2.Трубопровод по п. 1, о т л ичающийся тем, что фиксирующие детали, размещены на наружном (несущем элементе с заданньм шагом
и жестко скреплены гибкими поперечными связями, образующими гибкую конструкцию типа сетки, огибающей снаружи наружный несущий элемент.
3.Способ изготовления напорного турбинного трубопровода, включающий изготовление и установку внутреннего несущего элемента на стальную оболочку, установку и прикрепление к ней раскрепляющих ферм, установку наруж61637
ного несущего элемента, фиксирующих деталей и бетонирование, о Т л и чающийся тем, что, с целью повышения жесткости трубопровода и снижения трудоемкости его изготовления, спираль для несущих элементов .предварительно навивают из плети диаметром навивки, меньшим диаметров несущих элементовр затем ее перематывают непосредственно на стальную оболочку и раскрепляющие фермы, на наружный несущий элемент укладывают сверху фиксирующие детали, которые жестко скрепляют с витками наружного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| Высоконапорный турбинный трубопровод | 1985 |
|
SU1307030A1 |
| Напорный турбинный трубопровод | 1983 |
|
SU1135836A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1987 |
|
SU1602958A2 |
| Способ навивки спирали | 1985 |
|
SU1294436A1 |
| Способ изготовления трапецеидальной секции армокаркаса коленного участка негабаритного трубопровода | 1984 |
|
SU1206377A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1980 |
|
SU895577A1 |
1. Напорный турбинный трубопровод, содержащий внутренние и наружные несущие элементы, выполненные из спирально навитой плети, стальную оболочку, на которой закреплена внутренняя спираль, раскреплякя е фермы и фиксирующие детали, отличающийся тем, что, с цепью повышения жесткости трубопровода и снижения трудоемкости его изготовления, наружный несущий элемент навит непосредственно на раскрепляющие формы, а фиксирующие детали установлены параллельно друг другу сверху на наружном несущем элементе по всей его окружности и жестко прикреплены к нему.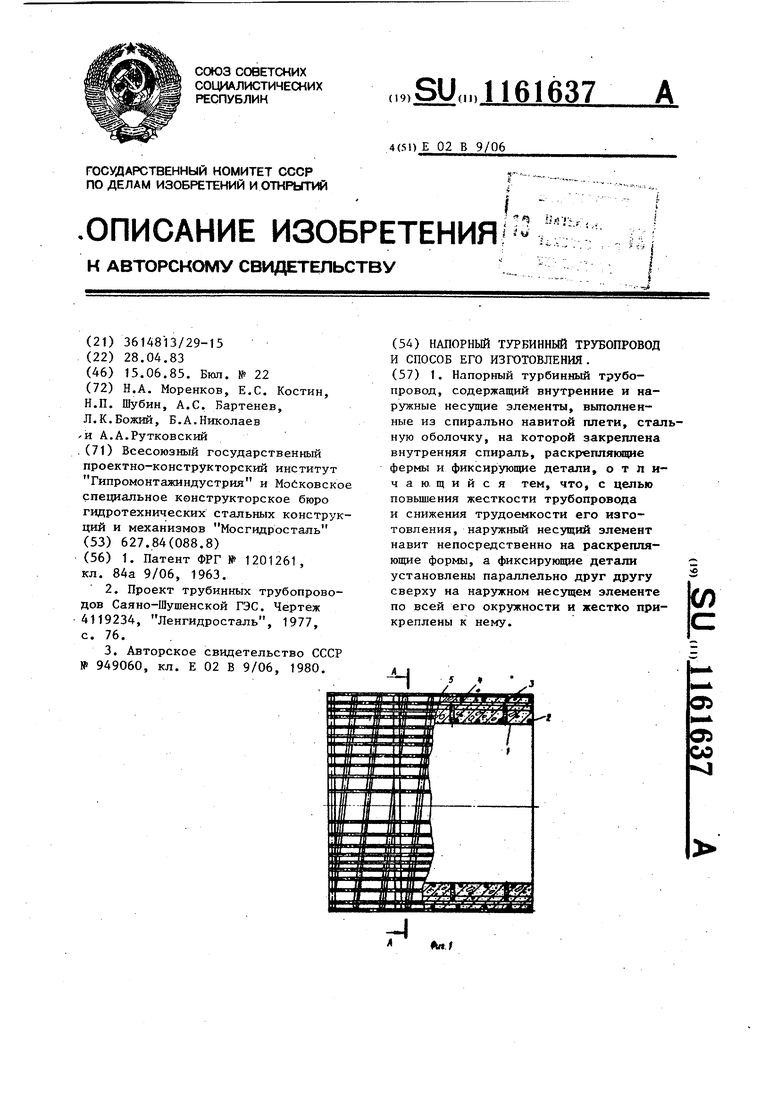
Изобретение относится к конструк ции железобетонных напорных трубопроводов со стальной оболочкой и дв алойным армокаркасом и к способу ег изготовления и может быть использовано.в строительстве, например, при сооружении турбинных трубопроводов гидроэлектростанций. Известен железобетонный напорный трубопровод, содержащий стальную оболочку и армокаркас из стержней арматуры, расположеннЬ1х вдоль образующей армопровода и пересекающихих колец. Армокаркас опирается на кольца жесткости из углового прокат приваренные к оболочке трубопровода Ci 1. Однако этот трубопровод имеет однослойный армокаркас и может применяться только для сравнительно небольших напоров воды. Известен также напоршяй турбинный трубопровод, содержащий стальную оболочку, внутренние и наружные эле менты, фиксируюгтие Детали, связываницие несущие элементы и раскрепляющие фермы t2 }. Однако этот трубопровод характеризуется высокой материалоемкостью. Наиболее близким техническим решемием к предлагаемому является турбинный трубопровод, содержащий внутрениие и наружные несущие элементы, выполненные из спирально навитой пле ти, стальную оболочку, на которой закреплена внутренняя спираль, раскрепляющие фермы и фиксирующие детали. Внутренняя спираль расположена непосредственно на поверхности стальной оболочки и крепится к ней сваркой. На оболочку опираются раскреплякмцие фермы, состоящие из углового и арматурного проката, к которым прикрепляется наружная спираль. В промежутках между раскрепляющими фермами витки наружной спирали соединяются фиксирующими элементами 3. Недостатком данного трубопровода является то, что витки наружной спирали привариваются к раскрепляющим фермам и к фиксирующим деталям, т.е. подрезается живое сечение арматуры при поперечной ее сварке, что приводит к нарушению заданной жесткосги наружного несущего элемента. Кроме того, наружная спираль должна быть навита на раскрепляющие фермы, образуя каркас, сечением которого является окру: ность заданного диаметра. Если спираль навить непосредственно на раскреплякицие фермы, спираль обогнет последние по периметру, образуя каркас-многогранник, что не обеспечит должную прочность конструкции в связи с возникновением знаительных местных напряжений в месте крепления спирали к ферме от действия одяного напора по сечению трубопроода. Поэтому для образования каркаа между раскрепляющими фермами уста311
навливают съем1П)1е кассеты, которые закрепляют захватами к оболочке трубопровода с зазором, позволяющим извлечь их после навивки наружной спирали. Наружные плоскости ферм и фиксирующие детали, выполненные в виде стержней, находящихся в кассетах, образуют каркас для навивки наружной спирали. Требуемое конструктивное исполнение трубопровода связано со сложной технологией его изготовления - временная установка и да.пьнейшее удаление кассет, что весьма трудоемко.
Известен способ изготовления однослойных армокаркасов, включающий гибку колец из углового проката, установку их на оболочку и закрепление на кольцах стержней арматуры по образующей трубы fljНедостатком способа является большая трудоемкость гибки колец из несимметричного в плоскости гиба yi- лового проката.
Наиболее близким по технической сущности и достигаемому положительному эффекту к предлагаемому способу является способ изготовления напорного турбинного трубопровода включающий изготовление и установку внутреннего несущего элемента, на стальную оболочку, установку и прикрепление к ней раскрепляюпрх ферм, установку наружного несущего элемента, фиксирующих деталей и бетонирование Сз J.
Установку внутреннего несущего лемента производят путем навивки епосредственно на стальную оболочу спирально навитой плети и жестого закрепления на ней, после зарепления раскрепляющих ферм на стальной оболочке между ними устанавливают технологические кассеты с уложенными на них фиксирующими деталями, поверх которых производят навивку наружного несущего элемента, после скрепления которого с фиксирующими деталями и раскрепляющими фермами кассеты удаляются.
Недостатками способа являются трудоемкая технологическая операция укладки продольных стержней в кассеты, закрепление кассет к оболочке с помощью захватов, дальнейшее удаление кассет, что составляет 15 от всех трудозатрат на изготовление армокаркаса.
Цель изобретения - повыгаение жесткости трубопровода If снижение трудоемкости его изготовления.
Указанная цель достигается тем, 5 что в устройстве наружный несущий элемент навит непосредственно на раскрепляющие фермы, а фиксирующие детали установлены параллельно друг другу сверху на наружном несущем
10 элементе по всей его окружности и жестко прикреплены к нему.
Кроме того, фиксирующие детали размещены на наружном несущем элементе с заданным шагом и жестко
t5 скреплены жесткими поперечными свя- зями, образующими гибкую конструкцию типа сетки, огибающей снаружи наружный несущий элемент.
Поставленная цель достигается
20 тем, что согласно способу спираль для несу:цих элементов предварительно навивают из плети диаметром навивки меньшим диаметров несущих элементов, затем ее перематывают непосредственно на стальную оболочку и раскрепляющие фермы, на наружный несущий элемент укладывают сверху фиксирующие детали, которые жестко скрепляют с витками наружного элемента.
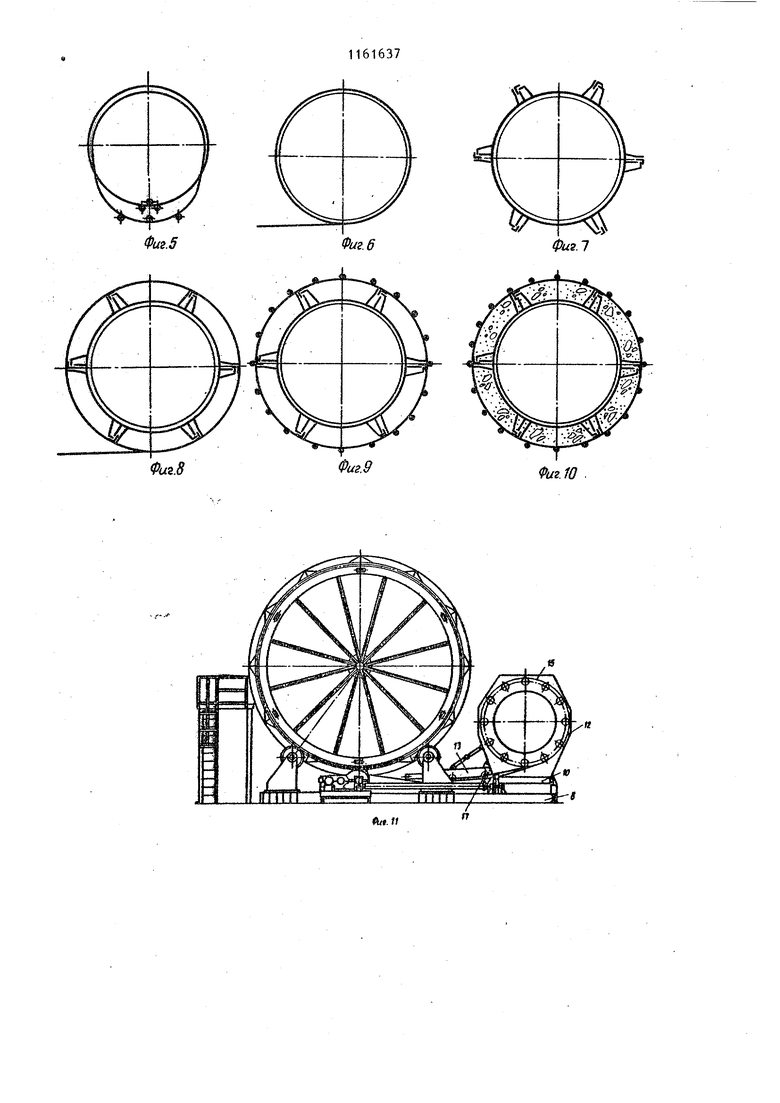
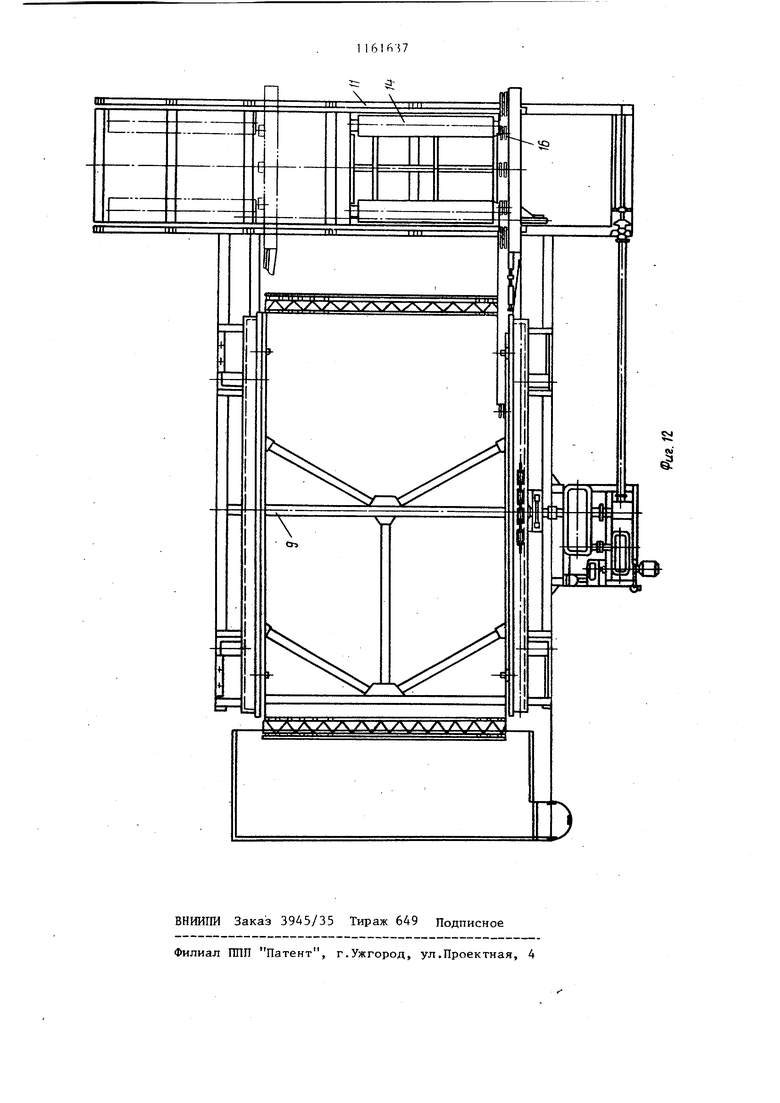
0 На фиг. 1 изображена предлагаемая конструкция напорного турбинного трубопровода, разрез; на фиг, 2 разрез А-А на фиг. 1; на фиг.З и 4 сетка, вариант; на фиг. 5-10 - последовательность выполнения технологических операций; на фиг. 11 - стенд для изготовления армокаркаса; на фиг. 12 - то же, вид сверху.
Конструкция трубопровода (фиг.1-3)
. состоит из стальной оболочки 1 и обетонируемого армокаркаса, который включает в себя внутреннюю 2 и наружную 3 спирали, раскрепляющие фермы 4, фиксирующие детали 5, скрепляющую
. проволоку 6.
Внутренняя спираль 2 расположена непосредственно на поверхности стальной оболочки 1 и крепится к ней сваркой. На оболочку 1 опираются раскрепляющие фермы 4, состоящие, например, из углового арматурного проката, к которым прикрепляется наружная спираль 3, На наружную спираль 3 укладываются фиксирующие детали 5, которые крепятся к нему, например, проволокой 6. Фиксирующие детали 5 могут огибать спираль 3 в виде сетки, образованной их самих фиксирующих
деталей, расположенных параллельно друг другу с заданным шагом и жестк скрепленных гибкими поперечными связями, например пластинами (полосами 7, и жестко крепиться к наружной спрали, например, проволокой 6. .
Фиксирукячие детали 5 могут огибать наружную спираль 3 в виде сетки, которая жестко К1)епится- к наружной спирали 3, например, проволокой Сетка образована из самих фиксирующ деталей 5, расположенных параллельно друг другу с 5адан№ 1м шагом, и гибких поперечных связей, например пластин 7, жестко скрепленных с фиксирующими деталями 5.
Предварительная навивка спирали заданного диаметра (диаметр навитой спирали должен быть меньше диаметра наружного несущего элемента) при последующей навивке ее на раскрепляющие фермы обеспечивает образование каркаса, сечением которого является окружность заданного диаметра.
Предлагаемьй способ изготовления турбинного трубопровода осуществляется на стенде для изготовления тур бинного трубопровода.
Стенд содержит платформу 8, на которой установлены стальная обечайка 9 и устройство для принудительной подачи арматуры, кинематически связанные между собой.
Устройство для принудительной подачи включает тележку 10, перемещающую возвратно-поступательно по направляющим. 11, и несущую стойку 12, на которой закреплена направляющая 13
Тележка имеет горизонтальные опорные ролики 14, на которой установлена предварительно навитая в -пружину арматура 15.
Устройство для принудительной подачи арматуры включает также натяжное устройство.
Предварительно навитую в спираль на стенке арматуру укладьгоают например, траверсой на опорные ролики 14 тележки 10. Один виток навитой на спираль арматуры 15 укладывают на профильные ролики 16 несущей стойки 12, конец витка арматуры укладывается в желоба профилных роликов 17 направляющей 13 и приваривается к обечайке 9. От вращения обечайки приваренный конец арматуры перемещается по окружности вращения обечайки, производя протягивание арматуры по роликам стенда, а следовательно, и размотку спирали, после чего начинается воз5 вратно-поступательное перемещение тележки по направляющим параллельно образующей обечайки, и арматура навивается на обечайку в виде натянутой спирали с определенным шагом.
О По мере навивки производится
прихватка арматуры спирали к обечай|ке. После прихватки последнего витка спирали плеть арматуры разрезается. По окончании навивки внутренней
5 спирали устанавливают раскрепляющие фермы с помощью специального приспособления.
После закрепления раскрепляющих ферм следующая навитая спираль устанавливается на ролики 14. На раскрепляющие фермы навивается наружная спираль. В период навивки наружной спирали производится приварка арматуры к ферме.
5 По окончании навивки наружной спирали сверху по ее поверхности укладывают фиксирующие детали в виде сетки, которая огибает снаружи наружный несущий элемент и жестко
0 крепится к нему.
После закрепления фиксирующих деталей армокаркас транспортируется краном на площадку кантователя, где кантуется в вертикальное положение.
При перемотке спирали на стальную оболочку и раскрепляющие фермы, диаметр которых больше диаметра спирали, последняя стремится сжаться до своего первоначального диаметра, т.е.
п сохраняются остаточные упругие деформации, под действием которых внутренние и наружные несущие элементы образуют каркас, сечением которого является окружность заданного диамет, ра, находящийся в напряженном,состоянии - усилия распределены равномерно по всей окружности и направлены к центру каркаса, что создает дополнительную жесткость.
Таким образом, предварительная навивка спирали диаметром, меньшим диаметров несущих элементов, и дальнейшая ее перемотка на больший диаметр исключает возникновение местных
напряжений в месте крепления спирали к ферме от действия водяйого напора по сечению трубопровода и повьппает его жесткость. , П Использование.предлагаемого турбинного трубопровода, изготовленного предлагаемым способом, позволяет исключить технологические операции укладки продольных стержней в кассе1637ты, закрепление кассет к оболочке с помощью захватов дальнейшее удаление кассет, что составит годовой экономический эффект 5 10982 руб.
11
U
11
тт
Фиг.1 Фиг.Ю .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вяжущее | 1982 |
|
SU1201261A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Чертеж 4119234, Ленгидросталь, 1977, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
