Изобретение относится к способам лужения преимущественно алюминиевой проволоки диаметром 2,5-5 мм.
Цель изобретения - повышение производительности и качества лужения.
На чертеже показан инструмент для осуществления предлагаемого способа.
В инструменте 1 для лужения выполняют глухое ступенчатое отверстие для размещения припоя со ступенями 2 и 3, при этом диаметр ступени 2 со стороны глухого торца выполняют больше на 5-20% диаметра облуживаемой проволоки.
Ступень 3 большего диаметра предназначена для размещения избытка припоя, образующегося при погружении проволоки в ступенчатое отверстие.
В процессе погружения проволоки в ступенчатое отверстие осуществляется механическое удаление окисной пленки за счет трения проволоки о стенки отверстия меньшего диаметра и ее облуживание.
Указанное соотношение диаметров ступени 2 и проволоки обусловлено необходимостью обеспечения свободного поступательно-вращательного движения инструмента относительно проволоки, а также силы трения для разрушения окисной пленки о стенки отверстия.
Для активации процесса удаления окисной пленки с поверхности проволоки на
внутреннюю поверхность отверстия может быть нанесен абразив либо на ней выполняют насечку, кроме того, инструмент может быть выполнен путем прессования металлического порошка с абразивом, объем которого составляет 5-10% от объема металлического порошка.
10
Формула изобретения
1.Способ лужения, преимущественно алюминиевой проволоки диаметром 2,5-5 мм, заключающийся в погружении облуживае- мого участка проволоки в припой с одповременным механическим удалением окисной пленки инструментом, отличающийся тем, что, с целью повышения производительности и качества лужения, в инструменте для размещения припоя выполняют глухое ступенчатое отверстие, диаметр ступени которого со стороны глухого торца выбирают больше на 5-20% диаметра облуживаемой проволоки, а погружение осуществляют при относительном поступательно-вращательном движении инструмента и проволоки.
2.Способ по п. 1, отличающийся тем, что на внутреннюю поверхность отверстия наносят абразив.
3.Способ по п. 1, отличающийся тем, что на внутренней поверхности отверстия выполняют насечку.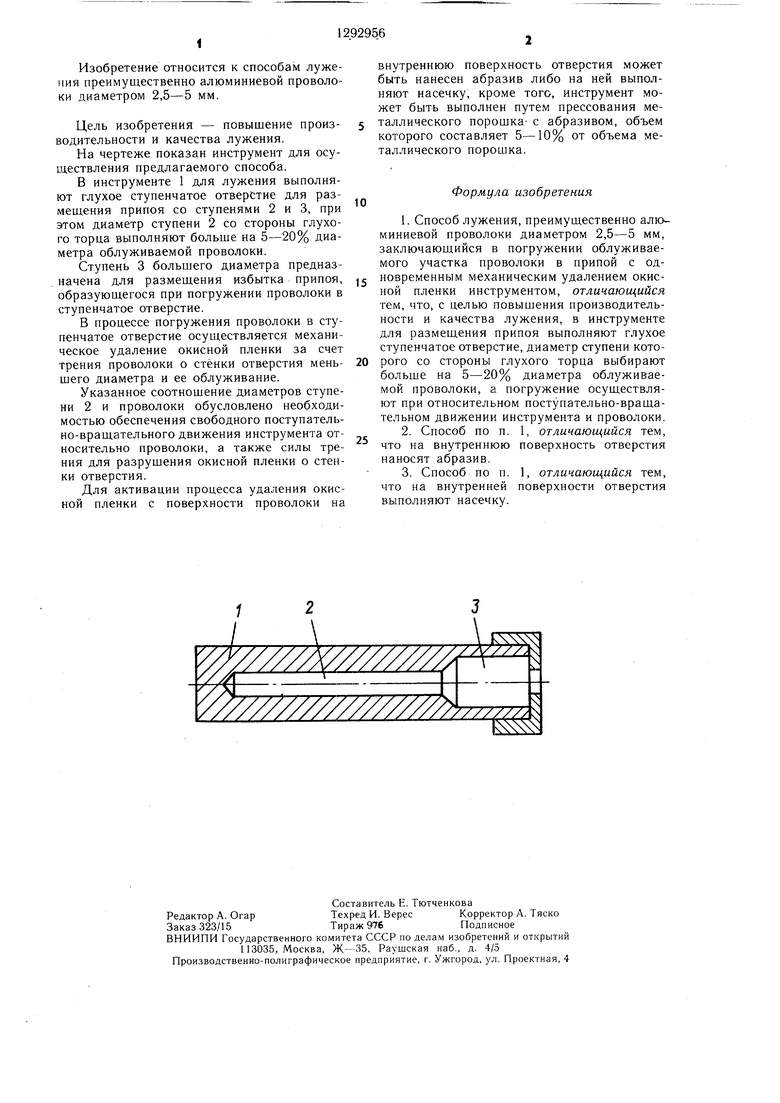
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления окисной пленки с поверхности металлических изделий и устройство для его осуществления | 1961 |
|
SU150731A1 |
| Устройство для лужения деталей из алюминиевых сплавов | 1973 |
|
SU481378A1 |
| Устройство для бесфлюсового лужения | 1988 |
|
SU1569128A1 |
| Способ лужения выводов радиоэлементов | 1987 |
|
SU1666277A1 |
| СПОСОБ ЛУЖЕНИЯ ВЫВОДОВ РАДИОЭЛЕМЕНТОВ | 2009 |
|
RU2386521C1 |
| Способ и устройство для удаления окисной пленки с поверхности металлических изделий, подлежащих пайке | 1960 |
|
SU138121A1 |
| Паяльник | 1940 |
|
SU59113A1 |
| Способ лужения | 1982 |
|
SU1016097A1 |
| Способ ультразвуковой пайки и лужения | 1980 |
|
SU893426A1 |
| КОНСТРУКЦИЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2564324C1 |
Изобретение относится к области пайки металлов и предназначено для лужения проводов из алюминия и его сплавов. Целью изобретения является повышение производительности и качества лужения. Инструмент для осуществления способа выполняют в виде металлического стержня с глухим отверстием для припоя и облужива- емой проволоки. Глубина отверстия соответствует длине облуживаемой части проволоки. Инструмент может быть выполнен путем прессования металлического порошка с добавлением абразива в объеме 5-10% от объема металлического порошка. Внутреннюю повер.хность отверстия инструмента можно выполнить с насечкой или нанести абразив. Алюминиевую проволоку погружают в припой, размеш,енный в глухом отверстии инструмента, при относительном поступательно-вращательном движении инструмента и проволоки. Тем самым обеспечивается снятие окисной пленки за счет трения проволоки о стенки отверстия. Диаметр последнего на 5-20% больше диаметра проволоки. 2 з.п. ф-лы, 1 ил. ifi (Л с ю со 1чЭ со СП 05
y /////Y////// /
-Ку
Z.
////////// 7,
//
,
///////.
| Справочник паяльщика/Под ред | |||
| В | |||
| Е | |||
| Хряпина | |||
| М.: Машиностроение, 1974 с | |||
| Катодное реле | 1921 |
|
SU250A1 |
