Изобретение относится к метизному производству, а более конкретно - к термообработке стальной проволоки, преимущественно низколегированной, путем воздушной сорбитизации и может быть использовано в термических цехах и отделениях сталепроволочно-канатных заводов.
Целью изобретение является повыше- ние производительности, упрощение конструкции агрегата.
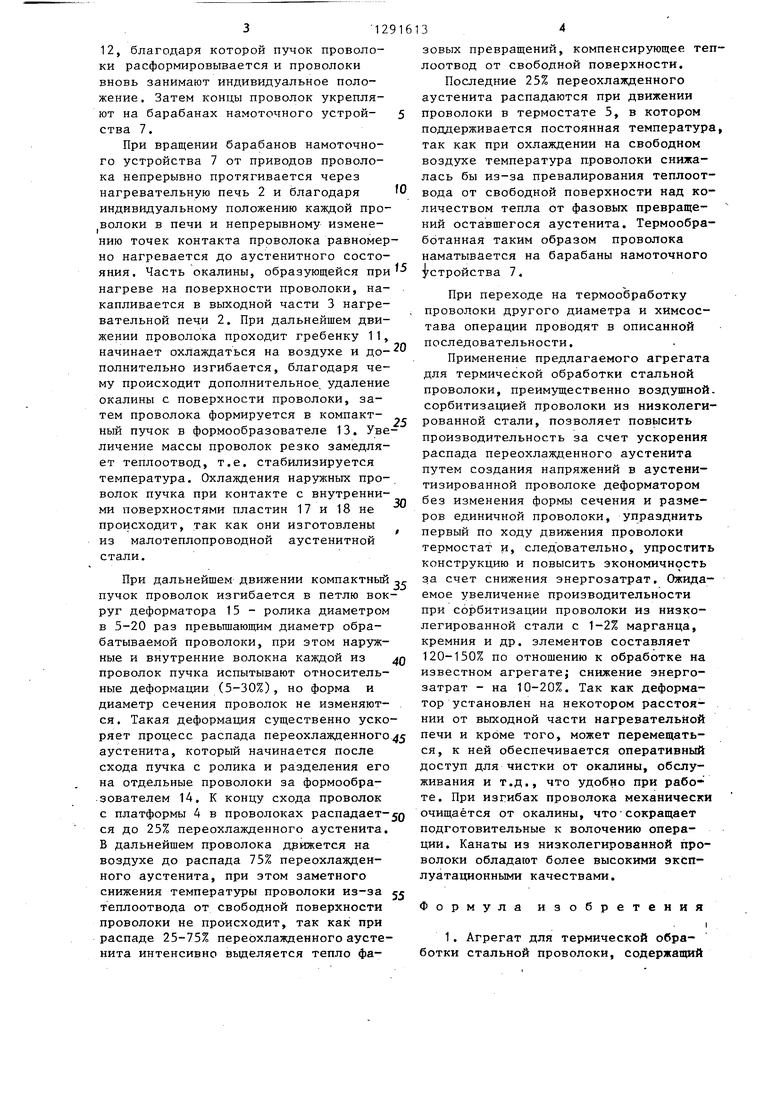
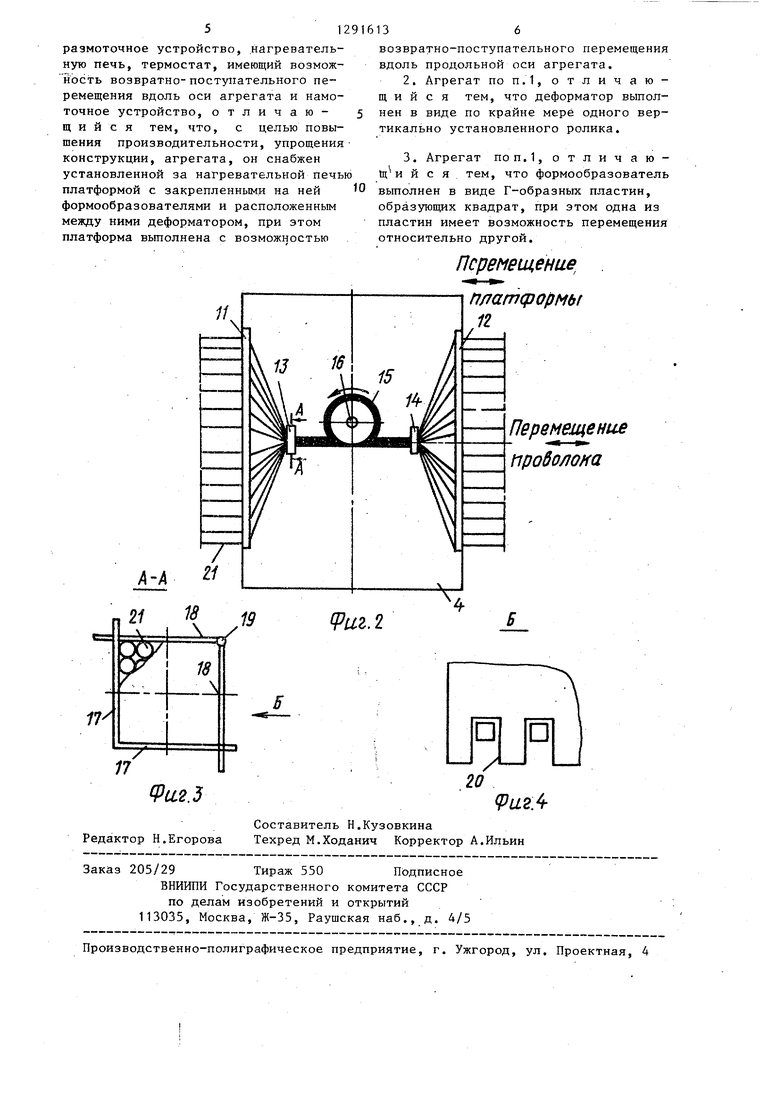
На фиг,1 дана принципиальная схема агрегата для термической обработки стальной проволоки; на фиг.2 - подвижная платформа с формообразователями и обрабатываемой проволокой, вид сверху; на фиг.З - разрез А-А на , фиг.2; на фиг.4 - вид Б на фиг.З.
Агрегат для термической обработки стальной проволоки содержит размоточное устройство (фигурки) 1, нагревательную печь 2 с выходной частью 3, платформу 4 и термостат 5 с проушинами 6, намоточное устройство (барабаны) 7 с приводом (фиг.1). Платформа 4 и т.ермостат 5 установлены на роликах 8, уложенных в пазы направляющих 9, расположенных параллельно продольной оси агрегата. Платформа 4 и тер- мостат 5 могут быть зафиксированы в выбранных местах фиксаторами 10. На платформе 4 установлены гребенки 11 и 12, формообразователи 13, 14 и де- форматор 15 с возможностью его вращения вокруг оси 16 (фиг.2). Формообра- зователь содержит неподвижные пластины 17 и подвижные пластины 18, соединенные шарниром 19 (фиг.З). Неподвижные и подвижные пластины 17 и 18 со- держат фигурные вьфезы 20 (фиг.4), благодаря чему при перемещении подвижных пластин 18 может быть изменена площадь сечения, заключенного между неподвижными и подвижными пластинами 17. и 18, и, следовательно, достигнута необходимая плотность пучка проволок 21. Наружная поверхность деформатора 15 и внутренние поверхности пластин 17 и 18 формообразователей 13 и 14 из готавливают из малотеплопроводного материала, например из аустенитной стали.
Агрегат для термической обработки стальной проволоки, преимущественно воздушной сорбитизацией проволоки из низколегированной стали, работает следующим образом.
916
5
О 5
20 35 -50
5 132
Исходя из кинетики распада переохлажденного аустенита в низколегированной проволоке конкретного химического состава м диаметра, устанавливают в определенное положение платформу 4 и термостат 5. Их установку осуществ- ртяют перемещением вдоль продольной оси агрегата краном, крюк .которого закрепляют на проушины 6, при этом платформа и термостат перемещаются на роликах 8, уложенных в пазы направляющих 9; положение их можно зафиксировать фиксаторами 10.
В процессе работы температура по зонам нагревательной печи может изменяться, в связи с этим будет изменяться температура проволоки перед патентированием, поэтому платформу и термостат необходимо перемещать в течение обработки проволоки одного типоразмера и химического состава. Для этого/может быть использована следящая система, позволяющая синхронно с изменением температуры перемещать платформу и термостат.
Положение платформы с формообразователями и деформатором выбирается из условия распада при сходе с платформы до 25% аустенита, а положение термостата - из условия распада в нем последних 25% переохлажденного аустенита. Это необходимо для поддержания постоянной температуры распада переохлажденного аустенита и получения однородных продуктов распада.
Затем нагревательную печь 2 и термостат 5 нагревают до заданных температур. Катушки с низколегированной проволокой, предназначенной для термообработки, устанавливают на размоточное устройство 1. Концы проволок пропускают через нагревательную печь 2, гребенку 11, формообразователь 13. Благодаря фигурным вырезам 20 на дла- стинах 17, 18 и шарнирному соединению в формообразователе 13 формируется компактный пучок нагретых проволок 21, которьш охватывают как свободной петлей деформатор 15, в качество которого может служить по крайней мере один ролик с вертикальной осью 16 вращения. .Для лучшей фиксации положения петли во время движения ролик может содержать ручей. Диаметр ролика по впадине ручья в 5-20 раз превышает диаметр обрабатываемой проволоки. Далее пучок проволок пропускают через формообразователь 14 и гребенку
.
3 12
12, благодаря которой пучок проволоки расформировывается и проволоки вновь занимают индивидуальное положение. Затем концы проволок укрепляют на барабанах намоточного устрой- ства 7.
При вращении барабанов намоточного устройства 7 от приводов проволока непрерывно протягивается через нагревательную печь 2 и благодаря индивидуальному положению каждой про- волоки в печи и непрерывному изменению точек контакта проволока равномерно нагревается до аустенитного состояния. Часть окалины, образующейся при нагреве на поверхности проволоки, накапливается в выходной части 3 нагревательной печи 2. При дальнейшем движении проволока проходит гребенку 11, начинает охлаждаться на воздухе и до полнительно изгибается, благодаря чему происходит дополнительное, удаление окалины с поверхности проволоки, затем проволока формируется в компактный пучок в формообразователе 13. Увеличение массы проволок резко замедляет теплоотвод, т.е. стабилизируется температура. Охлаждения наружных проволок пучка при контакте с внутренними поверхностями пластин 17 и 18 не происходит, так как они изготовлены из малотеплопроводной аустенитной стали.
При дальнейшем движении компактный пучок проволок изгибается в петлю вокруг деформатора 15 - ролика диаметром в 5-20 раз превьгаающим диаметр обрабатываемой проволоки, при этом наружные и внутренние волокна каждой из проволок пучка испытывают относительные деформации (5-30%), но форма и диаметр сечения проволок не изменяются. Такая деформация существенно ускоряет процесс распада переохлажденного аустенита, который начинается после схода пучка с ролика и разделения его на отдельные проволоки за формообра- зователем 14. К концу схода проволок с платформы 4 в проволоках распадает- ся до 25% переохлажденного аустенита. В дальнейшем проволока движется на воздухе до распада 75% переохлажденного аустенита, при этом заметного снижения температуры проволоки из-за теплоотвода от свободной поверхности проволоки не происходит, так как при распаде 25-75% переохлажденного аустенита интенсивно вьщеляется тепло фа20
25
16
5
О , ,Q45JQ j 134
зовых превращений, компенсирующее теп- лоотвод от свободной поверхности. Последние 25% переохлажденного аустенита распадаются при движении проволоки в термостате 5, в котором поддерживается постоянная температура, так как при охлаждении на свободном воздухе температура проволоки снижалась бы из-за превалирования теплоот- вода от свободной поверхности над количеством тепла от фазовых превращений оставшегося аустенита. Термообра- ботанная таким образом проволока наматывается на барабаны намоточного стройства 1.
При переходе на термообработку проволоки другого диаметра и химсостава операции проводят в описанной последовательности.
Применение предлагаемого агрегата для термической обработки стальной проволоки, преимущественно воздушной, сорбитизацией проволоки из низколегированной стали, позволяет повысить производительность за счет ускорения распада переохлажденного аустенита путем создания напряжений в аустени- тизированной проволоке деформатором без изменения формы сечения и размеров единичной проволоки, упразднить первый по ходу движения проволоки термостат и, следовательно, упростить конструкцию и повысить экономичность за счет снижения энергозатрат. Ожидаемое увеличение производительности при сорбитизации проволоки из низколегированной стали с 1-2% марганца, кремния и др. элементов составляет 120-150% по отношению к обработке на известном агрегате; снижение энергозатрат - на 10-20%. Так как деформа- тор установлен на некотором расстоянии от выходной части нагревательной печи и кроме того, может перемещаться, к ней обеспечивается оперативный доступ для чистки от окалины, обслуживания и т.д., что удобно при работе. При изгибах проволока механически очищается от окалины, чтосокращает подготовительные к волочению операции. Канаты из низколегированной проволоки обладают более высокими эксплуатационными качествами.
Формула изобретения
I
1. Агрегат для термической обработки стальной проволоки, содержащий
размоточное устройство, нагревательную печь, термостат, имеющий возможность возвратно-поступательного перемещения вдоль оси агрегата и намоточное устройство, отличаю- f щ и и с я тем, что, с целью повышения производительности, упрощения конструкции, агрегата, он снабжен установленной за нагревательной печью платформой с закрепленными на ней 0 формообразователями и расположенным между ними деформатором, при этом платформа вьтолнена с возможностью
12916136
возвратно-поступательного перемещения вдоль продольной оси агрегата.
2. Агрегат поп,1, отличающийся тем, что деформатор выполнен в виде по крайне мере одного вертикально установленного ролика.
,
3. Агрегат поп.1, отличаю- и с я тем, что формообразователь выполнен в виде Г-образных пластин, образующих квадрат, при этом одна из пластин имеет возможность перемещения относительно другой.
,
3. Агрегат поп.1, отличаю- и с я тем, что формообразователь выполнен в виде Г-образных пластин, образующих квадрат, при этом одна из пластин имеет возможность перемещения относительно другой.
21 ,19
(Риг.2
Перемещение,
плаггкрормы 12
Перемещение проболо/га
18
NJ
77/
17
/
9и,2.5
Составитель Н.Кузовкина Редактор Н.Егорова Техред М.Ходанич Корректор А.Ильин
Заказ 205/29 Тираж 550 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
п
п
20
9аг.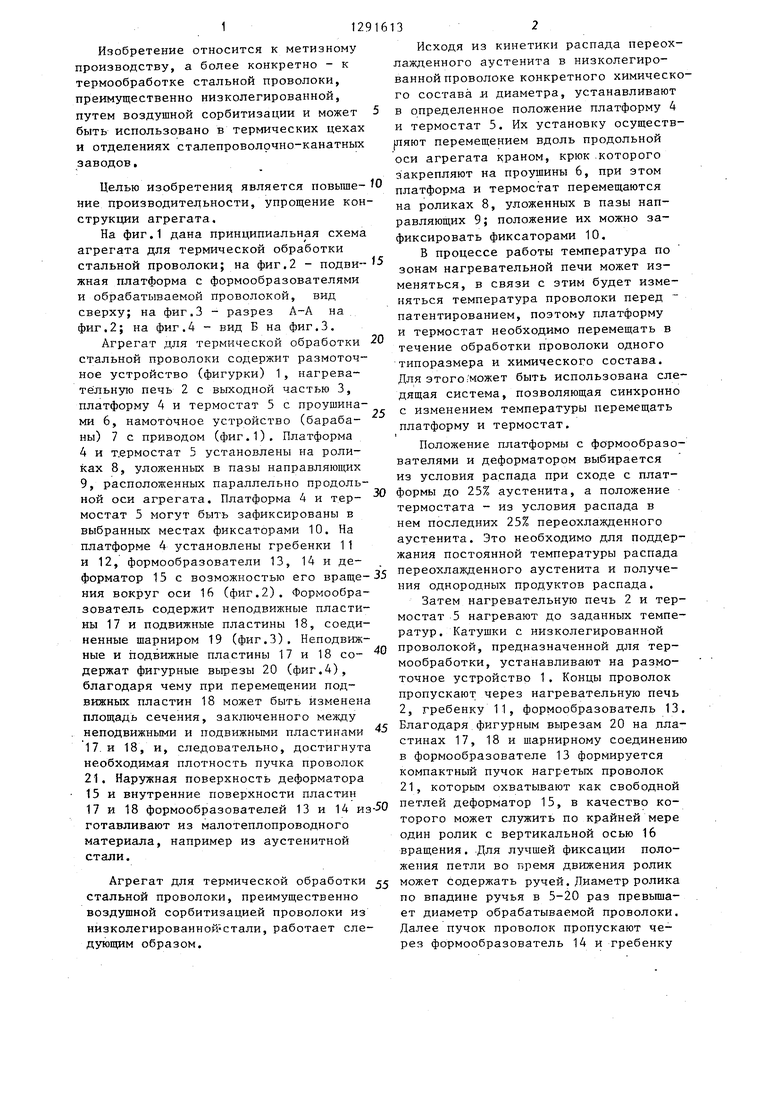
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термообработки стальной проволоки | 1981 |
|
SU1076472A1 |
| Агрегат для обработки стальной проволоки | 1990 |
|
SU1749271A1 |
| Агрегат для патентирования стальной проволоки | 1991 |
|
SU1782245A3 |
| Агрегат для патентирования проволоки | 1978 |
|
SU706456A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Агрегат для термообработки изделий | 1980 |
|
SU926044A1 |
| Способ термической обработки катанки и проволоки из углеродистых и низколегированных сталей | 1979 |
|
SU870460A2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2116360C1 |
| Способ термической обработки катанки и проволоки из углеродистых и низколегированных сталей | 1977 |
|
SU775153A1 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023030C1 |
Изобретение относится к термообработке проволоки, преимущественно низколегированной, путем воздушной сорбитизации и может быть использовано в термических цехах и отделениях сталепроволочно-канатных заводов. Целью изобретения является повышение производительности агрегата. Перед началом работы нагревают печь 2 и термостат 5, а платформу 4 и термостат 5 устанавливают в определенном положении. Обрабатываемую проволоку с размоточного устройства 1 пропускают через печь 2 и формообразователь 13, формирующий компактный пучок нагретых проволок, в котором резко замедляется теплоот- вод, т.е. стабилизируется температура. Пучок нагретых проволок проходит вокруг деформатора 15 в виде по крайней мере одного вертикально установленного ролика, где проволока изгибается и получает деформацию 5-30%, что ускоряет процесс распада переохлажденного аустенита, который начинается после схода пучка с деформатора и разделения его на отдельные прово- локи за формообразователем 14. К концу схода проволоки с платформы 4 в ней распадается до 25% переохлажденного аустенита. Последние 25% охлажденного аустенита распадаются при движении проволоки через термостат 5, в котором поддерживается постоянная температура. Термообработан- ную проволоку сматывают намоточным устройством 7. Повышение производи , тельности обеспечивается за счет ускорения распада переохлажденного. аустенита путем создания напряжения в аустенитизированной проволоке, собранной в пучок, деформатором без изменения формы сечения и размеров единичной проволоки. 2 з.п. ф-лы, 4 ил. (Л О) со -4f-ff -If- 4f s lie if 14 гг 0 Фиг/ 1t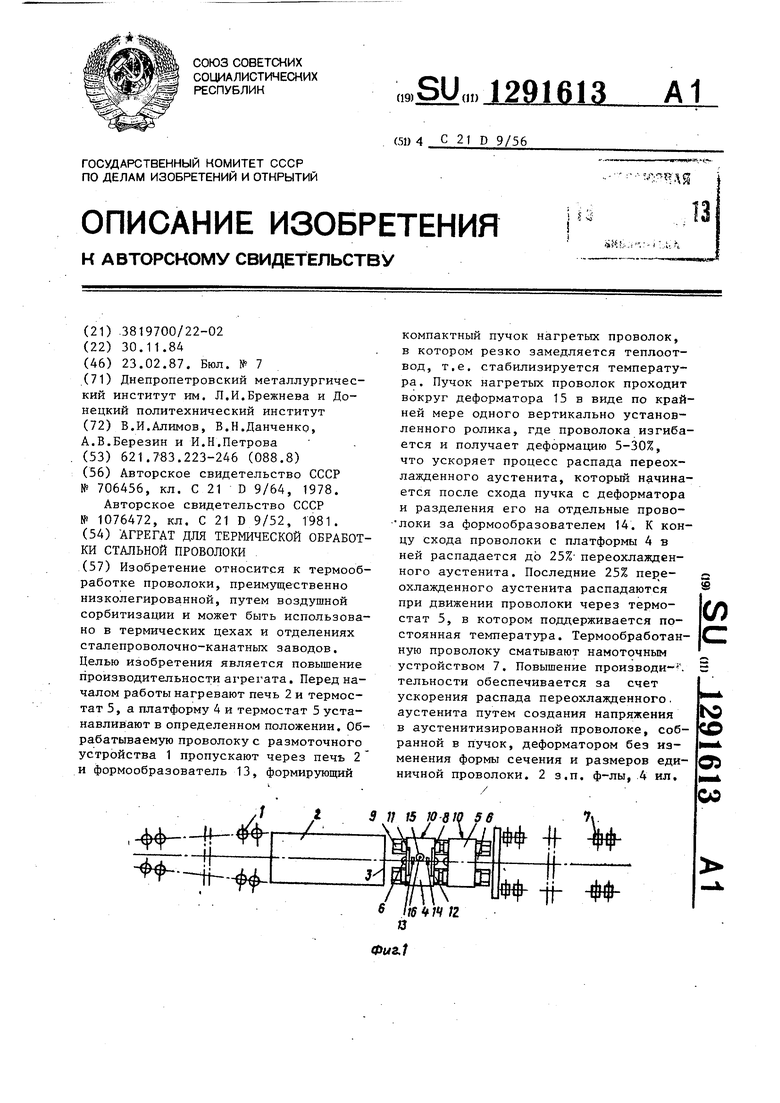
| Агрегат для патентирования проволоки | 1978 |
|
SU706456A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Агрегат для термообработки стальной проволоки | 1981 |
|
SU1076472A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
