Изобретение относится к металлообработ- lie и может быть использовано для точной установки деталей на станках с автоматической установкой и зажимом детали.
Цель изобретения - повышение надеж- liocTH работы посредством устранения распорных усилий при снятой с оправки детали.
На чертеже изображена оправка, разрез.
Оправка содержит кониаеский переходник 1,на котором смонтирован полый корпус 2 с размещенной на нем тонкостенной упругой втулкой 3. Внутри корпуса 2 расположен ступенчатый плунжер 4. Полость корпуса 2 заполнена гидропластмассой 5. Соосно с корпусом 2 расположен прижимной элемент в виде стакана 6, в котором СООСНО установлены ступенчатая втулка 7 и толкатель 8 осевого переменде- нин друг относительно друга. Полость в стакане 6 заполнена гидропластмассой 9.
Оправка работает следующим образом.
Обрабатываемую деталь устанавливают (вручную или автоматически) на тонкостенной втулке 3 оправки при отведенном стакане 6, закрепленном на пиноли задней бабки (не показана). При зажиме дета.ли втулка 7 подводится к торцу детали и останавливается, а стакан 6 продолжает перемещаться и перемещает толкатель 8, который перемещает ступенчатый плунжер 4, при этом зажим детали происходит и по
диаметру за счет деформации упругой втулки 3, и по торцу за счет усилия, передаваемого стаканом 6 через втулку 7.
При отсутствии детали рабочее давление в полостях не создается ввиду свободного перемещения втулки 7. Регулировку
крайнего положения стакана 6 необходимо производить с помощью перемещения задней бабки.
Формула изобретения
Оправка, содержащая прижимной элемент и заполненный гидропластмассой полый корпус с размещенным в нем ступенчатым плунжером, отличающаяся тем, что, с целью повышения надежности закрепления, прижимной элемент выполнен в виде заполненного гидропластмассой стакана, в полости которого СООСНО установлены с возможностью перемещения относительно друг друга ступенчатая втулка и толкатель, причем торец толкателя предназначен для взаимодействия с торцом плунжера оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1989 |
|
SU1653906A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство Дундича В.И. для демонтажа деталей типа втулок больших диаметров | 1990 |
|
SU1738586A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Задняя бабка токарного станка | 1986 |
|
SU1313564A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ДЕТАЛИ НА СТАНКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2725934C1 |
| ПОВОДКОВОЕ УСТРОЙСТВО | 2005 |
|
RU2294818C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Оправка | 1979 |
|
SU869998A1 |
| Шпиндельная головка для одновременной обработки концов валов | 1985 |
|
SU1353583A1 |
Изобретение относится к металлообработке и может быть использовано для точной установки деталей на станках с автоматической установкой и зажимом детали. Изобретение повьЕшает надежность закрепления посредством устранения распорных усилий при снятой с оправки детали. Оправка содержит заполненный гидропластмассой 5 полый корпус 2 с размещенным в нем ступенчатым плунжером 4 и прижимной элемент, выполненный в виде заполненного гидропластмассой 9 стакана 6, в полости которого соосно установлены с возможностью взаимного перемещения ступенчатая втулка 7 и толкатель 8, торец которого предназначен для взаимодействия с торцом плунжера 4 оправки, обеспечивая закрепление детали. 1 ил. ьо со го со оэ О5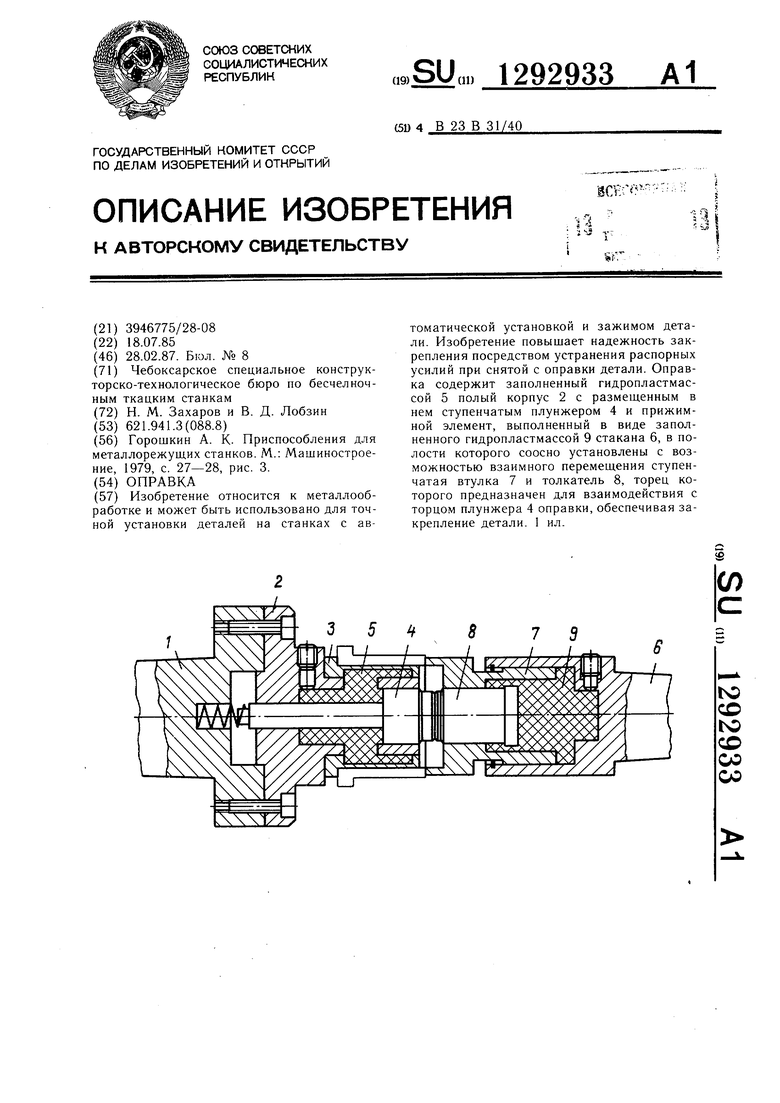
| Горошкин А | |||
| К | |||
| Приспособления для металлорежущих станков | |||
| М.: Машиностроение, 1979, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
