Изобретение относится к заготовительному производству машиностроительных заводов и может быть использовано для получения мерных прутковых заготовок.
По основному авт. св. № 631272 известен штамп для резки пруткойого материала, содержаший неподвижную нижнюю плиту с установленным в ней неподвижным втулочным ножом, подвижную верхнюю плиту с пуансоном и неподвижно закрепленным на нем пластинчатым ножом, механизм поджима пластинчатого ножа к втулочному, выполненный в виде роликов, шарнирно смонтированных на закрепленном на нижней плите штампа валу и контактируюш,их с нерабочей поверхностью пуансона, а также подвижный упор, имеющий противовес и механизм отвода. Последний выполнен в виде кронштейна, снабженного опорным роликом, контактирующим с плоскостью стола пресса и шарнирно связанного с упомянутым валом 1.
Однако известный штамп не обеспечивает получения качественных заготовок. В момент резки пруткового материала упор воспринимает на себя резкие динамические нагрузки, так как при этом происходит смеш,ение отрезаемой заготовки с одновременным увеличением ее длины.
Получая при каждом рабочем ходе пуансона динамический удар, упор вместе с противовесом смешаются относительно кронштейна, что приводит к изменению его первоначальной настройки.
По той же причине известный штамп имеет пониженную долговечность: от резких динамических нагрузок преждевременно выходят из строя элементы упора и механизма его отвода.
Целью изобретения является повышение надежности и улучшения качества получаемых заготовок.
Указанная цель достигается тем, что штамп для резки пруткового материала, снабжен кулачком, жестко закрепленным на кронштейне механизма отвода упора, и нажимным элементом, на торце пуансона выполнен паз, а нажимной элемент выполнен в виде пластины с отверстием вытянутой формы и смонтирован в пазу пуансона при помощи оси, параллельной оси вала, с возможностью взаимодействия с поверхностью пластинчатого ножа, обращенной к упору, и кулачком.
На фиг. 1 изображен штамп для резки пруткового материала, в разрезе (в момент касания нажимного элемента поверхности прутка); на фиг. 2 - то же, в момент начала отрезки заготовки.
Штамп для резки пруткового материала содержит подвижную верхнюю плиту 1, несущую пуансон 2, в гнезде которого жестко закреплен подвижный пластинчатый нож 3. В отверстии, выполненном в приливе 4
неподвижной нижней плиты 5, помешен неподвижный втулочный нож 6. Крепление втулочного ножа 6 осушествлено с помощью сменной втулки 7, снабженной наружной упорной резьбой.
На нижней плите 5 смонтирован механизм поджима подвижного пластинчатого ножа 3 к неподвижному втулочному ножу 6, выполненный в виде двух роликов 8, шарнирно закрепленных на валу 9, неподвижно установленном на кронштейне 10, размещенном на нижней плите 5. Своей наружной поверхностью ролики 8 взаимодействуют выше оси прутка 11 с тыльной стороной 12 пуансона 2, создавая, таким образом, упор, противодействующий отжиму пуансона 2 вместе с закрепленным на нем пластинчатым ножом 3 от плоскости реза в момент приложения усилия резания.
Штамп имеет pacпOv oжeнный по оси заготовки упор 13, несущий с правого конца противовес 14, а другим концо.м взаимодействующий с торцом обрабатываемого прутка 11.
Упор снабжен механизмом отвода его с рабочей позиции, выполненным в виде кронштейна 15, верхний конец которого шарнирно закреплен на валу 9 между роликами 8, а на нижнем конце установлен опорный ролик 16, взаимодействующий с плоскостью стола пресса. Упор 13 пропущен в отверстие, выполненное в средней части кронщтейна 15 по оси прутка II, а в нужном положении он фиксируется винтом 17.
Таким образом, упор 13 с противовесом 14 и кронщтейном 15, верхняя часть которого шарнирно закреплена, а нижняя опирается о плоскость стола пресса, образуют балансир.
Для отвода упора 13 от торца прутка 11 в момент разрезки пуансон 2 штампа снабжен промежуточным элементом 18, размещенным в выполненной в пуансоне 2 прорези 19, и имеющем возможность свободного поворота и продольного перемещения относительно оси 20, жестко установленной в теле пуансона.
Кронщтейн 15 снабжен жестко укрепленным на нем кулачком 21. Нажимной элемент 18 при работе щтампа имеет возможность контактирования с поверхностью прутка 11, с тыльной поверхностью пластинчатого ножа 3 и рабочей поверхностью кулачка 21.
Перед началом работы в соответствии с заданной длиной заготовки 22 настраивают упор 13, закрепляя его винтом 17. После этого устанавливают в приливе 4 нижней плиты 5 соответствующий диаметру заготовки втулочный нож 6 и закрепляют его сменной втулкой 7.
Через отверстия сменной втулки 7 и втулочного ножа 6 пропускают пруток 11 до
соприкосновения его торца с торцом упора 13.
При движении пуансона 2 вниз рабочая поверхность пластинчатого ножа 3 скользит по рабочему торцу втулочного ножа 6, а тыльная сторона пуансона - по наружной поверхности роликов 8. При достижении нажимным элементом 18 контакта с поверхностью прутка 11 начинается поворот его по часовой стрелке и продольное перемещение относительно оси 20. При дальнейшем движении пуансона 2 вниз рабочие поверхности нажимного элемента 18 входят в контакт с тыльной поверхностью пластинчатого ножа 3 и с рабочей поверхностью кулачка 21. Нажимной элемент 18, попав в распор между контактирующими с ним элементами штампа и прутком 11, фиксирует положение последнего, а затем
до начала разрезки заготовки отводит вправо упор 13.
После окончания отрезки заготовки 22 нажимной элемент 18 при движении пуансона 2 вверх выходит из контакта с кулачком 21, благодаря чему упор 13 под действием противовеса 14 возвращается в исходное положение. Пруток снова подают вправо до упора 13, и процесс резки повторяется.
Описанная фиксация прутка, достигаемая при помощи нажимного элемента 18, имеет существенное значение, так как при ее отсутствии при отведенном вправо упоре 13 были бы возможны нарушения за данных размеров заготовок 22.
Использование изобретения по сравнению с известным штампом позволяет повысить надежность и улучшить качество получаемых заготовок.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Штамп для резки пруткового материала | 1977 |
|
SU631272A1 |
| Штамп для резки пруткового материала | 1979 |
|
SU804253A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1433656A1 |
ШТАМП ДЛЯ РЕЗКИ- ПРУТКОВОГО МАТЕРИАЛА по авт. св. № 631272, отличающийся тем, что, с целью повышения надежности и улучшения качества получаемых заготовок, он снабжен кулачком, жестко закрепленным на кронштейне механизма отвода упора, и нажимным элементом, на торце пуансона выполнен паз, а нажимной элемент выполнен в виде пластины с отверстием вытянутой формы и смонтирован в пазу пуансона при помощи оси, параллельной оси вала, с возможностью взаимодействия с поверхностью пластинчатого ножа, обращенной к упору, и кулачком. (Л оо 00 ю Од ел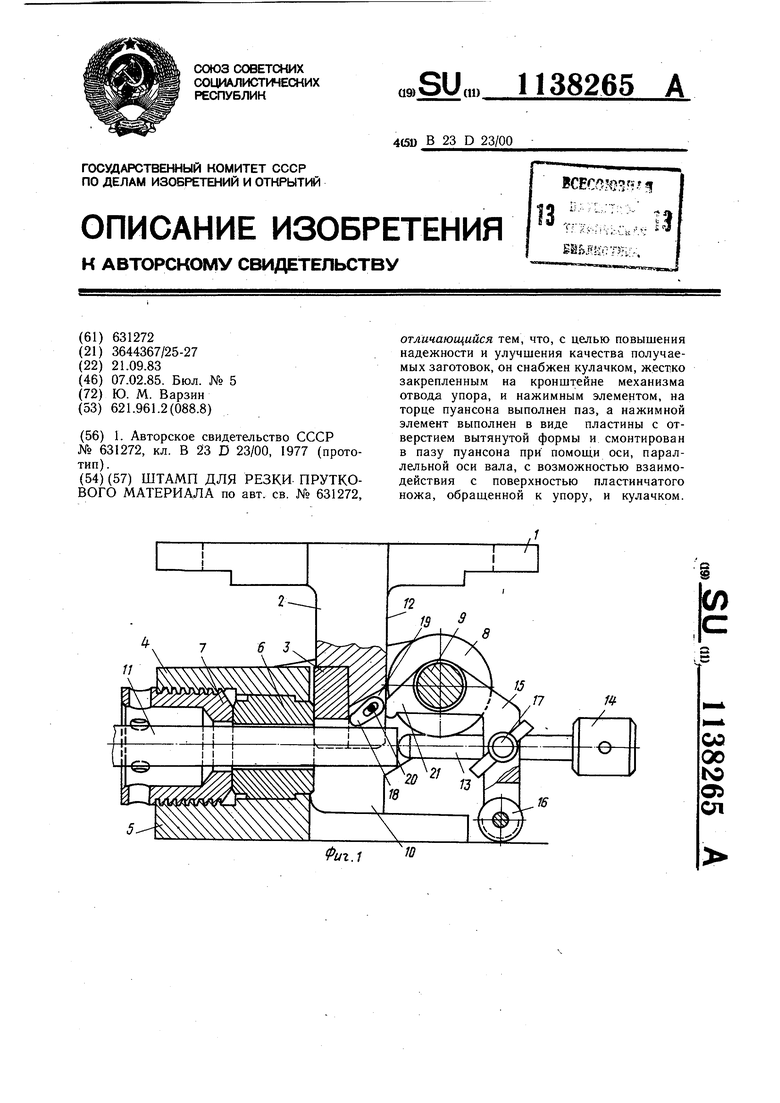
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для резки пруткового материала | 1977 |
|
SU631272A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
