Изобретение относится к машиностроению и может быть использовано для одновременной обработки фасок кольцевых деталей, где данная операция выполняется раздельно от других токарных операций. Известно устройство для одновременной обработки внутренних фасок, состоящее из оправки, в которой на оси установлен инструмент, выполненный в виде скобы с двумя встречно направленными лезвиями, и приспособления для установки заготовки 1. Недостатком устройства является достаточно большое время обработки, так как технологические переходы обработки выполняются последовательно. Кроме того, устройство применимо лишь при обработке фасок отверстия. Цель изобретения - повышение производительности обработки путем устранения затрат времени на особую подачу инструмента и расширение технологических возможностей путем обеспечения условий для обработки наружных и внутренних фасок детали одновременно. Указанная цель достигается тем, что в устройстве для одновременной обработки фасок кольцевых деталей, содержащем приспособление для установки заготовки, зажимной патрон и шарнирно закрепленный на оправке режуший блок, приспособление для установки заготовки выполнено в виде планшайбы с кронштейнами, установа в виде магнита, размещенного на режущем блоке, тяги, один конец которой шарнирно соединен с установом и подпружинен относительно одного из кронштейнов, а -другой конец связан с другим кронштейном посредством введенной в устройство серьги, и груза с магнитным установом, размещенного в месте соединения тяги и серьги. На фиг. 1 изображено устройство в исходном положении, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - рабочее положение подвижных элементов устройства. Устройство для одновременной обработки фасок содержит планшайбу 1, закрепленную на шпинделе 2 токарного станка 3. На планшайбе 1 закреплена оправка 4, соосная шпинделю 2, и кронштейны 5 и 6. В оправке 4 выполнен паз 7, в котором шарнирно на оси 8 установлена двухплечевая резцедержка 9, несущая на концах два разносторонне ориентированных двухлезвийных блока 10 и 11, закрепленных винтами 12. Лезвия 13 блоков 10 и 11 расположены параллельно оси О-О оправки 4 и пред назначены для обработки фасок отверстия детали 14, а лезвия 15 расположены перпендикулярно лезвиям 13 и предназначены для обработки наружных фасок детали 14. На конце резцедержки 9, обращенном к планшайбе 1, закреплены на магнитонепроводяшей прокладке 16 магнитный установ 17, имеющий проушину 18, в которой шарнирно.на оси 19 установлена тяга 20. Своим вторым концом тяга 20 шарнирно связана с осью 21, которая закреплена на одноплечем рычаге 22, смонтированном на оси 23 в пазу 24 кронштейна 6. Поворот рычага 22 ограничен упорами 25 и 26. На оси 21 с двух сторон от тяги 20 закреплены грузы 27, к которым присоединены- магнитные установки 28, имеющие выступы 29, поверхности которых расположены касательно к наружной поверхности детали 14. Торцовые поверхности 30 установов 28 и торец 31 магнитного установа 17 расположены в общей плоскости, перпендикулярной оси планщайбы 1 и удаленной от оси 8 на величину h/2, где h - толщина детали 14. Полярностимагнитных установов 17 и 28 расположены последовательно, их силовые линии проходят от N к S установа 28, сквозь грузы 27, ось 21, тягу 20, ось 19, от N к S установа 17 и деталь 14,образуя замкнутую силовую цепь, сила притяжения которой достаточна для удержания детали 14, но позволяет удалять ее вручную. Посредством отверстия 32 с тягой 20 соединена пружина 33, второй конец которой штифтом 34 закреплен в кронштейне 5. Последний выполняет также функцию противовеса кронштейну 6 и грузам 27. Усилием пружины 33 рычаг 22 прижат в исходном положении у упору 25, обеспечивая расположение торцов поверхности 30 и торца 31 магнитных установов 17 и 28 в общей плоскости. Зажимной патрон 35 закреплен неподвижно на задней бабке станка 3 (не показана) и соосно планшайбе. Кулачки 36 патрона 35 удалены от торцов кронштейнов 5 и 6 на зазор Дг и выполнены высотой hj, достаточной для размешения детали 14 в зазоре Д между торцами резцедержки 9 и патрона 35. Работа устройства осуществляется следующим образом. В исходном положении (фиг. 1) резцедержка 9 с, блоками 10 и 11 расположена перпендикулярно планшайбе 1, грузы 27 приближены к оси планшайбы 1, пружина 33 сжата, рычаг 22 контактирует с упоро.м 25, кулачки 26 раскрыты (положение 1). Деталь 14 помещают в зазор Ла проводят над блоком 10 и резцедержкой 9 до контакта с установами 17 и 28 и выступами 29, на которых деталь 14 удерживается притяжением магнитов. Кулачками 36 деталь 14 зажимают и центрируют, и включают вращение планшайбы 1. За время разгона планшайбы 1 действием центробежной силы грузы 27, преодолевая усилие пружины 3.3, поворачивают рычаг 22 и посредством тяги 20 поворачивают также резцедержку 9 с блоками 10 и 11 до сближения последних с кромка1 1и детали 14. При этом магнитные уста новы 17 и 28 отводятся от торца детали 14, освобождая кромки детали- 14 для прохода к ним блока 11. При достижении планшайбой 1 номинальной частоты вращения лезвия блоков 10 и II осуществляют одновременную обработку четырех фасок на детали 14, что совершается за время, необходимое для того, чтобы действием центробежной силы грузов 27 рычаг 22 повернулся до упора 26. При включении вращения планщайбы 1 за время ее торможения пружина 33 возвращает подвижные части устройства в их исходное положение,после чего кулачки 36 разжимают и обратанную деталь 14 удаляют, заменяя ее новой. Цикл повторяется. Предлагаемое устройство позволяет использовать время разгона и торможения шпинделя для позиционирования инструмен та перед обработкой фасок и возврата его в исходное положение, повыщая тем самым производительность обработки.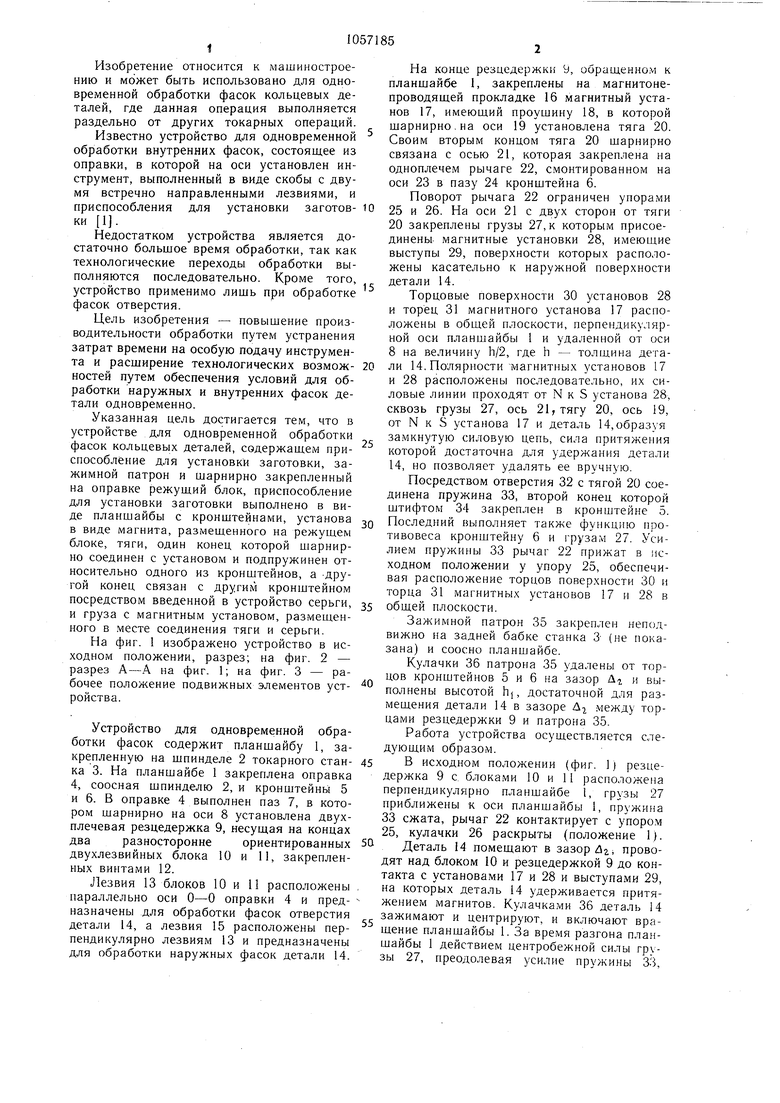

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Устройство для чистовой обработки поверхностей | 1978 |
|
SU707784A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| Стенд для испытания износостойкости деталей поворотных устройств управляемых колес автомобиля | 1958 |
|
SU116535A1 |
| Комбинированный многошпиндельный станок | 1974 |
|
SU511209A1 |
| Устройство для механической обработки пластмассовых деталей | 1987 |
|
SU1479298A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |

УСТРОЙСТВО ДЛЯ ОДНОВРЕ.НЕННОЙ ОБРАБОТКИ ФАСОК кольцевых деталей, содержаи ее приспособление для установки заготовки, зажимной патрон и шарнирно закрепленный на оправке режуидий б.пок, отличающееся те.м, что, с целью повышения производите.:1ьности обработки при рас пирении технологических возможностей, приспособление для установки заготовки выполнено в виде планшайбы с кронштейнами, установа в виде магнита, размещенного на блоке, тяги, один конец которой шарипрпо сое.чинеп с установом и подпружинен относительно од 1О1о из кронштейнов, а другой конец связан с другим крошнтейном посредством введенной в устройство серьги, и грузи с магнитным устройством, размешенного н месте соединения тяги и серьги. (Л с: ел 00 СП
фаг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для одновременной обработки двух внутренних фасок | 1979 |
|
SU884877A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
