Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления напорных турбинных трубопроводов большого диаметра до 7 м путем навивки спирали из прутка диаметром до 38-40 мм на стальную оболочку и другие его конструктивные элементы.
Поэтому жесткость отдельных витков такой спирали незначительная и они не обладают устойчивостью, когда отношение диаметра прутка к диаметру готовой спирали составляет 1:100.
Известно устройство для навивки спирали, содержащее смонтированные на основании бухтодержатель, фильеру, роликовый механизм подачи и правки проволоки, механизм формирования спирали и средство для поддержания навиваемой спирали 1.
Однако это устройство характеризуется высокой трудоемкостью навивки спирали.
Наиболее близким к предлагаемому по технической сути является устройство для навивки спирали, содержащее смонтированные на основании подающие и опорные направляющие ролики, механизм формирования спирали с гибочным роликом на подвижной каретке и средство для поддержаня навиваемой спирали 2.
Однако это устройство характеризуется ограниченными технологическими возможностями и невысоким качеством спиралей.
Цель изобретения - повышение качества спиралей и снижение трудоемкости навивки путем упругого деформирования спирали.
Указанная цель достигается тем, что в устройстве для навивки Спирали, содержащем смонтированные на основании подающие и опорные направляющие ролики, механизм формирования спирали с гибочным роликом на подвижной каретке и средство для поддержания навиваемой спирали, последнее состоит из неподвижного прижимного валка и шарнирно закрепленных на основании рам с приводными опорными направляющими валками для витков спирали, размещенных симметрично относительно гибочного ролика механизма формирования спирали и неподвижного прижимного валка, смонтированного со стороны внутренней поверхности витков спирали, при этом каждая рама снабжена шарнирно закрепленной на основании регулировочной тягой, имеющей талреп для регулирования ее длины, а гибочный ролик Механизма формирования спирали выполнен приводным посредством электродвигателя и размещен между опорными направляющими роликами.
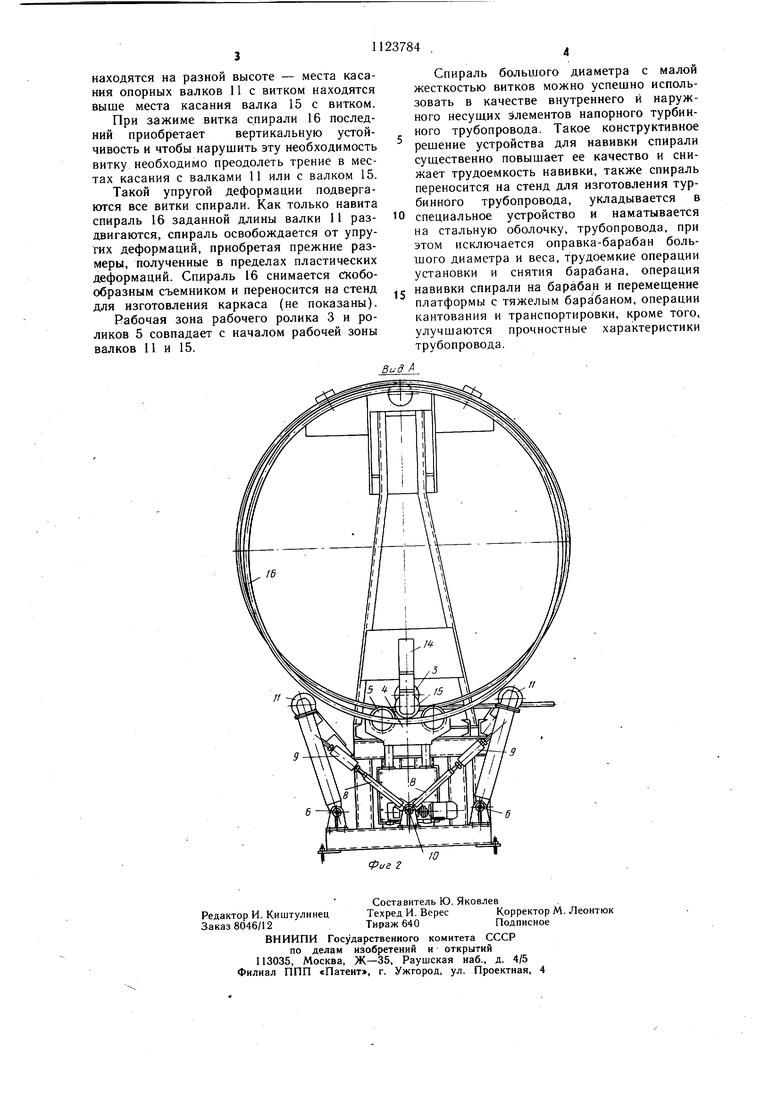
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Устройство для навивки спирали содержит на основании 1 электродвигатель 2, который через редукционный редуктор (не показан) обеспечивает вращение гибочного
ролика 3, механизма формирования спирали, опорой ролика 3 служит перемещающаяся в вертикальной плоскости каретка 4 с двумя роликами 5 средства для поддержания навиваемой спирали.
В передней части основания 1 симметрично вертикальной оси витка спирали и гибочного ролика 3 с помощью шарнирных соединений 6 установлены две качающиеся рамы 7, положение которых регулируется регулировочными тягами 8 с талрепом 9
5 для изменения их длины, причем тяги 8 шарнирно установлены на оси 10, совпадающей с верткальной осью витка спирали, и симметрично относительно последней. Каждая из тяг 8 соединена с талрепом 9, которой связан с опорным направляющим
валком 1,1 через качающуюся раму 7 и щарнирное соединене 6. Опорные направляющие валки 11 расположены симметрично вертикальной . оси витка спрали и приводятся во вращение посредством связей 12
и цепной передачи 13 (редуктор не показан). Вдоль всей длины навиваемой спирали с помощью консольного кронщтейна 14 неподвижно закреплен прижимной валок 15, размещенный со стороны внутренней поверхности витков спирали 16.
Устройство работает следующим образом. От стыкосварочной машины, на которой отдельные прутки - заготовки сваривают в плеть, последняя поступает в устройство для навивки плети в спираль. Плеть подается в зону механизма формирования спирали между гибочным роликом 3 и опорными роликами 5 средства для поддержания навиваемой спирали. В результате пластических деформаций образуется первый виток спи0 рали 16 заданного диаметра. Диаметр витка спирали не менее 3000 мм, а диаметр сечения витка не более 40 мм. Поэтому спираль 16 не обладает достаточной жесткостью витков и вертикальной устойчивостью. Для придания спирали вертикальной устойчивости образовавшийся виток заводят под прижимной валок 15 в рабочую зону приводных опорных валков 11. Вращая гайки талрепа 9, поворачивают рамы 7 на шарнирах 6 с опорными валками 11 в направ0 лении вертикальной оси спирали 16 до тех пор, пока опорные валки 11 не прижмут виток с двух сторон в пределах возможной упругой деформации. Виток, поджатый опорными валками 11 с , вызывающий упругую деформацию, приобретает овальную
5 форму и прижимается по вертикальной оси Спирали 16 с внутренней ее стороны в нижней части прижимным валком 15. При этом места касания витка с валками 11 и 15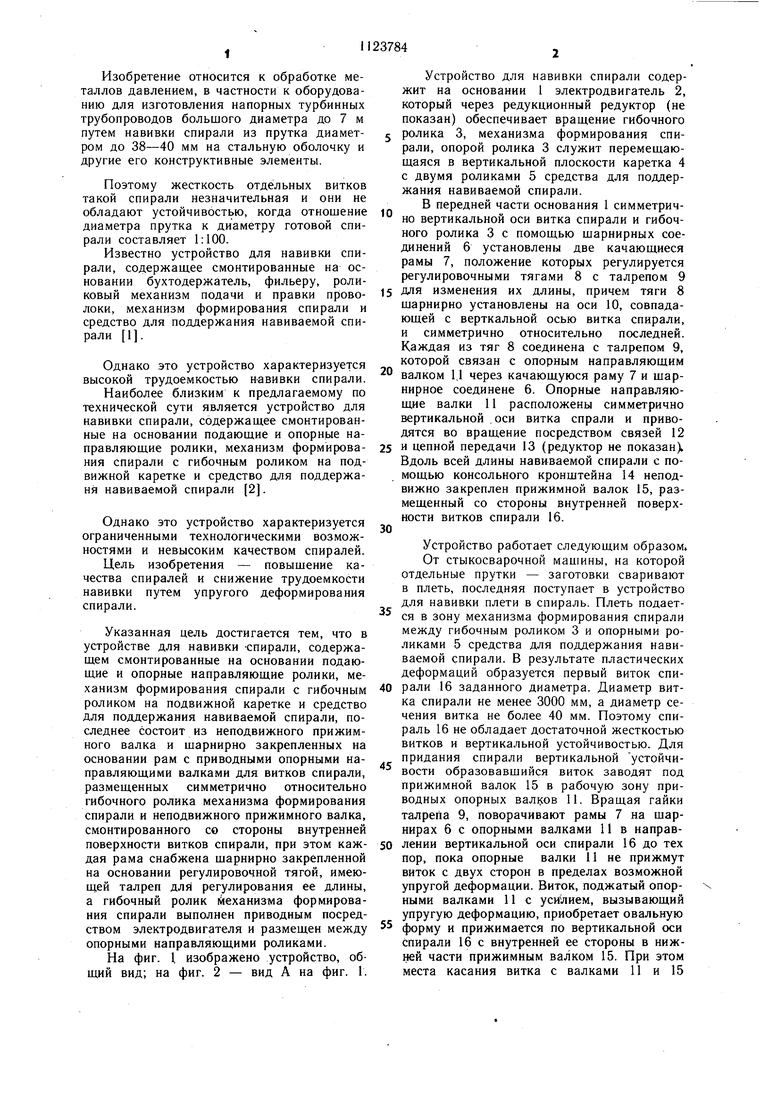
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ навивки спирали | 1985 |
|
SU1294436A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Устройство для изготовления спирали | 1980 |
|
SU925491A1 |
| Устройство для непрерывной навивки спирали | 1976 |
|
SU656712A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Устройство для навивки двухветвевых плоских спиралей из трубной заготовки | 1972 |
|
SU476924A1 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ, содержащее смонтированные на основании подающие и опорные направляющие ролики, механизм формирования спирали с гибочным роликом на подвижной каретке и средство для поддержания навиваемой спирали, отличающееся тем, что, с целью повыщения качества спиралей и снижения трудоемкости навивки путем упругого деформирования спирали, средство для поддержания навиваемой спирали состоит из неподвижного прижимного валка и шарнирно закрепленных на основании рам с приводными опорными направляющими валками для витков спирали, размещенных симметрично относительно гибочного ролика механизма формирования спирали и неподвижного прижимного валка, смонтированного со стороны внутренней поверхности витков спирали, при этом каждая рама снабжена шарнирно закрепленной на основании регулировочной тягой, имеющей § талреп для регулирования ее длины, а гибочный ролик механизма для формирования (Л спирали выполнен приводным посредством электродвигателя и размещен между опорными направляющими роликами. /4 tc оо 00 .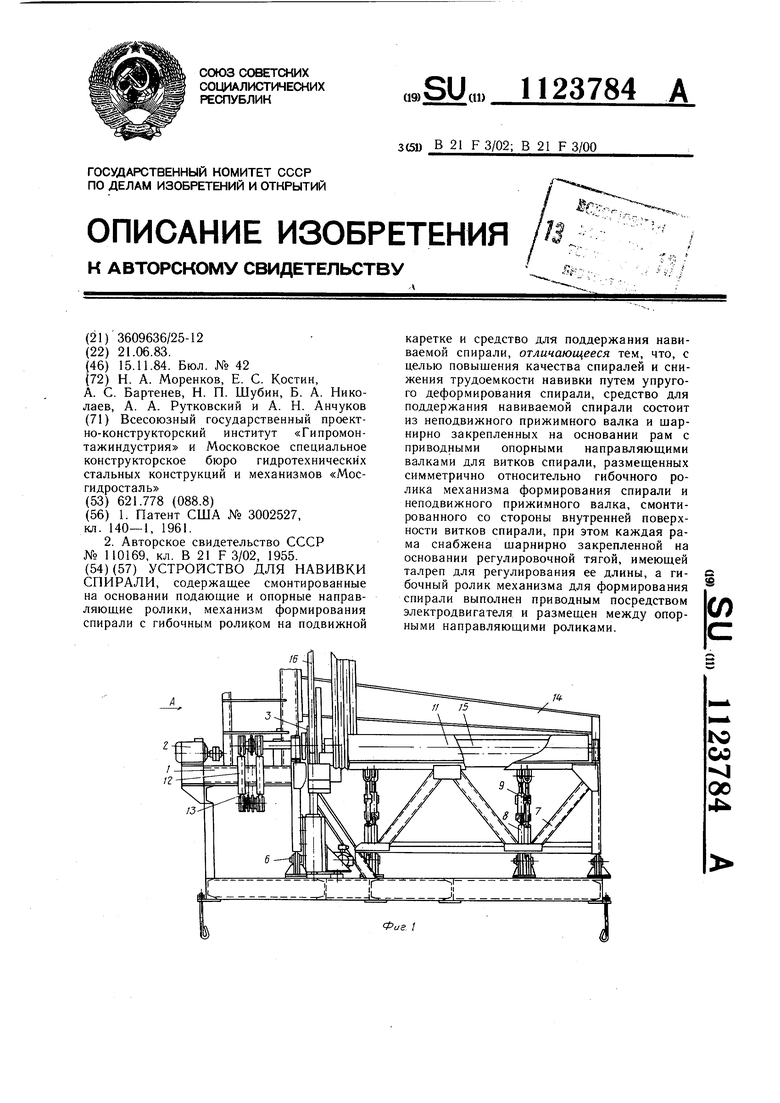
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3002527, кл | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ НАВИВКИ БЕЗ ОПРАВОК СПИРАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ ТРУБ РАЗЛИЧНОГО ПРОФИЛЯ | 1955 |
|
SU110169A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
