кронштейне. Входной торец трубки снабжс, сгаиралью, установленной в канале мелсду кронштейном и токоподводом (контактны-.. наконечником) с возможностью продольного неремещення и новорота трубкн вокруг оси шарнира 3.
В мундштуках указанных типов электродная проволока поджимается к контактному наконечнику с одной стороны, что хуже по сравнению с двусторонним ее прижимом к наконечнику, поскольку в нервом случае контактная новерхность проволоки меньше, н, следовательно, хуже контакт.
Сложность конструкции мундштуков, связанная с большой металлоемкостью, наличием деталей криволинейной формы, И обеспечивает достаточно высокой надежности их работы. Кроме того, наличие нагфавляющего элемента в виде изогнуто,трубки приводит к увеличению усилий на пооталкивание электродной проволоки (на ее изгиб), что ограничивает применение мундштуков при использовании порошко1 ых проволок, имеюших малые жесткость и упругость. Известные мундштуки практически неприменимы для электродуговой свар ки в газовых заш,итных средах из-за сло :сности создания в этом случае струи защитного газа.
Наиболее близким к предлагаемому изобретению по технической суии-юсти н достигаемому эффекту является токоподводиш;ий мундштук к устройствам для дуговой сварки плавяшимся электродом, содержащий корпус с установленным в нем на 1 езьбе нанравляюшим элементом, выполненным с каналом для направления плавящегося электрода, а также контактный наконеч 1ик с каналом для направлення плавящегося электрода, вынолнеиным эксцентричным относительно канала в нанравляюшем элементе.
Токоподводяший мундштук выполнен с регулированнем эксцентриситета между осями каналов для нанравления плавящегося электрода 4.
Однако известный мундштук не позволяет автоматически восстанавливать контакт между плавяшимся электродом и контактным наконечником. Контакт восстанавливается вручную после прекращения p iботы сварочного устройства за счет перезакрепления контактного наконечника.
Цель изобретеиия - улучшение условий эксплуатанни мундштука путем автоматического восстановления контакта между плавящимся электродом и контактным наконечником.
Для этого паиравляющий элемент выполнен в виде цилиндра с гладкой наружной повер:.хностью, установленного с возможностью осевого перемещения относительно корпуса и подпружиненного в тол: же направлен -.
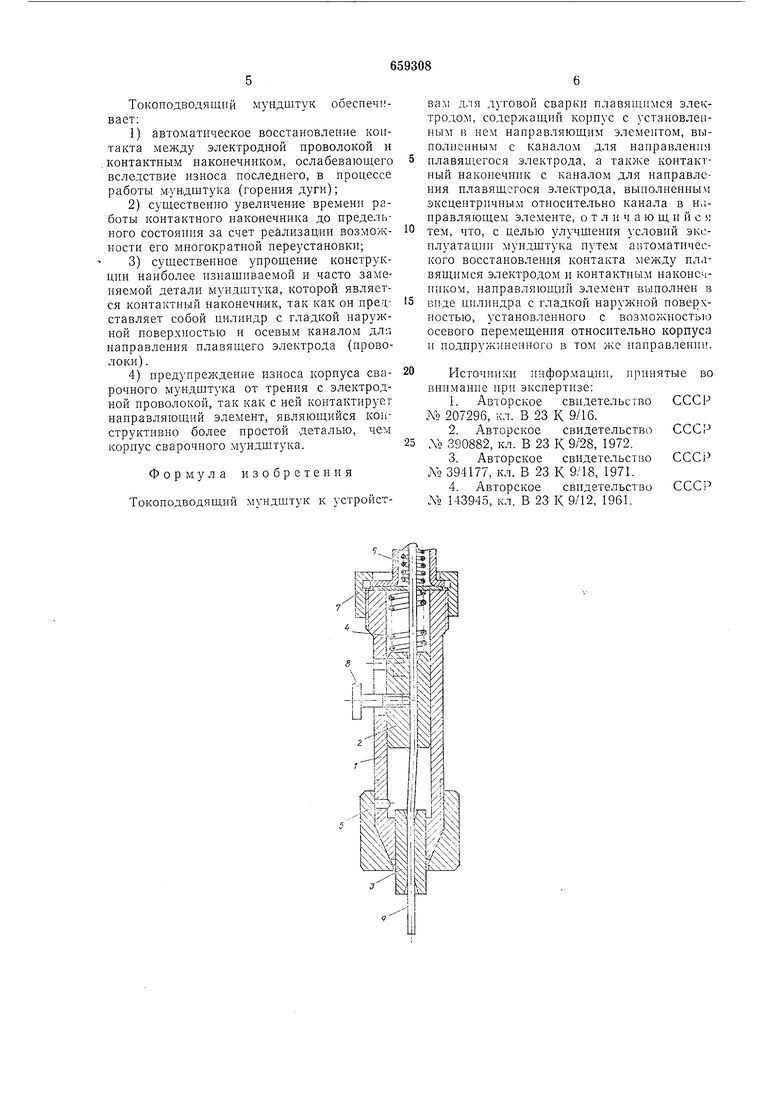
Иа чертеже изображен нредлагаемыЯ ТОКОПОДВОДЯШИЙ мундщтук, продольный разрез.
Сварочный мундщтук содержит кориус / с Зстановленным в нем направляющим элементом 2, вынолненным в виде цилиндра е гладкой наружной поверхностью, контактный наконечник 3 и нружину 4.
Корнус / представляет собой цилнндрическую гнльзу, передний конец которой выполнен в виде цанговой втулки с наружной конической иовер,хностью.
Цилиндрический контактный наконечник 3 выполнен с центральным прямолинейным сквозным каналом для нанравления плавкндегося электрода и крепится в цанговой втулке корнуса 1 с помощью гайки 5, наворачиваемой а корпус /.
Направляющий элемент 2 выполнен с
каналом для направлення плавящегос :
электрода, смещенным относительно оси сэмого элемента и оси канала в контактном
наконечнике 3.
Направляю щнй элемент 2 расположе.ч внутри корнуса / с возможностью осевого 1ереме цения относительно него.
Нружина 4 одним концом унипается з торец направляющего элемента 2, а другим - в патрубок 6, который с помощь ; накидной гайки 7 крепится к корпусу /.
Для перемещения направляющего элемента 2 в начальное верхнее положение и фиксации его в этом положении нри смене ко ггактного наконечника 3 в корпусе / выт „
полней 1-ооразныи наз, а направляющий элемент 2 снабжен винтом 8. Кроме того, винт 8 предотвращает вращение направляющего элемента 2 вокруг оси в процессе сварки. Позицией 9 обозначен плавящийся
электро.д,
Плавяпцшся электрод (нроволока) 9 проходит через каиалы в направляюще.м элементе 2 и контактном наконечнике 3 поступает в зону сварки; между напразляющим элементом 2 и контактным наконечником 3 плавящийся электрод (проволока) изгибается и за счет этого прижимается к контактному наконечнику 3 на входе и выходе из него.
В процессе сварки контактный наконечник 3 вырабатывается, при этом усилием пружины 4 нанравляющий элемент 2 сдвигается вниз в направлении контактного наконечника 3, « плавящийся электрод (проволока) поджимается к наконечнику 3, таким образом обеспечива:ется постоянный контакт между электродом и контактным наконечником 3.
При замене контактного наконечника ИРнравляющий элемент 2 с помощью винта о пО:Динмается в верхнее начальное положс П1е и фиксируется в этом положении винтом 8, который заходит в поперечную часть
Г-обоаз к-)0 паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к сварочным головкам и горелкам | 1978 |
|
SU740431A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Устройство для дуговой сварки плавящимся электродом с увеличенным вылетом электрода | 1975 |
|
SU582073A1 |
