4 N9 СЛ
s|
р1
Изобретение относится к обработке металлов давлением и может быть применено при производстве основы магнитного диска преимущественно из дуралюминиевого сплава. .
Цель изобретения - повьшение каче |Ства диска путем уменьшения его ко- 1робления при обработке. I На чертеже изображена схема обка- |тывания заготовки основы магнитного риска.. .
I Способ осуществляют следующим об- |разом.
Исходная заготовка, полученная вы рубкой из прокатанного дуралюминиевого листа, передается на токарный згчасток. Заготовку устанавливают на оправкеjroKapHoro станка, например, Ь одели 16К20, Осуществляют обка- гывание ее торцовых -поверхнос- |тей . двумя шариками, располо- ркенными оппоэитивно с двух ;сторон заготовки. Силу прижатия шариков к поверхностям заготовки наз- качают из условия деформации (степе- |ни деформации). Уменьшение толщины обкатываемого диска должно быть не более 1/3 величины припуска на механическую обработку. При этом обкаты- ;Вание производят на глубину пластического деформированного слоя, пре- выйающую припуск на механическую обработку. Так при припуске на механическую обработку, равном 0,2 мм на сторону, шарик вдавливается на глубину 0,07 мм. При таком режиме обкаты- вания глубина пластически деформированного слоя составляет 0,3 - 0,4 мм что превышает величину припуска на предварительную и окончательную меха ническзпо обработку торцов диска.
Скорость вращения шариков определяют экспериментальным , так при диаметре шарика d 5 мм, ско- рость его вращения составляет V 800 Об/мин.
Подачу шарика к заготовке назначают из учета получения необходимой шероховатости обработки диска и из условий получения максимальной однородности поверхностного слоя диска . „в радиальном направлении. После обкатывания диска производят терморихто- вание его в приспособлении, обеспе™
чивающем фиксагшю диска в плоском состоянии. Нагрев при терморихтова- нии осуществляют до температуры рекристаллизации сплава Д16МП 400 - . В результате терморихтования диска происходит его выравнивание и снятие внутренних напряжений. После терморихтования производят обработку внешних и внутренних кольцевых поверхностей диска на специальном токарном станкеi С этой целью диск закрепляют на вакуумной планшайбе и отрезным резцом выравнивают его размеры, затем осуществляют алмазное течение торцовых поверхностей диска на специальном токарном станке модели Ж 6512, диск закрепляют на вакуумной планшайбе и обрабатьгеа- ют его торцы алмазным резцом при следующих режимах: частота вращения диска h 1700 об/мин, подача резца S 28 мкм/об, глубина резания t 5-25 мкм.
Благодаря стабильности механических свойств поверхностей заготовки диска, процесс алмазного точения торцовых поверхностей основы магнитного диска протекает стабильно, с постоянной силой резания, что исключает возникновение разных по величине и направлению внутренних напряжений, приводящих к короблению основы магнитного диска.
Преимуществом предлагаемого способа изготовления основы магнитного диска является повьш1ение качества изготовления дисков и снижение процента брака за счёт уменьшения их коробления.
Фор м у ла изобретения г- -.
Способ изготовления основы магнитного диска преимущественно из дюралюминиевого сплава, включающий вырубку заготовки, терморихтование и механическую обработку диска, отличающийся тем, что, с целью повьшзения качества диска путем уменьшения его коробления, перед тер- морихтованием торцовые поверхности диска обкатывают на глубину пластического деформированного слоя, превышающую припуск на механическую обработку.
,ЗаготоВкл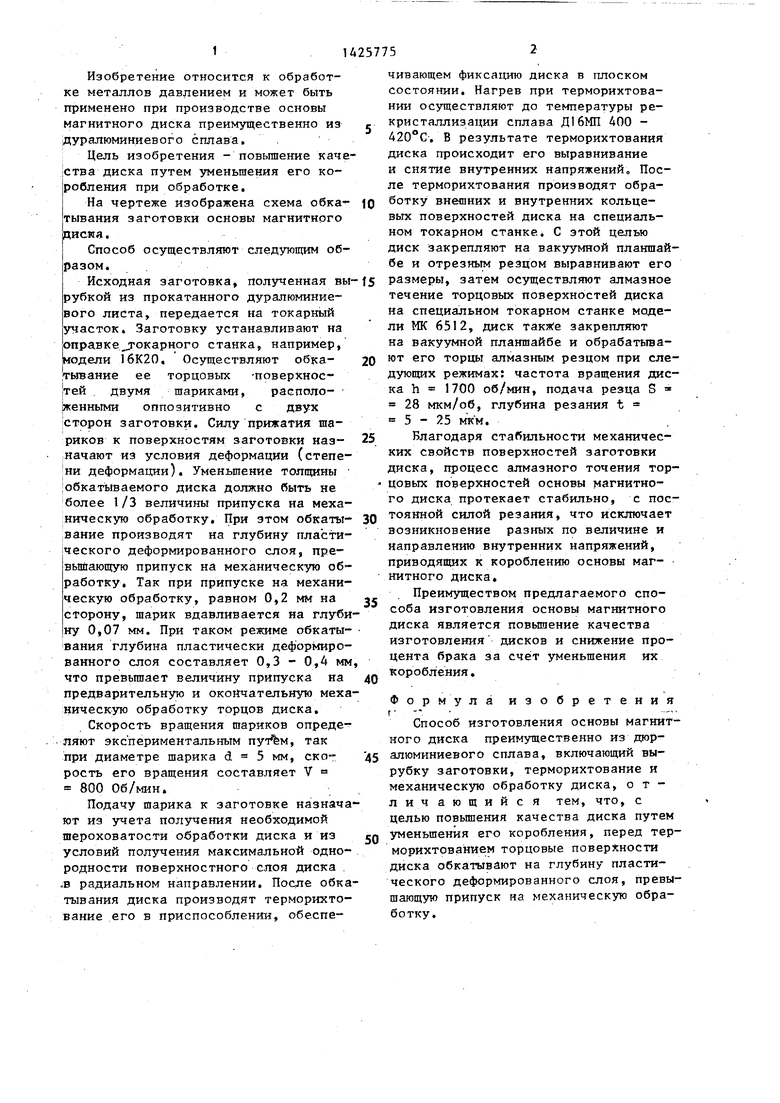
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2014 |
|
RU2554142C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347664C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2007 |
|
RU2347665C1 |
| Способ поверхностной обработки деталей | 1990 |
|
SU1750933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ С КРУГЛЫМ ПОПЕРЕЧНЫМ ПРОФИЛЕМ | 2007 |
|
RU2337804C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при производстве основы магнитного диска преимущественно из дур алюминиевого сплава. Цель - повышение качества диска путем уменьшения его коробления при обработке. Заготовка вырубается из листа дуралю- миниевого сплава, обкатывается на специальном токарном станке шариковой оправкой по ее торцовым поверхностям. Обкатывание заготовки производят на глубину пластического деформированного слоя, превышающую припуск на механическую обработку. Заготовка терморихтуется с предварительным нагревом до температуры рекристаллизации, и механически обрабатывается. Затем проводят окончательное алмазное точение диска. Способ позволяет отформовать на поверхности основы магнитного диска однородный поверхностный слой, исключить остаточную деформацию диска, свяяан- ную с анизотропией механических свойств исходного прокатанного листа. 1 ил. I л
6Ji
О
1f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
