Станки для навивки спиралей из металлических труб различного профиля, снабженные профилированными направляющими и гибочными роликами, известны.
Такие станки не обеспечивают точной навивки спиралей, так как при малейшей неизбежной неоднородности механических свойств металла по длине труб диаметр витков изменяется за счет разной величины отпружинивания.
В описываемом станке эти недостатки устранены, что достигается путем применения шагового и коррегирующего роликов, которые могут перемещаться как вдоль, так и вокруг колонки, на которой они закреплены. Для поддержания навиваемой опирали применена горизонтальная штанга со свободно вращающейся на ней втулкой.
Для обеспечения навивки правых и левых спиралей гибочные ролики расположены симметрично относительно направляющих роликов.
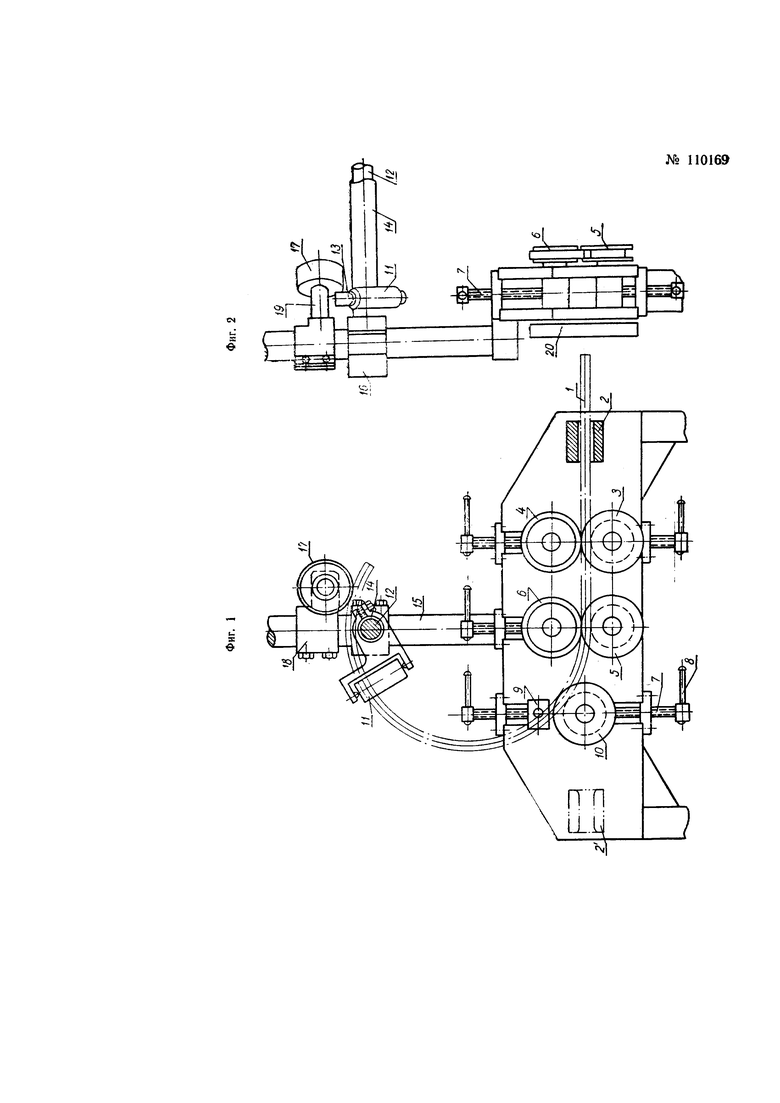
На фиг. 1 изображен вид станка спереди; на фиг. 2 - вид сбоку.
Металлическая труба 1 (квадратного, Т-образного или круглого сечения), из которой навивают спираль, поступает через закрепленный фильер 2 в ручьи направляющих и подающих роликов 3, 4, 5 и 6. Оси этих роликов могут сближаться между собой с помощью винтов 7, регулируемых ручками 8 и передвигающих ползуны 9, в которых вращаются оси роликов. Этим достигается возможность зажима трубы 1 между роликами.
Гибка трубы 1 осуществляется гибочным роликом 10, расположенным впереди подающих роликов и подвижным относительно их. Требуемый шаг спирали обеспечивается шаговым роликом 11, перемещающимся по и вокруг оси, перпендикулярной к плоскости чертежа, за счет закрепления на штанге 12 серьги 13. Навиваемая спираль ложится на втулку 14 поддерживающей штанги 12. При этом центр окружности последней лежит на вертикальной оси роликов 5, 6 к подвижен относительно этих роликов. Штанга 12 перемещается по колонне 15 с помощью ползуна 16 и может быть закреплена в любом месте этой колонны за счет винтов, чем достигается ее установка на заданный диаметр спирали.
Между втулкой 14, свободно вращающейся на штанге 12, и коррегирующим роликом 17 производится окончательная калибровка диаметра спирали. Коррегирующий ролик 17 имеет возможность вертикального перемещения и вращения вокруг колонны 15 за счет закрепления болтом ползуна 18 на колонне 15.
Кроме того, коррегирующий ролик 17 может перемещаться по оси 19 и устанавливаться на ней в требуемом месте.
При навивке коррегирующий ролик 17 обкатывает виток спирали по его наружной образующей. Внутренняя образующая спирали ложится на поверхность втулки 14, за счет этого производится окончательная калибровка диаметра спирали и устраняются скачки в соседних витках спирали, вызванные неоднородностью материала, разностенностью навиваемых труб и т.п. Рихтовка трубы 1 производится в фильере 2, а также между подающими роликами 3, 4, 5, 6. Кроме того, наличие фильеры также способствует устранению разности диаметров витков спирали из-за различного положения трубы 1 на подходе к подающим роликам 3, 4, 5 и 6.
Для навивки спиралей из трубок круглого, квадратного и иного профиля применяются гибочный и подающие ролики соответствующего профиля.
Подающие ролики 3, 4, 5, 6 приводятся в синхронное вращательное движение от электродвигателя и трансмиссии (на чертеже не показаны) с помощью системы шестерен 20.
При необходимости навивать правые спирали ролик 10 опускается до уровня ролика 5. Ролик 4 вместе с осью и шестерней 20 переносится влево и устанавливается в ползун 9. Фильер 2 переносится влево (в положение 2′). Шаговый ролик 11 вместе с серьгой 13 переворачивается и надевается на штангу 12 так, чтобы он оказался справа. Ролик 17 переставляется налево.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Устройство для изготовления спирали | 1980 |
|
SU925491A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
| Устройство для навивки спирали | 1983 |
|
SU1123784A1 |
| Устройство для навивки цилиндрических спиралей | 1986 |
|
SU1480924A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Устройство для навивки спиралей | 1985 |
|
SU1384355A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
1. Станок для навивки без оправок спиралей из металлических труб различного профиля, выполненный в виде стоек, между которыми расположены оси профилированных направляющих и гибочных роликов, сидящих на консолях этих осей, отличающийся тем, что, с целью улучшения качества навиваемых спиралей, применены шаговый и коррегирующий ролики, обладающие возможностью перемещения как вдоль, так и вокруг колонки, на которой они закреплены, и поддерживающая навиваемую спираль горизонтальная штанга со свободно вращающейся на ней втулкой.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью навивания правых и левых спиралей, гибочные ролики расположены симметрично относительно направляющих роликов.
