(54) ШТАМП ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1979 |
|
SU825284A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Устройство для резки проката | 1980 |
|
SU1046042A1 |
| Штамп для резки проката | 1980 |
|
SU941028A1 |
| Устройство для резки пруткового материала | 1979 |
|
SU1186407A1 |
| Штамп для резки пруткового материала | 1984 |
|
SU1294503A1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
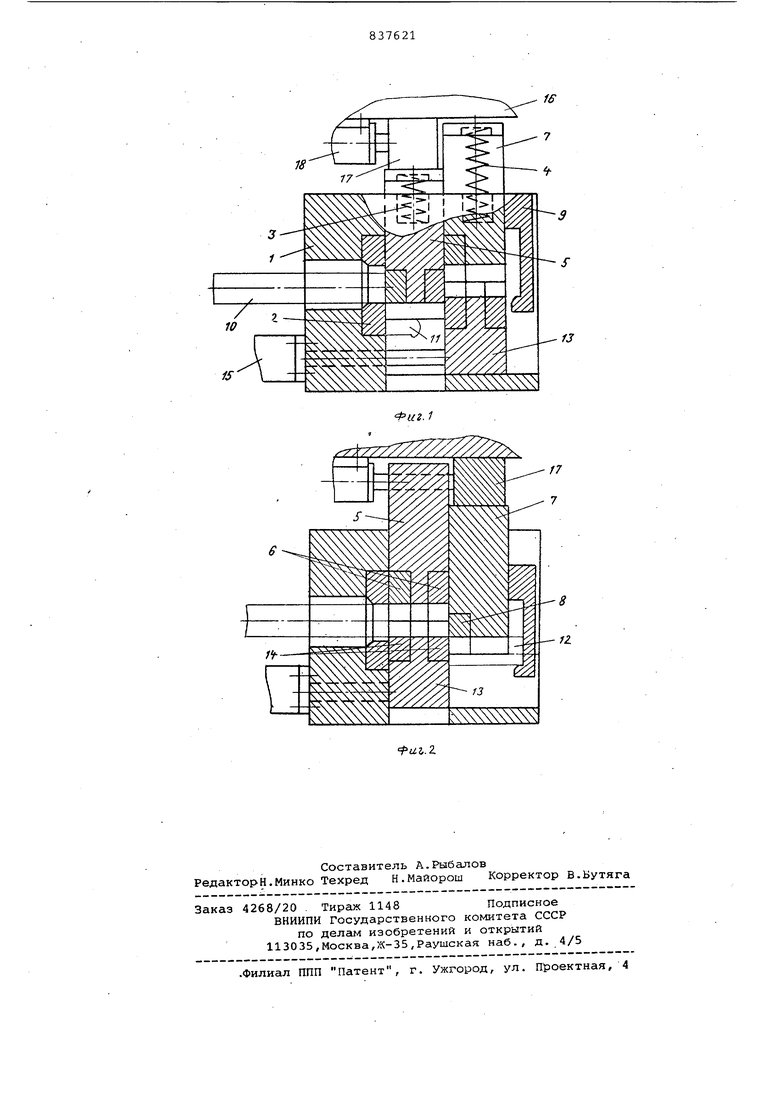
Изобретение относится к заготовительному производству машиностроитель ных заводов и может быть использовано для резки проката на заготовки. Известен штамп для резки прокату на заготовки, содержащий установленный на основании корпус с размещен-, ным в нем неподвижным втулочным ножом, подвижный нож, верхнюю плиту, а также размещенный между подвижным и неподвижным ножгши и подпружиненный относительно корпуса дбйолнительный нож с двумя режущими .частями, од на из которых выполнена полувтулочной и подвижные в горизонтальной плоскости верхний и нижний приводные упоры fl . Недостатком известного штампа является увеличенный отход проката из за некратности части проката, оставшейся после отрезки заднего дефектного конца длины заготовки. Цель изобретения - уменьшение отхода проката. Цель достигается; тем,, что в штамп для резки проката на заготовки, содержащем установленный на основании корпус с размещенным в нем неподвижн втулочным ножом, подвижный нож, верхнюю плиту, а также размещенный меж ПОДВИЖНЫ14 и неподвижным ножами и подпружиненный относительно корпуса дополнительный нож с двумя режущими частями, одна из которых выполнена полувтулочной, и подвижные в горизонтальной плоскости верхний и нижний приводные упоры, подвижный нож выполнен в виде подпружиненной относительно корпуса ползушки с полувтулочной режущей частью, снабженной упором поддержкой разрезаемого проката, указанные подвижные в горизонтальной плоскости упоры также размещены С возможностью установки между верхней плитой, ползушкой и основанием, при этом вторая режущая часть дополнительного ножа также выполнена полувтулочной, а нижний приводной упор выполнен с двумя полувтулочными режущими частями. На фиг. 1 показан штё1мп в разрезе в момент отрезки , дефектного конца общий вид; на фиг. 2 - то же, в момент отрезки от прутка мерной заготовки. Штамп содержит неподвижную нижнюю плиту 1, на которой установлен неподвижный втулочный нож 2 и подпружиненные пружинами 3 и 4 подвижный комбинированный нож 5 с двумя полувтулочными режущими частями 6 и подвижный нож-ползушка 7 с полувтулочиой режущей частью 8/ и с закрепленным на нем упором-поддержкой 9 для отрезаемой от прутка 10, имебщего концы 11, заготовки 12. Кроме того, на нижней плите 1 установлен подвижный упор 13 с двумя полувтулочными ножами 14, имеющими индивидуальный, например пневматический привод 15. На подвижной верхней плите 16 крепится подвижный упор 17, имеющий индивидуальный, например пневматический привод 18, Ди.аметры рабочих полостей неподви ного втулочного ножа 2 и комбинированного ножа 5 равны максимальному поперечному сечению дефектного конца а диаметры рабочих полостей ножа 8 подвижнЬго ножа-ползушки 7 и ножей 14 подвижного упора 13 равны максимальному диаметру проката. . Штамп работает следующим образом. Пруток 10, имеющий дефектные концы И свободно подается в штамп за плоскость реза неподвижного втулочно го -ножа 2 до временного упора (не показан). Подвижный упор 17 находитс над комбинированным ножом 5, а непод вижный упор 13 - под подвижной ползу кой 7. При ходе ползуна пресса вниз комбинированный нож 5 опускается (пружины 3 при этом сжимаются), взаимодействует полувтулочным ножом б с неподвижным втулочным ножом 2 и от резают от проката 10 дефектный конец . 11. При ходе ползуна пресса вверх пружины 3 возвращают нож в исходное положение. По команде рабочего сраба тывают индивидуальные приводы 18 и 15, и упор 17 передвигается вправо и занимает положение над подвижным ножом 7, а подвижный упор 13 занимает положение под комбинированным, ножом 5. После этого пруток 10 подаетс до упора-поддержки 9. При ходе ползу на пресса ВНИЗ верхняя плита штампа опускает подвижный нож, 7 (пружины 4 при этом сжимаются, полувтулочный нож 8 которого взаимодействует с пол втулочным ножом 14 подвижного упора 13 и отрезает от прутка 10 заготовку 12 с хорошим Качеством торца, так ка при резке упор-поддержка 9 не дает з готовке 12 отогнуться относительно прутка 10, а полувтулочный нож б комбинированного ножа 5 служит упоро от разворота самого прутка 10. Комбинированный нож 5 в процессе отрезки от прутка заготовки остается неподвижным, так как опирается на упор 13, а верхняя плита 16 в своем нижнем положении до него не доходит. При обратном ходе ползуна пресса пружины 4 возвращают нож-ползушку 7 в исходное положение. Затем пруток 10 снова подается до упора-под; :ржки 9 и при ходе пресса вниз отрезается следующая заготовка. Когда после очередной подачи прутка до упора-поддержки 9 задний дефектный конец предыдущего прутка и передний дефектный конец последующего прутка перейдут плоскость реза неподвижного втулочного ножа 2, по команде следящего устройства или рабочего индивидуальные приводы 18 и 15 передвигают подвижные упоры 17 и 13, которые соответственно займут положения над комбинированным ножом 5 и под ножом-ползушкой 7. При ходе ползуна пресса вниз от прутков одновременно срезаются задний и передний дефектные концы. После этого циклы повторяются. Штамп описанной конструкции позволяет уменьшить отход проката при резке. Формула изобретения Штамп для резки проката на заготовки, содержащий установленный на основании корпус с размещенным в нем неподвижным втулочным ножом, подвижный нож, верхнюю плиту, а также размещенный между подвижным и неподвижным ножами и подпружиненный относительно корпуса дополнительный нож с двумя режущими частями, одна из которых выполнена полувтулочной, и подвижные в горизонтальной плоскости верхний и нижний приводные упоры, . о т л и ч а ю щ и и с я тем, что, с целью уменьшения проката, подвижный нож выполнен в виде подпружиненной относительно корпуса ползушки с полувтулочной режущей частью, снабженной упором - поддержкой разрезаемого проката, указанные подвижные в горизонтальной плоскости приводные упоры также размещены с возможностью установки ме) верхней плитой, ползушкой и основанием, при этом вторая режущая часть дополнительного ножа также выполнена полувтулочной, а нижний приводной упор выполнен с двумя полувтулочными режущими частями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2784173/25-27, кл. В 23 D 23/00, 25.04/79.
15
