Изобретение относится к машиностроению и приборостроению и может применяться в основном, в процессах серийной и массовой сборки цилиндрических деталей по соосно расположен- ным резьбовым, центрирующим цилиндрическим поверхностям до упора деталей в торцы, показателем качества соединения которых является величина радиального биения места их стыка, проверяемого относительно крайних сечений полученной сборки при ее вращении. Радиальное биение обычно еле- дует минимизировать.
Цель изобретения - повышение точ- ности сборки за счет обеспечения гарантированной минимизации величины перекоса осей свинченных деталей, определяемого по наличию радиального биения места их стыка.
Поставленная цель достигается тем что в деталях измеряют величину торцового биения и фазовый угол его расположения относительно начала захода резьбы, детали нумеруют, подбирают в пары с возможностью одинаковой величиной торцового биения, на резьбовую поверхность одной из деталей пары устанавливают промежуточное кольцо- компенсатор с гладкой внутренней по- верхностью и параллельньми торцами, высоту h (мм) которого рассчитывают по формуле
h t
где t - шаг резьбы, мм;
п - количество витков резьбы (зависит от выбранной предварительно, исходя из конструктивных соображений, 40 высоты кольца-компенсатора , и равно целому от деления и„ .g/t,T.e,
п
(целое
Ср, и - фазовые углы расположения точек максимумов, минимумов торцовых биений свинчиваемых деталей относительно общего начала за- ходы резьбы, градусы; и свинчивают со второй деталью пары до упора в торгцз промежуточного кольца. В результате в полностью свинченном соединении обеспечивается расположе- ние точек максимального (минимального) биения диаметрально противоположное друг другу, чем достигается взаfO
5 20
, -30
25
35
, 40
45
5055 имная компенсация торцовых биений и минимизация величины перекоса осей свинченных деталей, а следовательно, и величины радиального биения.
На фиг. 1 показана схема сборки свинчиванием и схема образования радиального биения 2Б соединения,возникающего как следствие наличия торцовых биений Tj и Т деталей; на фиг.2- то же, при условии отсутствия радиального биения сборки (если Т,1 и торцовые биения находятся в противо- фазе по отношению друг к другу); на фиг. 3 - схема измерения фазовых углов cf, и расположения торцовых биений Т, и Tj по отношению к общему началу захода резьбы деталей, необходимого для реализации условий, изображенных на фиг. 2.
Способ осуществляется следующим образом.
Цилиндрические детали 1 и 2, поступившие на сборку, аттестуют по величине торцового биения и величине фазового угла расположения максимума (минимума) торцового биения относительно начала захода резьЗы детали. Торцовое биение определяют по известной схеме контроля. При этом маркируют положение точки его максимума (минимума).
Начало захода резьбы определяют, например, путем свинчивания измеряемой детали с эталоном контрдетали, в котором путем точных измерений установлена и зафиксирована маркировкой точка начала захода его резьбы. Точка начала захода резьбы эталона, .в свою очередь, должна являться началом круговой градусной шкалы,расположенной на наружной цилиндрической поверхности эталона у места стыка его с измеряемой деталью. В свинченной паре деталь - эталон точки качала захода резьбы совпадают, что дает возможность по градусной шкале определить фазовый угол расположения точки максимума (минимума) торцового биения в детали по ее метке. Каждую аттестованную деталь 1 и 2 маркируют порядковым номером и складируют. После этого детали 1 и 2 комплектуют в пары с возможно одинаковой величиной торцового биения и полученные комплектования тем или иным способом фиксируют (запоминают).
По формуле (1) в зависимости от измеренных фазовых углов определяют
высоту промежуточного кольца-компенсатора с гладкой внутренней поверхностью и параллельншот торцами.Берут детали 1 и 2 пары, на наружную резьбу одной из деталей пары устанав ливают кольцо-компенсатор 3, и свинчивают эту деталь со второй деталью до упора в Topiflii кольца-компенсатора
Полученные соединения подвергают контролю на наличие радиального биения 26 места стьжа.
Формула изобретения
Способ сборки цилиндрических де- талей, например соосно закрепленных
посредством резьбы валов, заключающийся в замере собираемых деталей, их маркировке и подборе детали-компенсатора, отличающийся тем, что, с целью обеспечения соосности собираемых деталей, определяют точки наибольшего или наименьшего отклонений от перпендикулярности торцов и измеряют угол между диаметром расположения указанных точек и диаметром расположения начала резьбы, после чего подгоняют деталь-компенсатор по высоте из условия диаметрального расположения указанных наи- больигего или наименьшего отклонений собираемых деталей.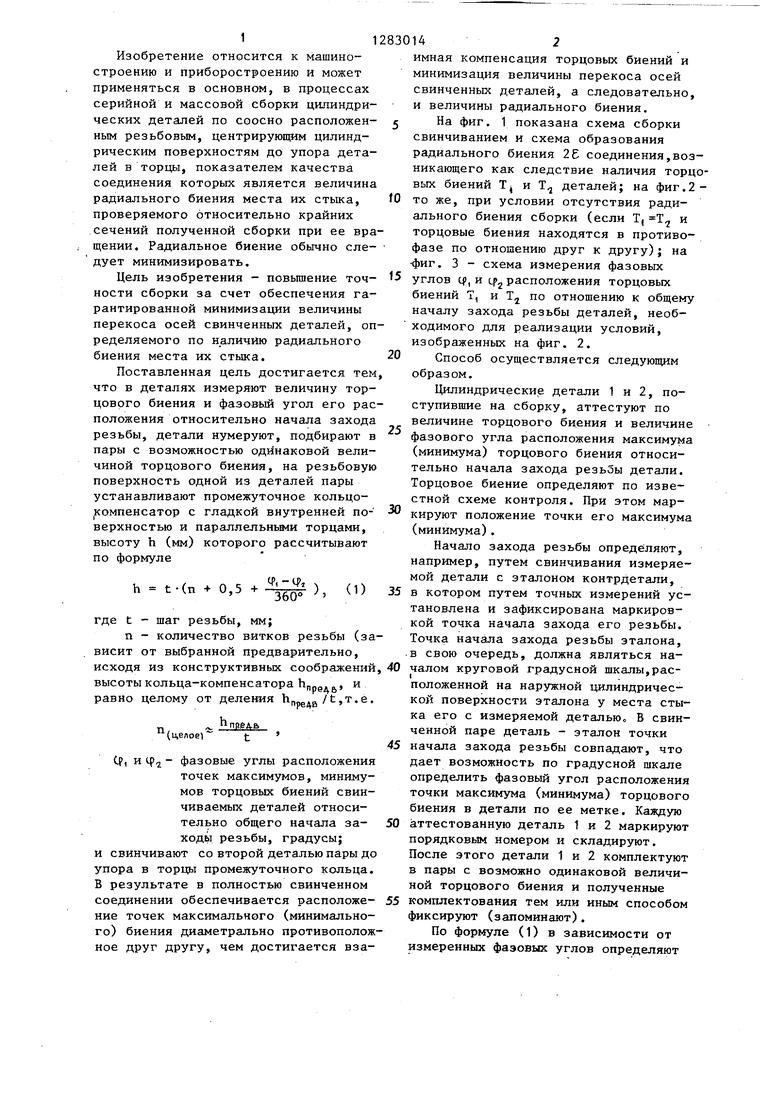

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки внутренних колец подшипников качения с цапфами осей и валов | 1980 |
|
SU941729A2 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| СИСТЕМА ЛИКВИДАЦИИ НЕГЕРМЕТИЧНОСТИ ОБСАДНЫХ КОЛОНН | 2016 |
|
RU2635805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| Способ центрирования заготовок и устройство для его осуществления | 1986 |
|
SU1530337A1 |
| МНОГОГАРМОНИЧЕСКОЕ ИСПРАВЛЕНИЕ ОДНОРОДНОСТИ ШИНЫ | 2006 |
|
RU2382703C1 |
| СВИНЧИВАЕМЫЙ, ПРИВОДИМЫЙ В ДЕЙСТВИЕ НАПОРНЫМ СРЕДСТВОМ РАБОЧИЙ ЦИЛИНДР С ЗАПОРНЫМИ ДЕТАЛЯМИ ДЛЯ ПРИСОЕДИНЕНИЯ ЦИЛИНДРИЧЕСКОЙ ТРУБЫ | 1997 |
|
RU2150615C1 |
| Сборочно-захватное устройство | 1987 |
|
SU1468743A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |

Изобретение относится к машиностроению и приборостроению и может применяться для повьпвения точности собираемых изделий путем уменьшения перекоса осей свинчиваемых деталей. Изобретение позволяет осуществлять сборку цилиндрических деталей, например соосно закрепленных посредством резьбы валов, путем замера, собираемых деталей, их маркировки и подбора детали-компенсатора с последующим определением точки наибольшего и наименьшего отклонений от перпендикулярности торцов, измерением угла меж диаметром расположения указанных точек и диаметром расположения начала резьбы, после чего подгоняют деталь-компенсатор по высот ; из условия диаметрального расположения указанных наиболывих или наименьших отклонений собираемых деталей. 3 ил. i (Л
5Л
Точна наиб, гпорцебого биения дет. 2
Общее начало резьбы деталей.
(Puz.3
Редактор Т. Парфенова
Составитель А. Коротков
Техред И.Попович Корректор А. Обручар
Заказ 7337/10Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб, д. 4/5
Производственно-полиграфическое предприятие, г„ Ужгород, ул. Проектная, 4
| Способ комплектования деталей при сборке прецизионных пар | 1977 |
|
SU632539A1 |
| БалакЬин B.C | |||
| Основы технологии машиностроения | |||
| М.: Машиностроение, 1969, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
