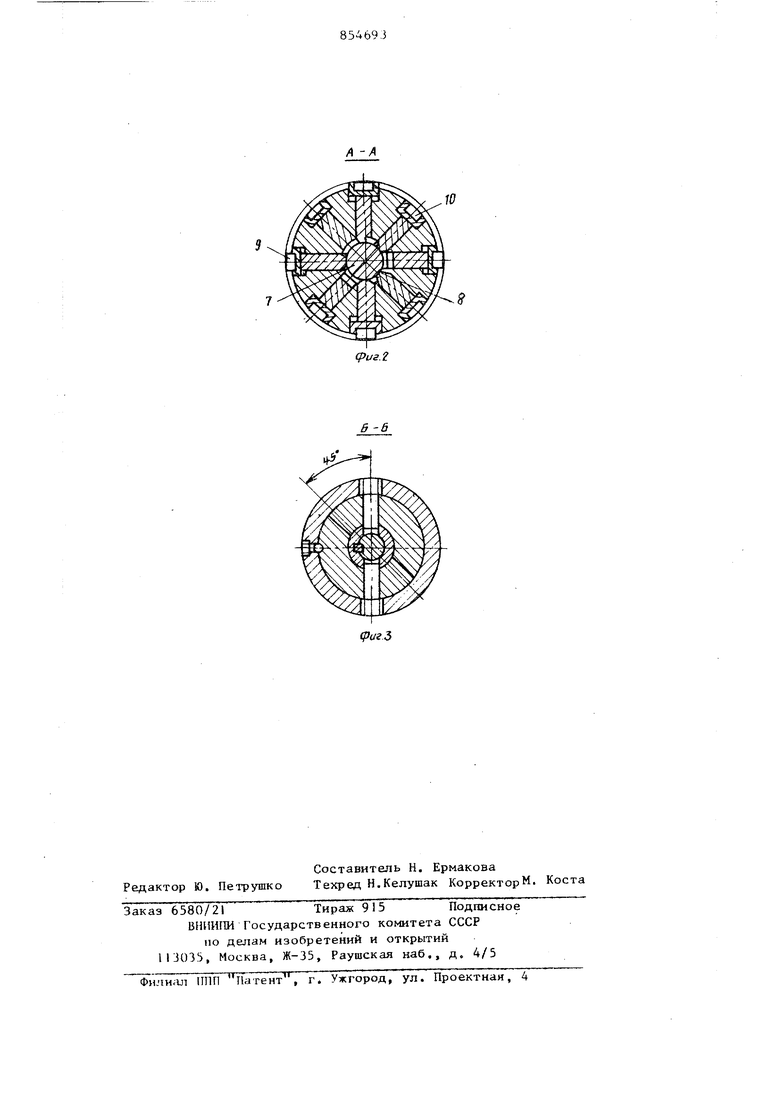
На фиг. 1 представлена головка, общий вид; на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.1.
Хонинговальная головка состоит из корпуса 1, внутри которого расположен
20 разжимной шток 2, выполненный в виде двух пар 3 и 4 конических элементов с различными углами наклона к оси хонголовки, на которые опираются колод38K|J 5 и 6 с соответствукщими углами наклона, при этом конические элементы р&зжимного штока 2 имеют рабочие 7 и нерабочие 8 лыски, число которых равно шслу колодок одного комплекта. Угол поворота разжимного штока 2 равен углу между соседними колодками (сечение Б-Б - механизм поворота). На колодки 5 и 6 опираются бруски 9 и 10 соответственно. Остальные элементы выполнены аналогично известным конструк циям хонголовок. Хонинговальная головка работает следующим образом. При движении разжимного штока 2 вдоль оси под действием гидравлическо го штока станка (не показан), соединенного с хонголовкой через шток 1}, разжимной шток передает усилие через конусы 3 на колодки 5 которые производят разжим алмазных брусков 9, обеспечивая при этом необходимое давление алмазных брусков на обрабатываемую поверхность. Происходит предварительное хонингование. Для перехода на окончательное хонингование необходимо повернуть механизм поворота на соответствуюцщй угол (в данном случае на 45°) , после чего алмазные бруски 9 западают (попадают на лыски 8),в работу вступают алмазные бруски 10, обес печивая при этом необходимое (меньшее давление последних на обрабатываемую поверхность, так как алмазные бруски 10 разжимаются колодками 6, которые опираются на конусы 4 разжимного штока. Поскольку горизонтальная составляющая давления гидравлического штока станка при большем угле наклона будет меньше, то, следовательно, и давление алмазных брусков на обрабатываему поверхность будет меньше. 3 Таким образом, при работе данной хонголовкой достаточно установить режимы обработки при первичном (предварительном) хонинговании, а для перехода на окончательную обработку достаточно повернуть механизм поворота на. соответствующий угол, после чего вступают в. работу алмазные бруски для окончательного хонингования, автоматически обеспечив необходимое давление после,ч1Шх на обрабатываемую поверхность . Использование предлагаемой головки позволяет повысить чистоту обрабатываемой поверхности, качество и точность геометрической формы и производительность труда. Формула изобретеьшя Хонинговальная головка для предварительного и окончательного хонингования, в корпусе которой размещен разжимной шток с чередующимися рабочими и нерабочими лысками, число которых равно числу колодок с брусками одного комплекта, а угол поворота штока при переходе с предварительного на окончательное хо1шнгование углу между колодками с брусками разных комплектов, отличающаяся тем, что, с целью повьш1ения качества и точности геометрической формы обрабатываемой поверхности, угол наклона лысок, предназначенных для колодок с чистовыми брусками, выбран в 2-3 раза больше угла наклона, лысок, предназначенных для колодок с черновыми брусками. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 638454, кл. В.24 В 33/02, 1977.
0uf.1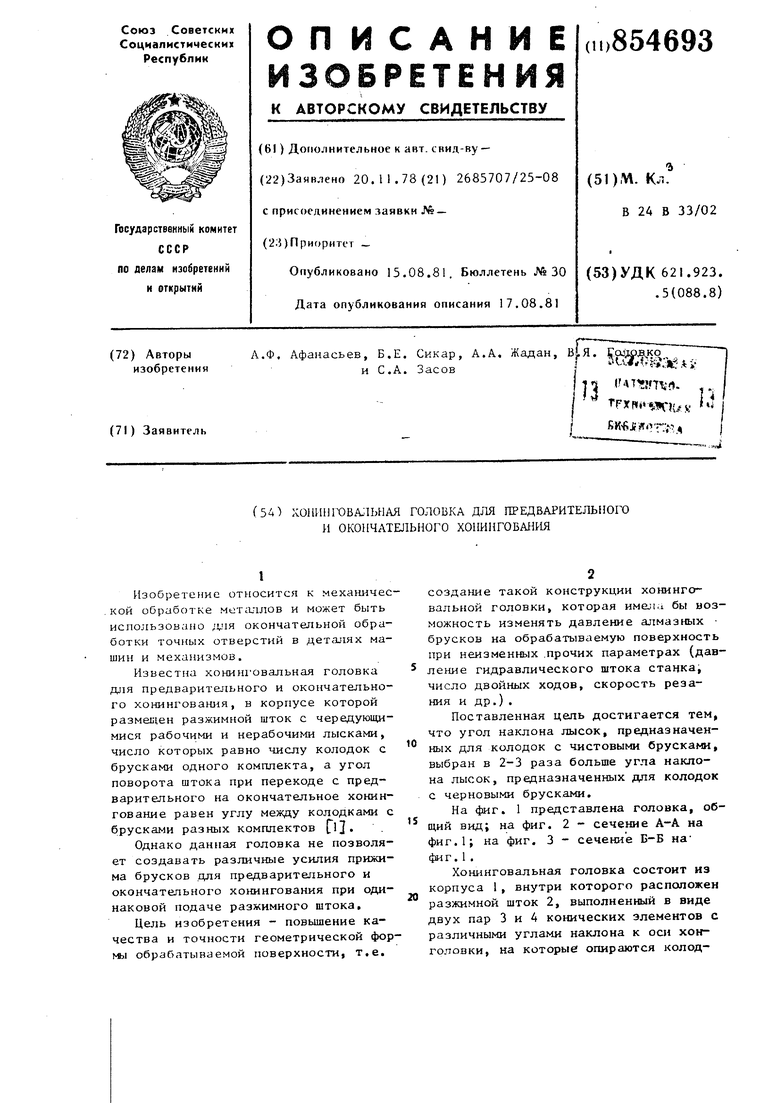
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU473596A1 |
| Хонинговальная головка | 1985 |
|
SU1355462A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |