Изобретение относится к метизному производству, а более конкретно к термообработке стальной проволоки, преимущественно низколегированной, посредством патентирования или сорбитизации и может быть использовано в термических цехах и отделениях сталепроволочного производства.
Известен агрегат для патентирования стальной проволоки, содержащий последовательно расположенные размоточное устройство, нагревательную печь, ванну с возможностью горизонтального перемещения поперек продольной оси агрегата и намоточное устройство.
Недостатком известного агрегата являются ограниченные технологические возможности. .Так, во время патентирования углеродистой проволоки при ее движении через патентировочную ванну распад аусте- нита начинается после входа проволоки в ванну в ее части, а заканчивается у задней части ванны. Патентирование в такой пэтентофовочной ванне низколегированной проволоки с более устойчивым аустенитом будет приводить к тому, что аусте- нит начнет распадаться ближе к середине или в середине ванны и часть его останется нераспавшейся в конце ванны. После выхода проволоки из патентировочной ванны оставшийся аустенит превратится в мартенсит, вследствие чего проволока окажется браком, так как в проволоке в результате распада аустенит должен превратиться в сорбит без каких-либо продуктов превращения аустенита. Если же агрегат использоватьпритермообработкенизколегированной проволоки, обходя патентировочную ванну, ванну сдвинуть в сторону или пропускать проволоку поверх ванны, т.е. выполнять воздушную сорбити- зацию, сорбит в проволоке можно получить в очень узких интервалах химических составов и диаметров проволоки.
Наиболее близким по технической сущности и достигаемым результатам к предложенному является агрегат для термообработки стальной проволоки, преимущественно путем воздушной сорбитизации, содержащий размоточное устройство,
сл
с
2
о го
vj
нагревательную печь, устройство для изотермической выдержки, выполненное в виде термостатов, установленных с возможностью возвратно-поступательного перемещения вдоль продольной оси агрегата, и намоточное устройство.
Устройство для изотермической выдержки известного агрегата, выполненное в виде термостатов, установленных с возможностью возвратно-поступательного перемещения вдоль продольной оси агрегата, позволяет сократить длительность простоев при чистке выходной части печи от окалины, но агрегаты для патентирования проволоки комплектуют печами с защитной атмосферой, поэтому чистить печь от окалины нет необходимости, и достоинство, заключающееся в сокращении длительности простоев для чистки печи от окалины, нереально.
Устойчивость аустенита различных сталей различно. Для углеродистых сталей с малой устойчивостью ауст.енита распад аустенита будет длиться меньше времени, чем распад аустенита легированной стали с большей его устойчивостью, и если термостаты известного агрегата изготовить длиной, необходимой для распада самого устойчивого аустенита из используемых для термообработки марок сталей, то при тер- мообработке марки стали с малой устойчи- ебстью эустенита термостаты окажутся излишне длинными, что приведет к непроизводительной трате энергии для нагрева и поддержания температуры той части термостатов, в пределах которой распад аустенита не происходит. Если же длину термостатов определить по марке стали с наименьшей устойчивостью аустенита, то для термообработки марки стали с большей устойчивостью аустенита их будет необходимо раздвинуть и между ними образуется зазбр, проходя через который, проволока будет неконтролируемо охлаждаться, что приведет к нарушению технологии термообработки и получению брака, Но так как брака не должно быть, первый и второй термостаты необходимо устанавливать вплотную друг к другу, и тогда два термостата не имеют смысла: функции двух термостатов может выполнять один термостат двойной длины.
Так как в известном агрегате температура по зонам нагревательной печи может изменяться, а в связи с этим изменяется и температура нагреваемой перед патентиро- ванием проволоки, то термостаты необходимо перемещать и в течение обработки проволоки одного типоразмера и химического состава. Для этих целей в известном
агрегате может быть использована система, позволяющая синхронно с изменением температуры печи и нагреваемой проволоки перемещать термостаты.
Описанное выше достоинство синхронного с изменением температуры печи и нагреваемой проволоки перемещения термостатов не может быть использовано, так как температура нагреваемой в печи пе0 ред патентированием проволоки может колебаться в небольших пределах, не изменяющих существенно устойчивости аустенита и не требующей корректировки температуры и времени патентирования
5 Существенные колебания температуры нагрева проволоки перед патентированием приводят к существенным и не корректируемым температурой и временем пэтентиро- вания изменениям структуры и свойств
0 проволоки, поэтому существенные колебания температуры нагрева проволоки перед патентированием приводят к получению брака при патентировании проволоки, в связи с чем недопустимы.
5 Установить в известном устройстве термостаты в такие положения, при которых в первом термостате будет распадаться 0- 25%, а во втором 75-100% аустенита, можно только для узкого сортамента марок
0 сталей и диаметров проволоки, и поэтому
данное условие суживает технологические
возможности агрегата и никак не является
необходимым условием для поддержания
постоянной температуры распада переох5 лажденного аустенита.
Выполнение возможных вариантов, когда в первом термостате известного агрегата распадается аустенита 0-25%, а во втором - 75-100%, приведет к превращению
0 нераспавшейся части аустенита (максимум 25% в одном из крайних вариантов) за пределами второго термостата в мартенсит, что вызовет получение брака, но так как брака не должно быть, для выполнения техноло5 гии термообработки всей номенклатуры сталей суммарная длина двух термостатов должна быть достаточной для распада аустенита в стали с максимальной его устойчивостью, а для остальных марок сталей она
0 будет избыточной с вытекающей из этого непроизводительной тратой энергии.
Целью изобретения является расширение технологических возможностей, повышение экономичности, упрощение
5 конструкции и обслуживания агрегата.
Поставленная цель достигается тем, что в агрегате для термообработки стальной проволоки преимущественно путем воздушной сорбитизации, содержащем размоточ- нов устройство, нагревательную печь.
устройство для изотермической выдержки и намоточное устройство, устройство для изотермической выдержки выполнено в виде термостата с изотермическими секциями, с автономными выключателями; верхние части изотермических секций выполнены в виде крышек; каждая изотермическая секция выполнена с установленными в нижней ее части нагревательными элементами; каждая изотермическая секция выполнена с установленными в нижней и боковых ее частях нагревательными элементами.
Расширение технологических возможностей достигается путем расширения номенклатуры диаметров и номенклатуры химических составов проволоки и обеспечивается тем, что в термостате с изотермическими секциями для выполнения технологии термообработки можно включать любые изотермические секции, необходимые для выполнения технологии термообработки, и устанавливать в каждой из них любую, необходимую для выполнения технологии термообработки, температуру. Например, при термообработке проволоки большого диаметра, охлаждающейся до температуры изотермического распада длительное время, первая или первые секции термостата могут быть выключены, а температуру изотермического распада поддерживает только последняя или последние секции, и, наоборот, при термообработке проволоки малого диаметра, быстро охлаждающейся до температуры изотермического распада аустенита, могут быть включены первые секции термостата, а последние секции выключены. В зависимости от длительности изотермического распада аустенита, которая является разной для различных марок сталей, могут быть включены только средние секции термостата, может быть включено столько средних секций термостата, сколько необходимо для поддержания постоянной температуры распада аустенита. Кроме того, регулирование скорости охлаждения и температуры проволоки можно осуществлять открыванием и закрыванием верхних частей изотермических секций, выполненных в виде крышек.
Повышение экономичности достигается тем, что в термостате с изотермическими секциями можно включать только необходимое для выполнения технологии термообработки количество секций, например при термообработке проволоки с небольшой устойчивостью аустенита последние секции могут быть выключены.
Упрощение конструкции достигается тем, что термостат установлен стационарно и в нем отсутствуют узлы и детали, необходимые для передвижения термостата: проушины, ролики, направляющие. Нет необходимости и в использовании крана для перемещения термостата вдоль продольной
5 оси агрегата, а наличие изотермических секций с автономными выключателями дает возможность изменять положение зоны термостатирования, приближая или удаляя ее от нагревательной печи без передвиже10 ния термостата по отношению к печи.
Упрощение обслуживания достигается отсутствием подвижных частей и наличием сьемных крышек изотермических секций, что обеспечивает свободный доступ внутрь
5 секций термостата для заправки проволоки, осмотра и ремонта.
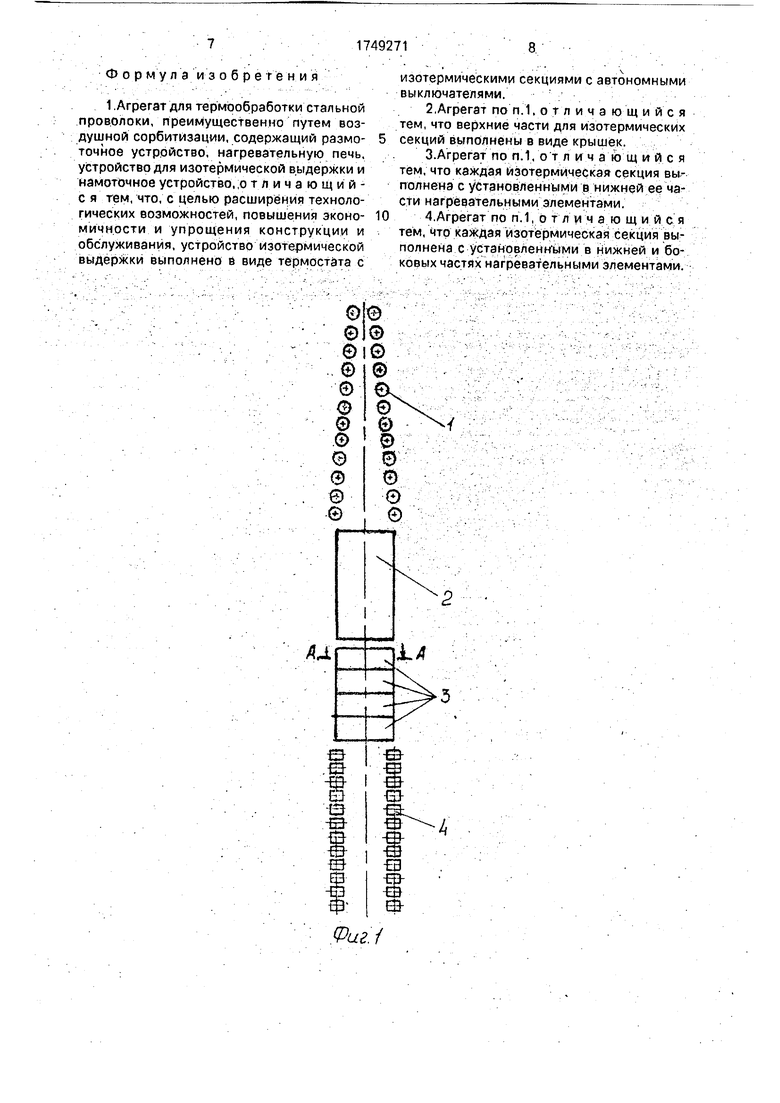
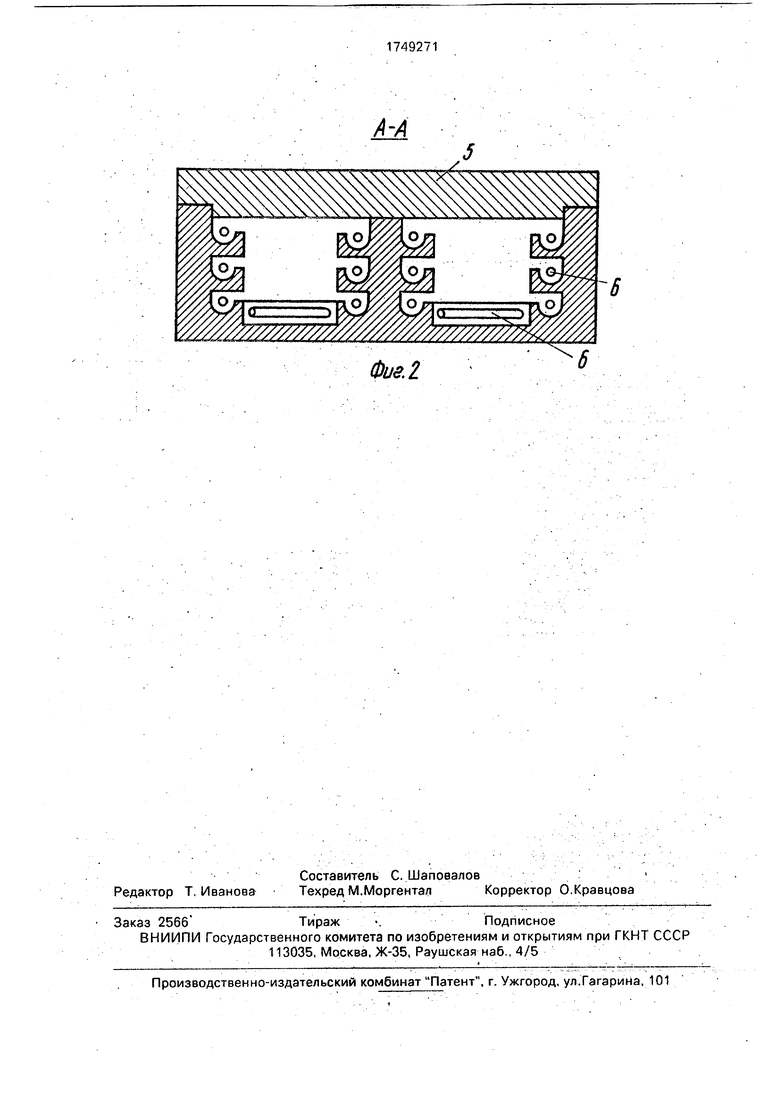
На фиг.1 изображена принципиальная схема агрегата, вид сверху; на фиг.2 - разрез А-А на фиг.1.
0 Агрегат для термообработки стальной проволоки содержит размоточное устройство 1, нагревательную печь 2, термостат с изотермическими секциями 3, намоточное устройство 4 с приводом. Нагревательные
5 секции (см. фиг.2) содержат крышки 5 и нагревательные элементы 6.
Агрегат работает следующим образом. Включают и нагревают до необходимой
0 температуры нагревательную печь 2, предназначенную для нагрева подлежащей сорбитизации стальной проволоки, включают нагревательные элементы 6 и нагревают до необходимых температур те секции термо5 стата 3, которые необходимы для выполнения технологии сорбитизации проволоки определенного химического состава и определенного диаметра, устанавливают в размоточное устройство катушки с
0 подлежащей термообработке проволокой, проволоку протягивают через нагревательную печь 2, секции термостата 3, закрепляют в намоточном устройстве 4 и включают намоточное устройство. При этом проволо5 ка движется от размоточного устройства 1 через нагревательную печь 2, где нагревается д© необходимой температуры аустенити- зации, выходит из нагревательной печи, проходит через секции термостата 3, где
0 аустенит переохлаждается до необходимой температуры и распадается с образованием сорбита. Затем проволока выходит из секций термостата и наматывается на катушки намоточного устройства 4. Крышки 5 облег5 чают доступ внутрь термостата при заправке, осмотре и ремонте.
Описанная последовательность операций применяется при переходе на термообработку проволоки другого химического состава и другого диаметра.
Формула изобретения
1 Агрегат для термообработки стальной проволоки, преимущественно путем воздушной сорбитизации, содержащий размоточное устройство, нагревательную печь, устройство для изотермической выдержки и намоточное устройство, отличающий- с я тем, что, с целью расширения технологических возможностей, повышения экономичности и упрощения конструкции и обслуживания, устройство изотермической выдержки выполнено в виде термостата с
0
изотермическими секциями с автономными выключателями.
2 Агрегат по п. 1,отличающийся тем, что верхние части для изотермических секций выполнены в виде крышек.
З.Агрегат по п. 1,отличающийся тем, что каждая изотермическая секция выполнена с установленными в нижней ее части нагревательными элементами.
4 Агрегат поп.1,отличающийся тем, что каждая изотермическая секция выполнена с установленными в нижней и боковых частях нагревательными элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для термообработки стальной проволоки | 1981 |
|
SU1076472A1 |
| Агрегат для патентирования стальной проволоки | 1991 |
|
SU1782245A3 |
| Агрегат для термической обработки стальной проволоки | 1984 |
|
SU1291613A1 |
| Агрегат для термообработки изделий | 1980 |
|
SU926044A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2116360C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Регенеративный агрегат для патентирования проволоки | 1978 |
|
SU699026A1 |
| Способ патентирования биметаллической сталемедной проволоки | 1983 |
|
SU1171544A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087555C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОПЛАСТИНЧАТЫХ СТРУКТУР В УГЛЕРОДИСТОЙ И МАЛОЛЕГИРОВАННОЙ СТАЛЯХ | 1969 |
|
SU252380A1 |
Изобретение предназначено для воздушной сорбитизации проволоки, Агрегат содержит размоточное устройство, нагревательную печь, устройство для изотермической выдержки и, намоточное устройство. Устройство для изотермической выдержки выполнено в виде термостатас изотермическимисекциямис автономными выключателями. В данном термостате возможно включать любые секции и устанавливать в них любую необходимую для выполнения технологии термообработки, 3 з.п.ф- лы, 2 ил.
Фиг1
Фиг. I
| Агрегат для патентирования проволоки | 1978 |
|
SU706456A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Агрегат для термообработки стальной проволоки | 1981 |
|
SU1076472A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
