ния попадания продуктов резания (стружки СОЖ) в полость шпинделя. В процессе работы шпиндельной головки нажимная втулка 21 взаимодействует с нажимной шайбой 12, передавая усилие, необходимое для разжима цанг 7 через плунжеры 11 на втулки 8, скрепленные с цангой штифтом 9. Заготовка 19 подается в шпиндельную головку. Перемещаясь в полости шпинделя 2, заИзобретение относится к станкостроению и может быть использовано при обработке конусов валов с двух сторон одновременно.
Цель изобретения - повьштение надежности работы шпиндельной головки путем исключения попадания продуктов (стружки СОЖ) в полость шпинделя.
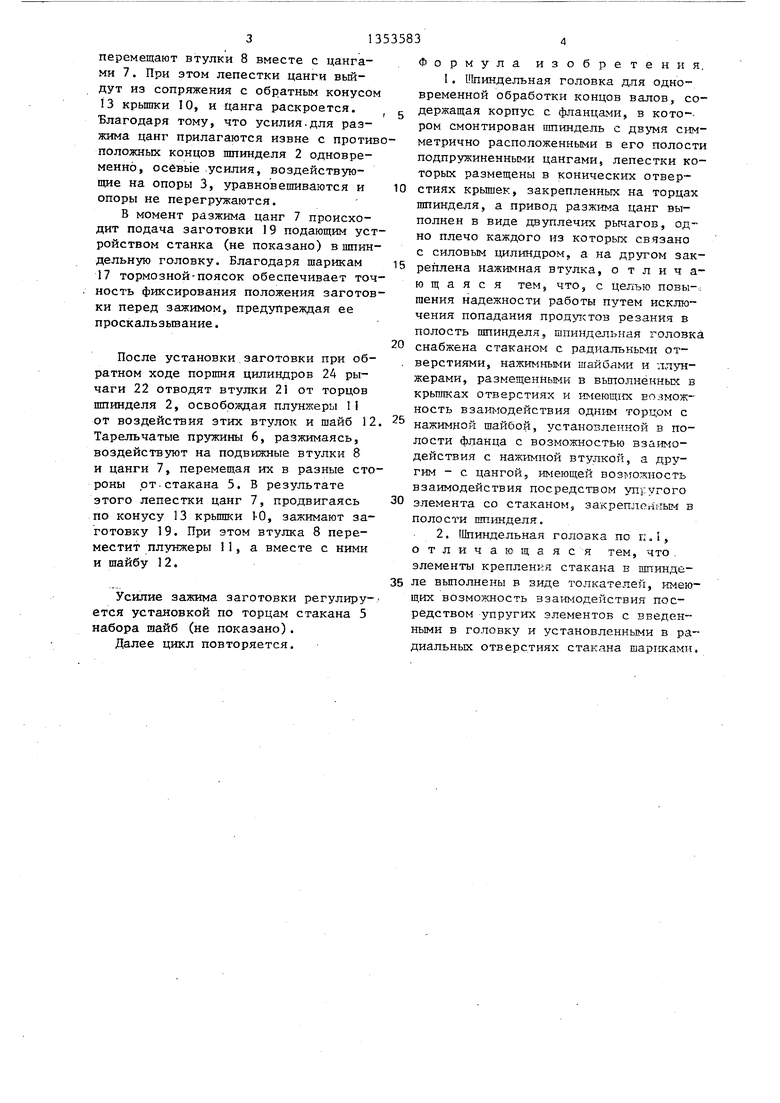
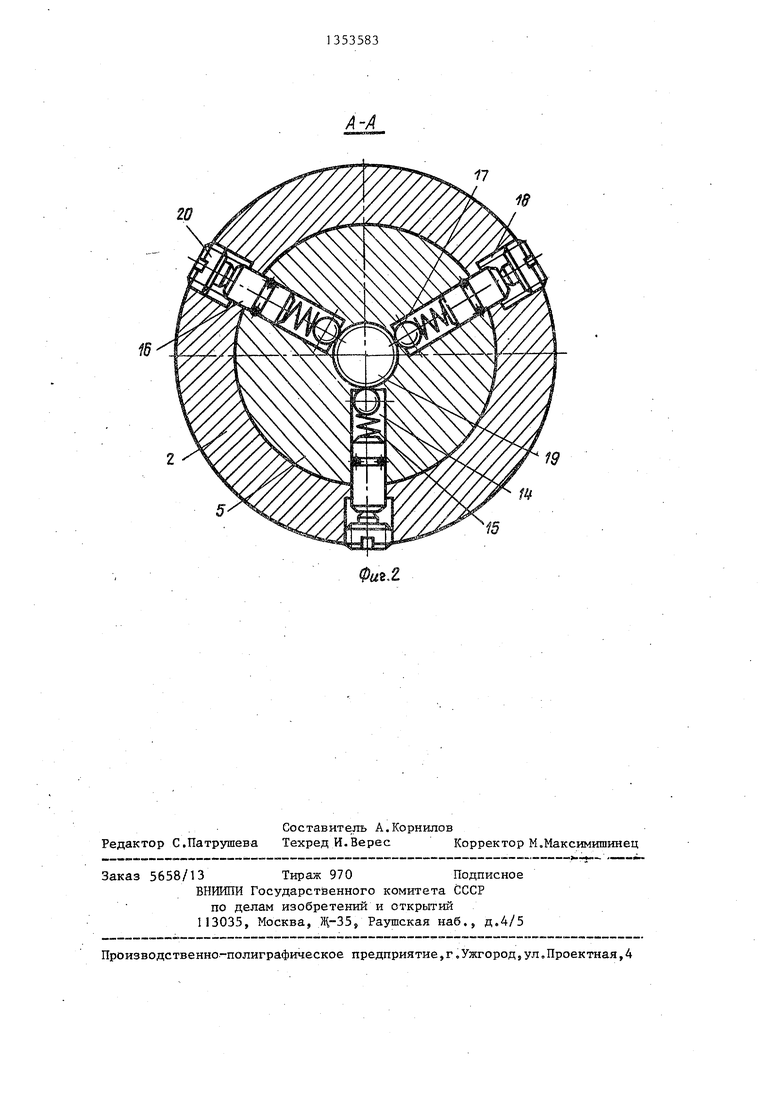
На фиг.1 изображена предлагаемая головка, общий вид; на фиг.2 - разрез А-А на фигд1 о
Шпиндельная головка содержит корпус 1 со шпинделем 2 установленным на опорах 3. На шпиделе 2 жестко закреплено приводное зубчатое колесо 4.
В полости .шпинделя 2 размещен цан- говьй зажим, выполненньм в виде закрепленного в шпинделе 2 стакана 5, в торцы которого упираются тарельчатые пружины 6. В торцах шпинделя 2 размещены Цанги 7, установленные в подвижных втулках 8. Цанги 7 жестко соединены с втулками В, штифтом 9 и вместе с ними упираются торцами в пружины 6.
В торцах шпинделя 2 жестко закреплены крьшпси 10, снабженные подвижными плунжерами 11, которые могут упираться в торец втулки 8 или в нажимную шайбу 12 попеременно. В крьш1- ках 10 также имеется по отверстию 13 в виде обратного конуса которые предназначены для зажима в них цанг 7.
В средней части стакана 5, вдоль его периметра вьтолнены три отверстия 14, в которых размещены поджатые пружинами 15 толкатели 16 и шарики 17 (фиг.2). При этом толкатели 16 входят частично в отверстия 18 шпинготовка контактирует с шариками 17, подпружиненными пружинами 15 относительно толкателей 16 и затормаживается, обеспечивая точность фиксирования заготовки. Нажимная втулка. 21 отводится от нажимной шайбы 12 и посредством упругих элементов 6 осуществляется зажим цанг в крьшпсах 10. Производится обработка заготовок. 1 з.п. ф-лы, 2 ил.
деля 2, соосные с отверстиями 14, жестко соединяя шпиндель 2 со стаканом 5. Шарики 17 образуют тормозной поясок, благодаря которому во время подачи в шпиндель 2 заготовки 19 происходит торможение ее, т.е. гасится инерция заготовки. Перемещение толкателя 16 и усилие торможения шарика 17 регулируется пробками 20. Узел разжима цанг выполнен в виде расположенных по обе стороны от шпинделя двух нажимных втулок 21, каждая из которых закреплена на консоли двуплечего рычага 22, закрепленного на опоре 23 и имеющего привод от силового цилиндра 24.
Нажимная втулка 21 расположена со- осно шпинделю 2 и нажимной шайбе 12. Нажимная шайба 12 установлена плава- ющей в отверстие фланцев 25 и предназначена для ограничения осевого перемещения плунжеров 11 и равномерного распределения на них усилия дпя разжима цанги 7.
Силовые цилиндры 24 имеют общий привод от гидростанции (не показан) и срабатьшают синхронно.
Шиндельная головка работает следзпощим образом. I
Шпиндель вьпслючен. При перемещении поршня силового цилиндра 24 в бесштоковую полость, его шток увлекает за собой рь1чаг 22. Последний,
поворачиваясь вокруг опоры 23, перемещает в осевом направлении по от- ношению к шпинделю 2 втулку ,21, которая через нажимную шайбу 12 воздействует на плунжеры 11. Преодолевая
сопротивление пружин 6, плунжеры 11
перемещают втулки 8 вместе с цангами 7. При этом лепестки цанги выйдут из сопряжения с обратным конусом 13 крьппки 10, и цанга раскроется. Благодаря тому, что усилия.для разжима цанг прилагаются извне с противоположных концов шпинделя 2 одновременно, осевые усилия, воздействующие на опоры 3, уравновешиваются и опоры не перегружаются.
В момент разжима цанг 7 происходит подача заготовки 19 подающим устройством станка (не показано) в пшин- дельную головку. Благодаря шарикам 17 тормозной-поясок обеспечивает точность фиксирования положения заготовки перед зажимом, предупреждая ее проскальзывание.
После установки,заготовки при обратном ходе поршня цилиндров 24 рычаги 22 отводят втулки 21 от торцов шпинделя 2, освобождая плунжеры 11 от воздействия зтих втулок и шайб 12 Тарельчатые пружины 6, разжимаясь, воздействуют на подвижные втулки 8 и цанги 7, перемещая их в разные стороны от.стакана 5. В результате этого лепестки цанг 7, продвигаясь по конусу 13 крьшпси Ю, зажимают заготовку 19. При этом втулка 8 переместит плунжеры 11, а вместе с ними и шайбу 12.
Усилие зажима заготовки регулируется установкой по торцам стакана 5 набора шайб (не показано).
Далее цикл повторяется.
0
5
0
Формула изобретения,
1.Шпиндельная головка дня одновременной обработки концов валов, содержащая корпус с фланцами, в кото-- ром смонтирован шпиндель с двумя симметрично расположенными в его полости подпружиненными цангами, лепестки которых размещены в конических отверстиях крьш1ек, закрепленных на торцах шпинделя, а привод разжгФ а цанг выполнен в виде двуплечих рычагов, одно плечо каждого из которых связано
с силовым цилиндром, а на другом закреплена нажимная втулка, о т л и ч а- ю щ а я с я тем, что, с Целью повы-: шения надежности работы путем исклю чения попадания продутстов резания в полость шпинделя, шпиндельная головка снабжена стаканом с радиальными отверстиями, нажимными шайбами и плунжерами, размещенНьми в выполненных в крьшжах отверстиях и имеющих возможность взаимодействия одним торцом с нажимной шайбой, установленной в полости фланца с возможностью взаимодействия с нажимной втулкой, а другим - с цангой, имеющей возможность взаимодействия посредством упругого элемента со стаканом, закрепленным в полости гшпжделя.
2.Шпиндельная головка по n.i, отличающаяся тем, что. элементы крепленкя стакана в шпинде5 ле вьтолнены в виде толкателей, имеющих возможность взаимодействия посредством упругих элементов с введенными в головку и установленными в радиальных отверстиях стакана шариками.
5
0
20
17
19
П
15
Фиг2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Цанговый патрон | 1986 |
|
SU1315158A1 |
| МЕХАНИЗМ ЗАЖИМА ТОКАРНОГО АВТОМАТА | 1992 |
|
RU2028868C1 |
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Шпиндельная бабка | 1991 |
|
SU1816537A1 |
| Роторный автомат | 1989 |
|
SU1691065A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
Изобретение относится к станкостроению и.может быть использовано при обработке концов валов сдйух сторон одновременно. Целью изобретения является повьш1ение надежности работы пптиндельной головки путем искл-очеSawuM PasHiUM WCTJ
| Способ приготовления заменителя масла какао | 1940 |
|
SU61253A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
