на, а по линии, перпендикулярной направлению проката,- максимальна, так как плотность расположения зерен материала вдоль направления проката больше, чем в перпендикулярном направлении. Метка на образующей диска, пересекающаяся с диаметральной линией, совпадающей с направлением проката материала, показывает, что способность диска к короблению при изгибе в направлении, перпендикулярном указанном.у.
Изобретение относится к технологии приборостроения и мащиностроения и может быть использовано при изготовлении основы магнитного диска и других тонколистовых деталей.
Целью изобретения является повыщепие точности деталей из прокатанного материала за счет уменьщения их коробления в резуль- Т ате обработки.
На фиг. 1 показана схема установки
основы магнитного диска на вакуумную план- ю минимальная. Совмещение меток на обра- щайбу; на фиг. 2 - вид А на фиг. 1.зующих планщайбы и диска приводит к тоПеред установкой диска 1 для обработки му, что после обработки одного торца дис- торцовой поверхности на образующую план- ка коробление его минимально. Установка щайбы 2 наносят метку 3 в месте максималь- диска для обработки второго торца по мет- ного значения торцового биения, а на обра- кам, т.е. на то же самое место обратной зующую диска наносят метку 4, пересека- 15 стороной, приводит к тому, что после об- ющуюся с диаметральной линией в направлении проката материала. При установке диска на планщайбу метки 3 и 4. совмещают. В процессе токарной обработки диска с учетом торцового биения планщайбы глубина резания в месте максимального значения биения планщайбы максимальна. Следовательно после обработки диска глубина дефектногоСпособ установки деталей типа диска при
слоя и возникшие внутренние напряжения обработке торцов, заключающийся в том, максимальны в месте максимального аначе- что деталь устанавливают на планшайбу ПИЯ торцового биения планшайбы. Возник- 25 так, что ось детали совпадает с осью план- шие внутренние напряжения стремятся изо- шайбы, отличающийся тем, что, с целью погнуть диск, причем наибольшим образом в вышения точности деталей из прокатанного .месте максимального значения биения план- материала за счет уменьщения их коробле- шайбы. Заготовка, полученная из прокатанно- ния, на образующую планшайбы наносят го материала, обладает разной жесткостью метку в месте максимального значения тор- при изгибе диска по линии диаметра, совпада 30 цового биения, а на образующую детали на- ющей с направлением проката, и по линии носят метку, пересекающуюся с диаметраль- перпендикулярной направлению проката, при- ной линией в направлении проката мате- чем при изгибе по линии, совпадающей с риала, которую при установке детали совме- направлением проката, жесткость минималь- щают с меткой на образующей планшайбы.
20
работки второго торца деформация, возникающая в результате обработки, компенсирует деформацию при обработке -первого торца диска.
Формула изобретения
на, а по линии, перпендикулярной направлению проката,- максимальна, так как плотность расположения зерен материала вдоль направления проката больше, чем в перпендикулярном направлении. Метка на образующей диска, пересекающаяся с диаметральной линией, совпадающей с направлением проката материала, показывает, что способность диска к короблению при изгибе в направлении, перпендикулярном указанном.у.
минимальная. Совмещение меток на обра- зующих планщайбы и диска приводит к тому, что после обработки одного торца дис- ка коробление его минимально. Установка диска для обработки второго торца по мет- кам, т.е. на то же самое место обратной стороной, приводит к тому, что после об- Способ установки деталей типа диска при
работки второго торца деформация, возникающая в результате обработки, компенсирует деформацию при обработке -первого торца диска.
Формула изобретения
Фиг./
Составитель А. Шубин
Техред И. ВересКорректор Г. Решетник
Тираж 976Подписное
ВНИИПИ Гоеударственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
(Риг. 2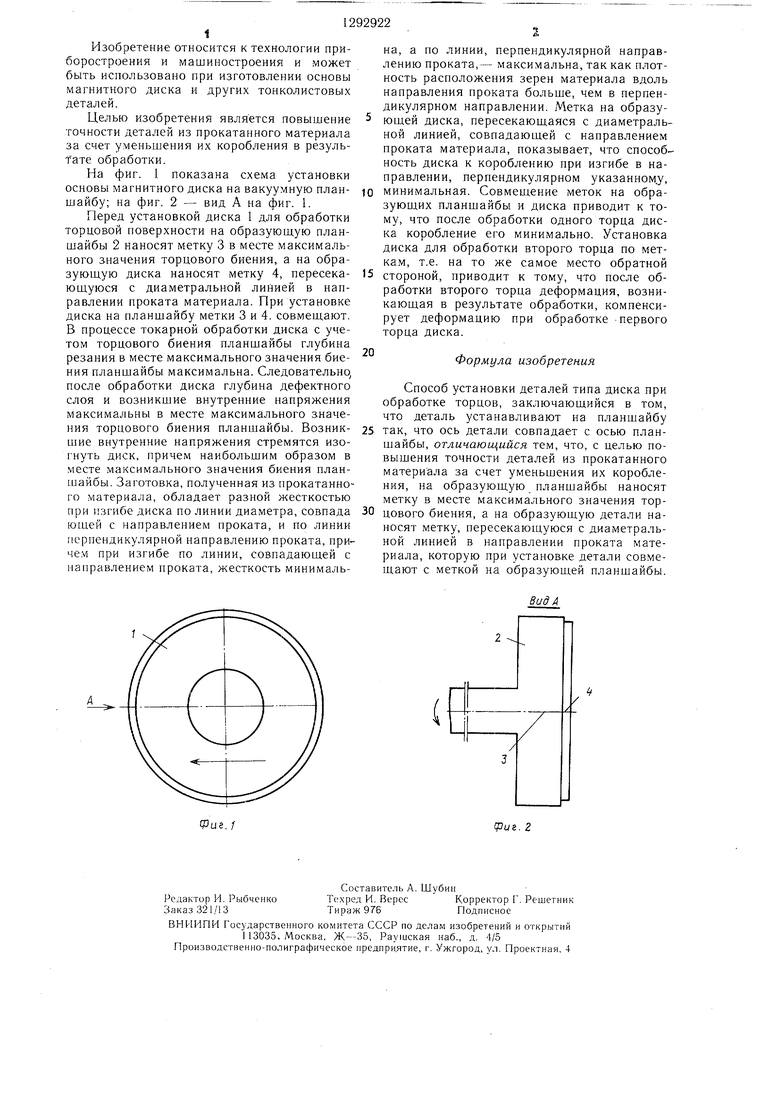
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основы магнитного диска | 1987 |
|
SU1569080A1 |
| Способ правки деталей типа дисков | 1984 |
|
SU1215790A1 |
| Устройство для одновременной обработки фасок | 1982 |
|
SU1057185A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Способ сборки цилиндрических деталей | 1985 |
|
SU1283014A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| Способ изготовления основы магнитного диска | 1986 |
|
SU1425775A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |
Изобретение относится к технологии приборостроения и машиностроения. Целью изобретения является повышение качества изготовления основы магнитны.х дисков путем уменьшения их коробления. В процессе обработки деталь устанавливают на планшайбу так, что ось детали совпадает с осью планшайбы, на образуюш.ую планшайбы наносят метку в месте максимального значения торцового биения, а на образующую детали наносят метку, пересекаюш,у- юся с диаметральной линией в направлении проката материала, которую при установке детали совмешают с меткой на обра- зуюшей планшайбы. 2. ил. ISD со ю со N3 N3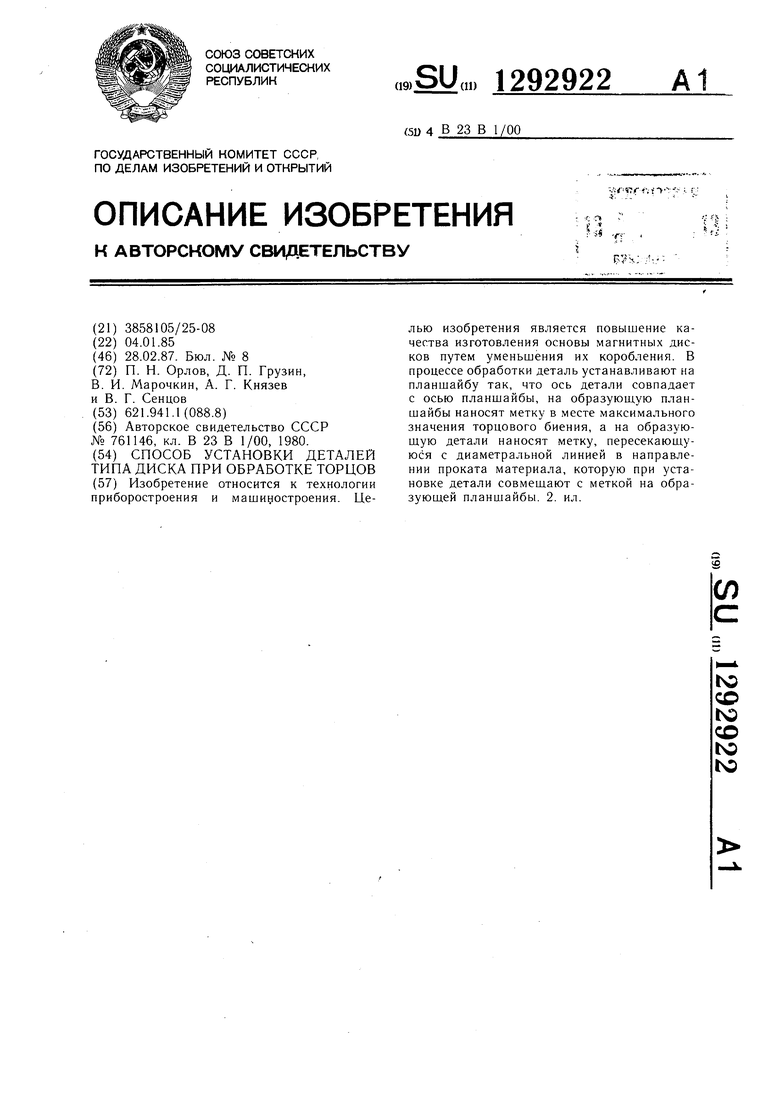
| Авторское свидетельство СССР № 761146, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
