(54) СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАРКАСА ДЛЯ БЕТОННЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1987 |
|
SU1602958A2 |
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| АРМАТУРНЫЙ КАРКАС, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАГОТОВКИ АРМАТУРНОГО КАРКАСА | 2000 |
|
RU2198272C2 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| КОНСТРУКЦИЯ ДЛЯ ВНУТРЕННЕЙ ЗАЩИТЫ ВОДОПРОПУСКНЫХ СИСТЕМ И СПОСОБ ПРОВЕДЕНИЯ ВОССТАНОВИТЕЛЬНЫХ РАБОТ С НЕЙ (Варианты) | 2016 |
|
RU2620478C1 |
| Установка для навивки арматуря в виде спирали | 1976 |
|
SU559014A1 |
| Арматурно-навивочная машина | 1966 |
|
SU1305280A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОКИ | 1997 |
|
RU2129931C1 |
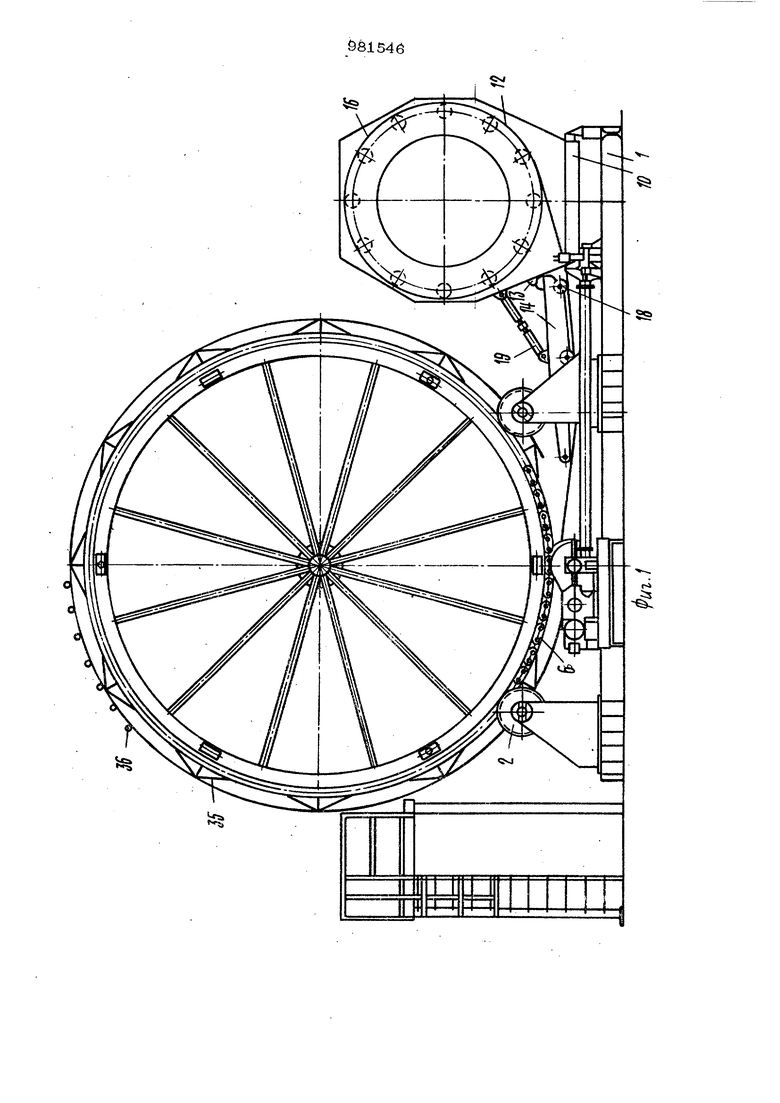
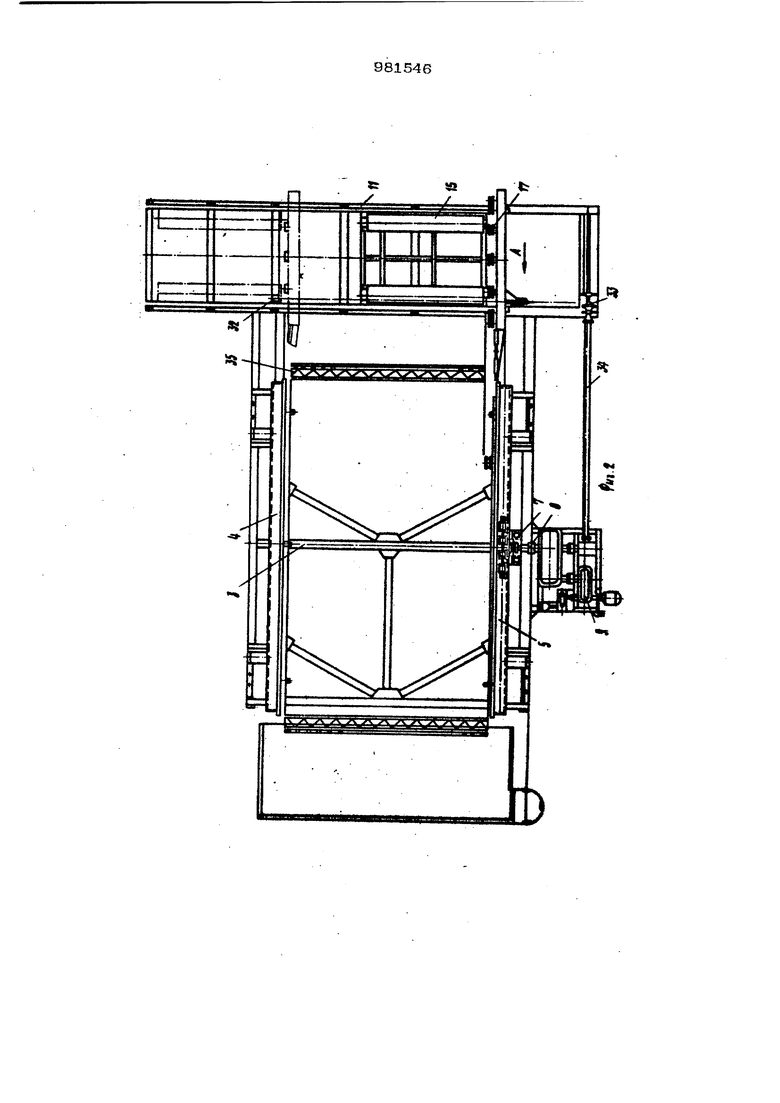
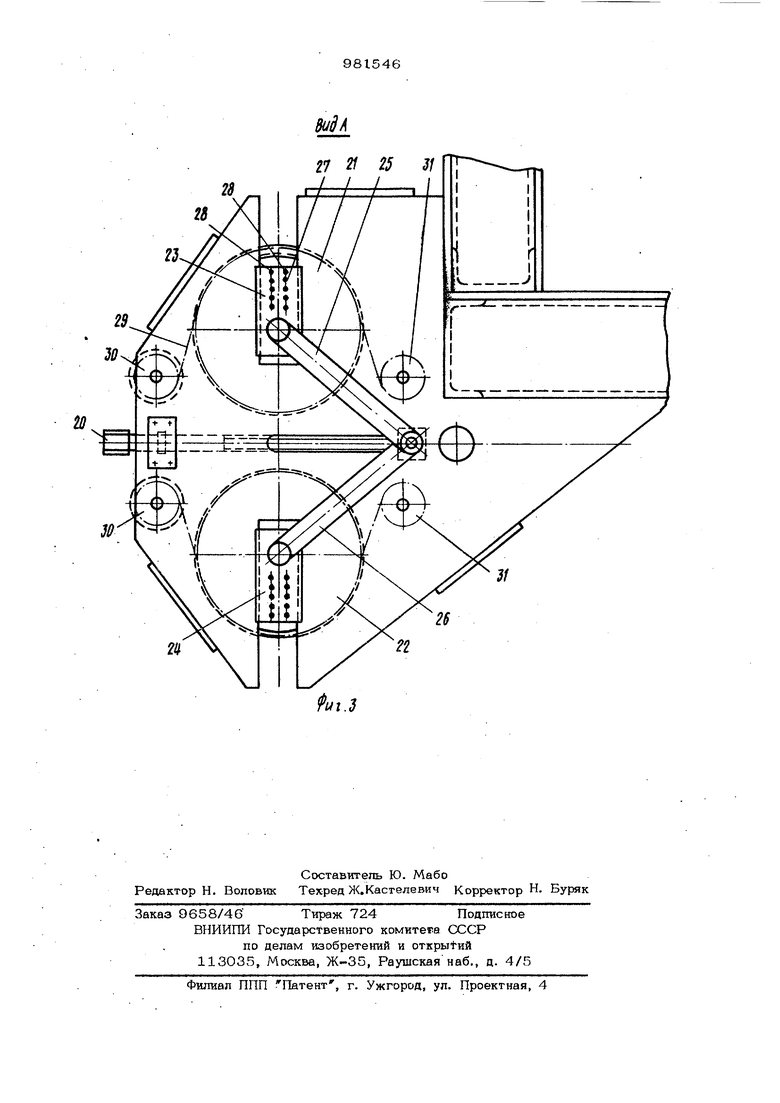
Изобретение относится к производству армирующих каркасов при изготовлении, например, обетонированных турбинных трубопроводов гидроэлектростанций. Известна установка для изготовления арматурного каркаса для бетонных труб, содержащая вращающееся подающее приспособление, состоящее вз нескольких бобин для проволоки, подающих роликов и вращающейся плиты. С помощью этого хфиспособления подают проволоку, из которой получают продольные прутья изготовляемого каркаса, причем посредством вращающейся плиты отдельным продольным прутьям задают требуемое направление. При вращении подающего приспособления вокруг продольных прутьев проволока о&латывается по спирали и разма тывается с ролика, неподвижно устано ленного относительно подающего приспособления. Проволока, наматываемая по спирали, приваривается к продольным прутьям 1 J. Недостатком данной установки является консоттьное крепление изготавливаемого каркаса и, как следствие этого, невозможность получения на ней труб болыпого диаметра, ввиду значительного их веса. Наиболее близким по техническому ращению к предлагаемому изобретению явля ется стенд для изготовлешш арматурного каркаса для бетонных труб, содержащий обечайку, установленную с возможностью вращения от привода, устройство для npi нудительнов подачи арматуры, предварительно навитой в пружину с блоком зве дочек, кинематически связанных с приводом вращения обечайки, и натяжное yci ройство 2. Недостатком данно й конструкции является невозможность получения на ней труб большого диаметра, ввиду наличия большого количества блоков натяжной станции и особенностей выполнения устройства для предварительного напряжения арматуры в виде ряда роликов, огибаемых арматурой. так как такое йыпопнение вызовет многократный перегиб арматуры большого диаметра. Цель.изобретения - обеспечение возможности получения бетонных труб большого диаметра. Поставленная цель достигается тем, что в стенде для изготовления арматур ного каркаса для бетонных труб, содержащем обечайку, установленную с возмож ностью вращения от привода, устройство для принудительной подачи арматуры, пре варительно навитой в пружину с блоком звездочек, кинетлатически связанных с Приводом вращения обечайки, и натяжное устройство для принудительной подачи арматуры, выполнено в виде возвратнопоступательно перемещающейся тележки, несущей стойку, с шарЕШрно закрепленной направляющей, при этом направляющая и стойка имеют профильные ролики, а натяжное устройство смонтировано на Ie- лежке и выполнено в виде винтовой пары и огибаьмых бесконечной цепью, проходящей через блок звездочек, пары звездочек с закрепленными с ними на одной ос ползущками, установленными с возможностью взаимного перемещения посредством пары рычагов, связанных с винтовой парой, при этом ползушки имеют возмож ность жесткой фиксации с парой звездоч Причем профильные ролики стойки могут быть расположены йо окружности, диаметр которой больше диаметра навитой пружины и со смещением, равным шагу навитой 1}ружины, а профильные ролики направляющей расположены по дуге с радиусом, равным радиусу спирали, навиваемой на обечайку, причем направляющая может быть дополнительно связана со стойкой посредством винтовой пары. На фИ1 1 изображен стенд для изготовления арматурного каркаса для бетон- 1ых на фиг. 2 то же, вид сверху; на фиг. 3 - натяжное устройство. Стенд для-изготовления арматурного каркаса для бетонных труб, содержащий платформу 1, на которой с помощью опо ных роликов 2 установлена обечайка 3, с закрепленными на ней съемными планщайбами 4 и 5, на одной из KOTOpiix закреплена бесконечная цепь 6, входящая в зацепление со звездочкой 7, установленной на одном из приводнь1х валов 8 привода 9. На платформе 1 установлено устройство для прИ1гудительной подачи арматур выполненное в виде тележки 10, переме щающейся возвратно-поступательно по направляющим 11 и несущей стойку 12, на которой посредством щарнира 13 закреплена направляющая 14. Тележка 1О имеет горизонтальные опорные ролики 15, на которых установлены предварительно навитая в пружину арматура 16. Несущая стойка 12 имеет профильные ролики 17, расположенные по окружности, диаметр которой больше диаметра пружины арматуры. Направляющая 14 имеет профильные ролики 18, расположенные по дуге, с радиусом, равным радиусу а1ирали, навиваемой на обечайку и дополнительно связана с несущей стойкой 12 посредством винтовой пары 19. . Устройство для принудительной подачи арматуры включает натяжное устройство, смонтированное на тележке 1О и выполненное в виде винтовой пары 20 и пары звездочек 21 и 22, на .одной оси с которыми закреплеш ползушки 23 и 24, имеющие возможность взаимного сближения посредством связанных с винтовой парой 20 рычагов 25 и 26. Ползутаки 23 и 24 имеют возможность жесткой фиксации со звездочками 21 и 22 с помощью штифта 27, вставляемого в одно из отверстий 28, выполненных в пол- зушках 23 и 24. Устройство для принудительной подачи арматуры кинематически связано с приводом 9 посредством бесконечной цепи 29, огибающей звездочки 21 v. 22, систему промежуточных звездочек 30 - 32 и McxairaaM с переменным передаточным отнощекием в ввде блока 33 звездочек с различными передаточными числами, находящихся на другом приводном валу 34 привода 9. Наружная спираль навивается на фортлу 35, после чего укладываются продольные связи 36. Перед началом работы стенда тележку 10 перемещают по направляющим 11 в одно из крайних положений. . Затем, путем вращения винтовой пары 2О натяжного устройства, осуществляют сближение звездочек 21 и 22, ослабляя таким образом натяжение приводной цепи 29. После этого цепь 29 снимают с одной из звездочек блока 33 и переставляют на другую звездочку, для обеспеч&ния заданного щага навивки, после чего упомянутым способом осуществляют натяжение приводной цепи 29, Предварительно навитую в спираль арматуру 16 укладывают например, траверсой на опорные ролики 15 тележки 10. 59 Один виток навитой в пружину арматуры 16 укладывают на профильные ролики 17 несущей стойки 12, конец витка арматуры уктюдывается в желоба профильных роликов 18 направляющей 14 и приваривается к обечайке 3, на которой предваритель но закрепляют планшайбы 4 и 5 и укладывают ее на опорные ролики 2, так, чтобы планшайба с цепью 6 вошла в зацепление с приводной звездочкой 7 и 9. После этого включают привод 9,и от вращения обечейки, приваренный конец арматуры перемещается по окружности вращения обечайки, производя протягивание арматуры по роликам стевда,, а сладовательно, и размотку спирали. После произведения одного оборота . обечайки, когда арматура промежуточной спирали уложена на обечайке в ввде кольца, привод стенда выключают. Затем фиксируют одну из звездочек 21 или 22 и привод включают снова. При повторном включении привода тележка 10 перемещается по направляющим 11, а на обечайке 3 арматура проме жуточной спирали наматывается в виде натянутой спирали с определенным шагом. По мере навивки, сварщиками производится прихватка арматуры спирали к обечайке. При перемещении тележки до конца пути привод стенда выключается, а звездочка 21 или 22 расфиксируется. Затем привод включается снова и аналогично nepBtaviy витку спирали навивается последнее прямое кольцо. После прихватки последнего витка спирали, плеть
apviaTypbi, соединяющей обечайку и промежуточную спираль, разрезается. По окончании навивки внутренней спирали производится установка ферм 35 с по- ,мощью специального приспособления. установки ферм 35 технологической схемой предусматривается навишса наружной спирали, перед которой очередная промежуточная спираль укладывается на ролики стенда. Укпацка промежуточной спирали производится с таким учетом, чтобы задний конец первой спирали совпал с передним концом второй спирали, после чего концы спиралей свариваются ручной сваркой.
В период навивки наружной спирали производится приварка арматуры к фермам. По окончании навивки наружной спирали плеть арматуры отрезается, и начинается операция раскладки продольных связей 36.
После раскладки продольных связей обечайка краном транспортируется на плимеют возможность жесткой фиксации с парой звездочек.
стойки расположены по окружности, диаметр которой больше диаметра навитой пружины и со смещением, равным шагу навитой пружнвы.
Источники информации, принятые во внимание при экспертизе
