Июбретение относится к технологии изготовления напорных турбинных трубопроводов н может найти применение в про.- мышленности строительства гидроэлектростанций.
Цель изобретения - расширение технологических возможностей за счет Навивки спирали большого диаметра с малой жесткостью витков.
На фиг.1-3 приведены схемы, поясняющие предлагаемый способ навивки спирали.
Навивают, например, промежуточную спираль армокаркаса, диаметр витка спирали не менее 3000 мм, диаметр сечения витка не более 40 мм, поэтому такой виток не обладает достаточной жесткостю и вертикальной устойчивостью. Плеть 1 заводят в зону между гибочным роликом 2 и опорными роликами 3 и 4 (фиг.1). В результате пластических деформаций формируется первый виток спирали заданного диаметра. Для придания образовавшемуся витку вертикальной устойчивости последний заводят под прижимные ролики 5 (фиг.2) или надевают на растягивающие ролики 6 (фиг.З).
Прижимные ролики 5 прижимаются к витку с усилием, вызывающим его упругую деформацию. Такой упругой, деформации подвергаются все образовавшиеся витки спирали в порядке их образования. При этом каждый из витков спирали находится в напряженном состоянии (в сжатом или растянутом в зависимости от сжимающих или растягивающих роликов). При таком напряженном состоянии обеспечивается вертикальная устойчивость каждого витка спирали в целом. Как только навита спираль заданной длины, все витки освобождают от приложенных усилий и они приобретают прежние размеры, полученные в пределах пластических деформаций. Навитая спираль снимается скобообразным съемником и переносится на стенд для изготовления каркаса. Предлагаемый способ позволяет навивать спирали разной длины и диаметра с малой жесткостью витков без трудоемкой операции навивки на оправку, с помощью которой невозможно навивать крупные спирали (до 7 м в диаметре), например при изготовлении турбинного трубопровода. Поэтому исключение оправки при навивке и сохранение устойчивого положения сформировавшегося витка при навивке позволяют навивать спирали разного диаметра и разной длины ,что расширяет технологические возможности навивки спирали без оправки.
Формула изобретения
0
5
1.Способ навивки спирали, включающий формообразование витков путем пластиQ ческого деформирования заготовки с. помощью гибочных роликов и последующую фиксацию сформированных витков, отличающийся тем, что, с целью расширения технологических возможностей за счет навивки спирали большого диаметра с малой жест5 костью витков, для обеспечения фиксации каждому, сформированному витку придают напряженное состояние в пределах упругих деформаций путем приложения к нему ра- диально направленных нагрузок, которые снимают после окончательной навивки спирали.
2.Способ по п. 1, отличающийся тем, что напряженное состояние создают, прикладывая к виткам радиально направленные сжимающие виток нагрузки.
3.Способ по п. 1, отличающийся тем, что напряженное состояние создают, прикладывая к виткам радиально направленные растягивающие виток нагрузки.
Фиг. 2
Составитель А. Ксенофонтов
Редактор В. ПетрашТехред И. ВересКорректор Н. Король
Заказ 417/7Тираж 583Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ф.
иг.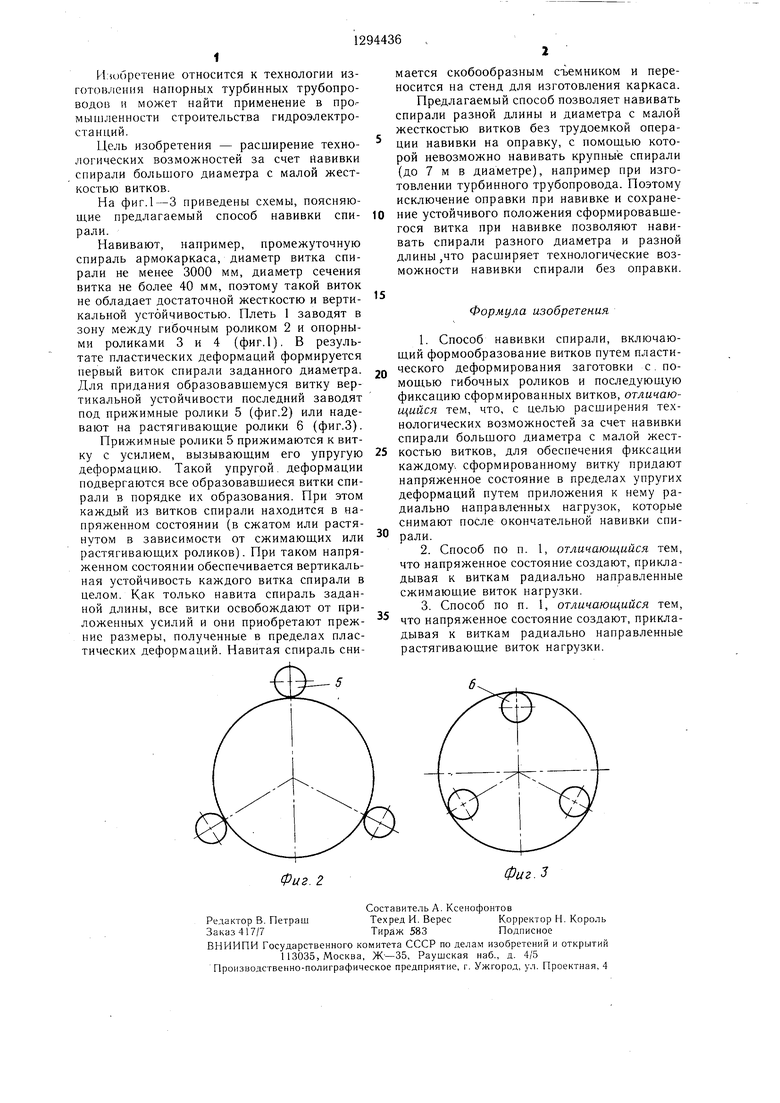
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1983 |
|
SU1123784A1 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| Способ изготовления двухъярусных спиралей теплообменника" | 1973 |
|
SU454952A1 |
| Способ подготовки металлической проволоки перед навивкой винтовых пружин | 2022 |
|
RU2785202C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
Изобретение относится к технологии изготовления напорных турбинных трубопроводов и может найти применение в промышленности строительства гидроэлектростанций. Изобретение позволяет расширить технологические возможности способа и навивать спирали больших диаметров с малой жесткостью витков без оправки. Навивка больших диаметров спирали без оправки осу- шествляется благодаря тому, что образовавшемуся витку придают устойчивое вертикальное положение путем приложения к нему сжимаюш,их или растягиваюш,их нагрузок в пределах его упругой деформации. Навивка спирали осушествляется в два этапа. Плеть 1 проходит через гибочных ролик 2 и опорные ролики 3 и 4. В результате пластических деформаций образуется виток спирали заданного диаметра. Для придания образовавшемуся витку вертикальной устойчивости его зажимают в радиальном направлении прижимными роликами или растягивающими роликами. Таким образом витку придается напряженное состояние в пределах его упругой деформации, что обеспечивает вертикальную устойчивость витка во время навивки спирали. Такой упругой деформации подвергаются все витки спирали. Как только навита спираль заданной длины, все витки освобождают от приложенных усилий и они приобретают прежние размеры, полученные при пластических дефор- мациях. Спираль навита. 2 з.п.ф-лы, 3 ил. Ф 1чЭ СО 4 СО о: Фиг. /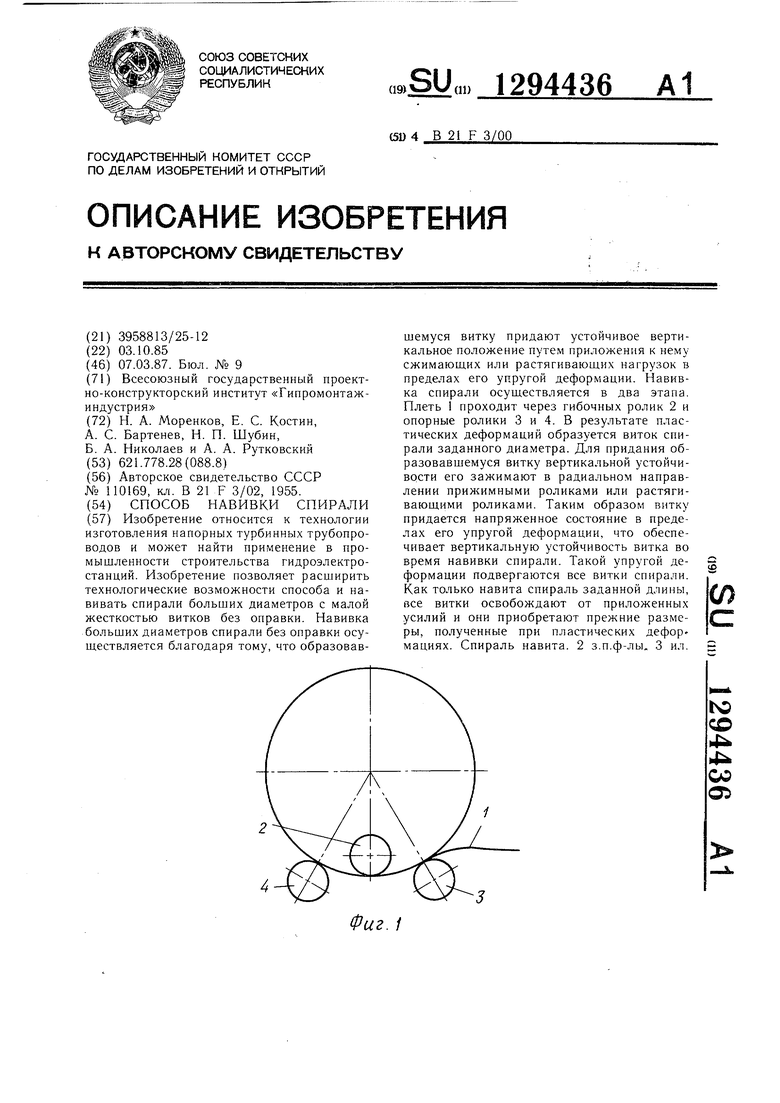
| СТАНОК ДЛЯ НАВИВКИ БЕЗ ОПРАВОК СПИРАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ ТРУБ РАЗЛИЧНОГО ПРОФИЛЯ | 1955 |
|
SU110169A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
